You might also like
- CCPPDocument34 pagesCCPPphanindra100% (1)
- Memory Circuits PDFDocument40 pagesMemory Circuits PDFphanindraNo ratings yet
- Practical Aspects of Compressor Suge and Surge ControlDocument27 pagesPractical Aspects of Compressor Suge and Surge ControlphanindraNo ratings yet
- Gas Turbine Performance: by Rainer KurzDocument16 pagesGas Turbine Performance: by Rainer Kurzthryee100% (1)
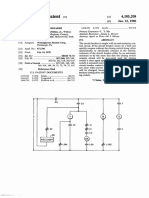
- Unlted States Patent (19) (11) 4,185,208: Mcmillen, Jr. Et Al. (45) Jan. 22, 1980Document18 pagesUnlted States Patent (19) (11) 4,185,208: Mcmillen, Jr. Et Al. (45) Jan. 22, 1980phanindraNo ratings yet
- Rotating Machines PDFDocument34 pagesRotating Machines PDFphanindraNo ratings yet
- Steam TurbineDocument78 pagesSteam TurbineSiddharth Sharma100% (1)
- Flip Flops PDFDocument16 pagesFlip Flops PDFphanindra100% (1)
- Gas Turbine Performance: by Rainer KurzDocument16 pagesGas Turbine Performance: by Rainer Kurzthryee100% (1)
- Gas Turbine Performance: by Rainer KurzDocument16 pagesGas Turbine Performance: by Rainer Kurzthryee100% (1)
- Gen BasicsDocument346 pagesGen BasicsphanindraNo ratings yet
- EdgDocument4 pagesEdgphanindraNo ratings yet
- HRSG PDFDocument61 pagesHRSG PDFphanindraNo ratings yet
- Steam TurbineDocument78 pagesSteam TurbineSiddharth Sharma100% (1)
- Gen BasicsDocument346 pagesGen BasicsphanindraNo ratings yet
- Module 3 AC Generators Transformers AC MotorsDocument57 pagesModule 3 AC Generators Transformers AC MotorsEme Elibe Johnson EmestarNo ratings yet
- How The Air Compressor Works - Types of Air CompressorsDocument10 pagesHow The Air Compressor Works - Types of Air CompressorsphanindraNo ratings yet
- Compressor Protection Starts With A Knowledge of Refrigerant-Oil BasicsDocument16 pagesCompressor Protection Starts With A Knowledge of Refrigerant-Oil BasicsphanindraNo ratings yet
- Lecture in Electric Generators MotorsDocument33 pagesLecture in Electric Generators MotorsJacob Alday Santos100% (1)
- ValveDocument86 pagesValvephanindraNo ratings yet
- PressureDocument106 pagesPressurephanindraNo ratings yet
- Voltage Circuit BreakerDocument78 pagesVoltage Circuit BreakerphanindraNo ratings yet
- Control ValveDocument6 pagesControl ValvephanindraNo ratings yet
- PressureDocument106 pagesPressurephanindraNo ratings yet
- MV BreakerDocument40 pagesMV BreakerphanindraNo ratings yet
- Electrical BreakerDocument50 pagesElectrical BreakerphanindraNo ratings yet
- Mutual and Self InductanceDocument53 pagesMutual and Self InductanceTrungpv PhamNo ratings yet
- Circuit BreakerDocument55 pagesCircuit BreakerphanindraNo ratings yet
- BreakerDocument92 pagesBreakerphanindraNo ratings yet
- Medium VoltageDocument88 pagesMedium VoltagephanindraNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5782)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Ecm, CM, Edm, PVD, CVDDocument78 pagesEcm, CM, Edm, PVD, CVDAmit DevNo ratings yet
- Precast Concrete Insulation Panels for Facades and WallsDocument12 pagesPrecast Concrete Insulation Panels for Facades and Wallssabid100% (1)
