You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Check Maf Kia Carnival DieselDocument7 pagesCheck Maf Kia Carnival Dieseljulio797No ratings yet
- Drugs of Hindustan PDFDocument382 pagesDrugs of Hindustan PDFdr madan mohan gundu100% (1)
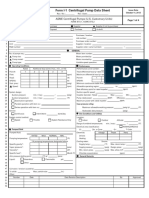
- Form I-1 Centrifugal Pump Data SheetDocument4 pagesForm I-1 Centrifugal Pump Data SheetJohnNo ratings yet
- Microdroplet Technology - Principles and Emerging Applications in Biology and Chemistry - Philip Day Et Al. (Springer, 2012)Document249 pagesMicrodroplet Technology - Principles and Emerging Applications in Biology and Chemistry - Philip Day Et Al. (Springer, 2012)CA Uttam Prakash Agarwal100% (1)
- Tabulated Results For A and BDocument12 pagesTabulated Results For A and BJxinLeeNo ratings yet
- Flammability DiagramDocument1 pageFlammability DiagramJxinLeeNo ratings yet
- C6 - PFTR Results CalculationDocument10 pagesC6 - PFTR Results CalculationJxinLeeNo ratings yet
- Flammability DiagramDocument1 pageFlammability DiagramJxinLeeNo ratings yet
- 2nd Part To QN 2.Document1 page2nd Part To QN 2.JxinLeeNo ratings yet
- CE5 Group ProjectDocument6 pagesCE5 Group ProjectJxinLeeNo ratings yet
- Plot of XA/ (1-XA) Against Residence Time (S)Document2 pagesPlot of XA/ (1-XA) Against Residence Time (S)JxinLeeNo ratings yet
- Procedures: Safety Googles, Gloves and Lab Coat Were Worn When Handling These Chemicals)Document4 pagesProcedures: Safety Googles, Gloves and Lab Coat Were Worn When Handling These Chemicals)JxinLeeNo ratings yet
- CE5 IntroductionDocument5 pagesCE5 IntroductionJxinLeeNo ratings yet
- FluidizaçãoDocument14 pagesFluidizaçãomrenaultNo ratings yet
- CE4 IntroductionDocument4 pagesCE4 IntroductionJxinLeeNo ratings yet
- CE2 Fenske MethodDocument5 pagesCE2 Fenske MethodJxinLeeNo ratings yet
- CE5 IntroductionDocument5 pagesCE5 IntroductionJxinLeeNo ratings yet
- DW Product OverviewDocument1 pageDW Product OverviewJxinLeeNo ratings yet
- Possible Source of ErrorsDocument2 pagesPossible Source of ErrorsJxinLeeNo ratings yet
- ConclusionDocument1 pageConclusionJxinLeeNo ratings yet
- Quorn PresentationDocument9 pagesQuorn PresentationJxinLeeNo ratings yet
- AY201516 Sem1Document2 pagesAY201516 Sem1JxinLeeNo ratings yet
- Papahan Coffeehouse Sales Growth StrategiesDocument2 pagesPapahan Coffeehouse Sales Growth StrategiesJxinLeeNo ratings yet
- HYSYS Tutorial 1 Material & Energy BalancesDocument1 pageHYSYS Tutorial 1 Material & Energy BalancesJxinLeeNo ratings yet
- CH4101 Tentative Schedule 20152016sem1Document1 pageCH4101 Tentative Schedule 20152016sem1JxinLeeNo ratings yet
- Perspective of Sales Department: Marketing Development Product DevelopmentDocument2 pagesPerspective of Sales Department: Marketing Development Product DevelopmentJxinLeeNo ratings yet
- Geo Sintetik by Dirgatz IndonesiaDocument6 pagesGeo Sintetik by Dirgatz IndonesiabudivinolaNo ratings yet
- Catalase and Hydrogen Peroxide Experiment: Problem: What Happens When A Potato Is Combined With Hydrogen Peroxide?Document1 pageCatalase and Hydrogen Peroxide Experiment: Problem: What Happens When A Potato Is Combined With Hydrogen Peroxide?Big CinemaNo ratings yet
- B.SC 2nd and 3rd Year Syllabus SVUDocument16 pagesB.SC 2nd and 3rd Year Syllabus SVUSrinivasulu Pudu100% (1)
- NBS18 Heat TreatmentDocument46 pagesNBS18 Heat Treatmentshailesh_tiwari_mechNo ratings yet
- SPE 37084 Horizontal Well Length: Drill Short or Long Wells?Document9 pagesSPE 37084 Horizontal Well Length: Drill Short or Long Wells?Waleed Barakat MariaNo ratings yet
- Black SandDocument2 pagesBlack SandMinato100% (1)
- Astm C990-03Document4 pagesAstm C990-03Joanne WaiNo ratings yet
- Indonesian Journal of Chemical Science and Technology: State University of MedanDocument7 pagesIndonesian Journal of Chemical Science and Technology: State University of Medanrizky bungaNo ratings yet
- How To Process and Print Black-and-White FilmDocument6 pagesHow To Process and Print Black-and-White FilmPepParamosNo ratings yet
- Welding Procedure Datasheet: ScopeDocument5 pagesWelding Procedure Datasheet: ScopePerminder SinghNo ratings yet
- OIL-Xplus Filtros Aire ComprimidoDocument8 pagesOIL-Xplus Filtros Aire ComprimidoMario Vazquez BNo ratings yet
- Trickling Filter Performance at Different TemperaturesDocument10 pagesTrickling Filter Performance at Different Temperaturesanita pratiwiNo ratings yet
- Chemsheets As 1038 Le Chatelier 1Document1 pageChemsheets As 1038 Le Chatelier 1Дильназ БолатбеккызыNo ratings yet
- Introduction to Rearrangement Reactions (40Document14 pagesIntroduction to Rearrangement Reactions (40Chandra ReddyNo ratings yet
- JSW Paper On 15Th April, 2008 Technical QuestionsDocument2 pagesJSW Paper On 15Th April, 2008 Technical QuestionsNav ChaNo ratings yet
- Pen Type Visual Fault Locator: SpecificationsDocument1 pagePen Type Visual Fault Locator: SpecificationsHuy DuNo ratings yet
- Benzene Structure and Delocalised Model ExplainedDocument8 pagesBenzene Structure and Delocalised Model ExplainedHisham Jafar AliNo ratings yet
- Ionization and Solubility of Chitosan Solutions Related To Thermosensitive ChitosanGlycerol-Phosphate SystemsDocument16 pagesIonization and Solubility of Chitosan Solutions Related To Thermosensitive ChitosanGlycerol-Phosphate SystemstsujittoNo ratings yet
- Ancient Cementitious MaterialsDocument17 pagesAncient Cementitious Materialsenea3000No ratings yet
- Russell J. Donnelly - Fifty-Five Years of Taylor - Couette FlowDocument35 pagesRussell J. Donnelly - Fifty-Five Years of Taylor - Couette FlowQMDhidnwNo ratings yet
- Banana Stem JuiceDocument8 pagesBanana Stem Juiceईन्द्रनील रायNo ratings yet
- Corrosol VE GP - TDS - Rev 4 - Feb 19Document2 pagesCorrosol VE GP - TDS - Rev 4 - Feb 19mkash028No ratings yet
- Science Test - 1 QuarterDocument3 pagesScience Test - 1 QuarterCeeKay0% (1)
- Ap T68 06 PDFDocument98 pagesAp T68 06 PDFTauseef HassanNo ratings yet
- Float ValveDocument1 pageFloat Valveabdulkidwai2009No ratings yet
- AFLAS Technical DatasheetDocument13 pagesAFLAS Technical DatasheetManual SourceNo ratings yet