- Statistics 2 For Chemical Engineering: Department of Mathematics and Computer ScienceDocument37 pagesStatistics 2 For Chemical Engineering: Department of Mathematics and Computer ScienceKhuram MaqsoodNo ratings yet
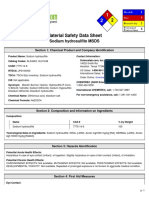
- Msds NASH PDFDocument6 pagesMsds NASH PDFTomás Clarke ChaparroNo ratings yet
- Berol 226 - PDS EN PDFDocument1 pageBerol 226 - PDS EN PDFJosep Baro SerraNo ratings yet
- CHMG 131 - Course Outline Spring 2017 PDFDocument2 pagesCHMG 131 - Course Outline Spring 2017 PDFFuad EsberNo ratings yet
- Soalan Cemerlang Persamaan KimiaDocument16 pagesSoalan Cemerlang Persamaan KimiaNorazliana MarzukiNo ratings yet
- Btme 503 Mechancial Measurements and Metrology Internal Marks: 40 External Marks: 60 Total Marks: 100Document4 pagesBtme 503 Mechancial Measurements and Metrology Internal Marks: 40 External Marks: 60 Total Marks: 100taak41No ratings yet
- KODAK NDT Film Chemistry Solutions Brochure ENDocument12 pagesKODAK NDT Film Chemistry Solutions Brochure ENdipti bhimNo ratings yet
- Agard PDFDocument245 pagesAgard PDFPARAMASIVAM JAYARAMANNo ratings yet
- Examples of Pure and Applied ResearchDocument2 pagesExamples of Pure and Applied ResearchZubair Azam100% (2)
- Qin Materials Today Physics 2021Document156 pagesQin Materials Today Physics 2021Noel BeatsNo ratings yet
- CHEM 1020 Gen Chem II Michael SwansonDocument5 pagesCHEM 1020 Gen Chem II Michael SwansonJether MarañonNo ratings yet
- Chapter 6 KineticDocument11 pagesChapter 6 KineticPHƯƠNG ĐẶNG YẾNNo ratings yet
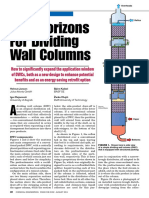
- New Horizons For Dividing Wall ColumnsDocument9 pagesNew Horizons For Dividing Wall ColumnsidmNo ratings yet
- Messias MachineDocument5 pagesMessias MachineMANNAJANELAGUNANo ratings yet
- Heat Loss in Pipe Support PDFDocument60 pagesHeat Loss in Pipe Support PDFThaku KishorNo ratings yet
- Mass Balance Modeling For Electric Arc Furnace PDFDocument7 pagesMass Balance Modeling For Electric Arc Furnace PDFmshahNo ratings yet
- The Citric Acid CycleDocument27 pagesThe Citric Acid CyclerollyNo ratings yet
- Electric Potential Review & SummaryDocument10 pagesElectric Potential Review & SummaryHassanTahirNo ratings yet
- Sika Poxitar MyDocument3 pagesSika Poxitar Myhijur ChenNo ratings yet
- ChE441 Problem Set 3 PDFDocument6 pagesChE441 Problem Set 3 PDFmelihNo ratings yet
- Bored pile construction procedureDocument57 pagesBored pile construction procedureOakar MinNo ratings yet
- API 510 QuestionsDocument8 pagesAPI 510 QuestionsTAYYAB FAROOQ100% (2)
- Aceite Roto Extreme Duty ATLAS COPCODocument7 pagesAceite Roto Extreme Duty ATLAS COPCOmadaba723504No ratings yet
- Presence of Oxalative Ions in GuavaDocument11 pagesPresence of Oxalative Ions in GuavaPra MNo ratings yet
- Well Come To Our Presentatio NDocument55 pagesWell Come To Our Presentatio Njoselito lacuarin50% (2)
- Niper 2.Document42 pagesNiper 2.GANESH KUMAR JELLANo ratings yet
- E213-Ultrasonic Examination of Metal Pipe and TubingDocument5 pagesE213-Ultrasonic Examination of Metal Pipe and Tubingsolrac4371No ratings yet
- Diffusion in SolidsDocument243 pagesDiffusion in SolidsSubhasishNathNo ratings yet