You might also like
- Tipificación de Multas 039 2017 OS CDDocument5 pagesTipificación de Multas 039 2017 OS CDJaime Alberto Montoya TejadaNo ratings yet
- Lista de Repuestos - BG4 PlusDocument1 pageLista de Repuestos - BG4 PlusReyner LozaNo ratings yet
- Análisis de gases de combustión MSI EM200-EDocument32 pagesAnálisis de gases de combustión MSI EM200-EReyner LozaNo ratings yet
- OPSDocument3 pagesOPSMariela E. LauraNo ratings yet
- Equipo de Circuito Cerrado Draeger Pss Bg4Document4 pagesEquipo de Circuito Cerrado Draeger Pss Bg4Reyner LozaNo ratings yet
- Festo Fluidsim Pracneuma PDFDocument19 pagesFesto Fluidsim Pracneuma PDFFrancisco GMNo ratings yet
- Reglamento de Seguridad y Salud Ocupacional en Minería DS 024 2016 EM PDFDocument57 pagesReglamento de Seguridad y Salud Ocupacional en Minería DS 024 2016 EM PDFdiana saida mullisaca sonccoNo ratings yet
- Analisis de GasesDocument18 pagesAnalisis de GasesCKrlitos ManuellNo ratings yet
- Rodamientos Rígidos de Una Hilera de BolasDocument1 pageRodamientos Rígidos de Una Hilera de BolasReyner LozaNo ratings yet
- InformeDocument2 pagesInformeReyner LozaNo ratings yet
- Uniones Soldadas Dm2Document36 pagesUniones Soldadas Dm2Reyner LozaNo ratings yet
- Seleccion de Cables de EnergiaDocument5 pagesSeleccion de Cables de EnergiaReyner LozaNo ratings yet
- Corrección Del Factor de Potencia PDFDocument16 pagesCorrección Del Factor de Potencia PDFReyner LozaNo ratings yet
- ScadaDocument40 pagesScadaReyner Loza100% (1)
- P&IDDocument25 pagesP&IDReyner Loza100% (1)
- P&IDDocument8 pagesP&IDReyner LozaNo ratings yet
- RodamientosDocument27 pagesRodamientosReyner LozaNo ratings yet
- Calculo Chavetas Idm2015Document3 pagesCalculo Chavetas Idm2015Reyner LozaNo ratings yet
- Propiedades MecanicasDocument23 pagesPropiedades MecanicasReyner LozaNo ratings yet
- E2 PM 2010 2 SoluciónDocument8 pagesE2 PM 2010 2 SoluciónfiorellairiarteNo ratings yet
- Diodos Electronica BasicaDocument64 pagesDiodos Electronica BasicaReyner LozaNo ratings yet
- Ensayo de TracciónDocument41 pagesEnsayo de TracciónReyner LozaNo ratings yet
- Sensores y TransductoresDocument13 pagesSensores y TransductoresReyner LozaNo ratings yet
- Procesos de ManufacturaDocument6 pagesProcesos de ManufacturaReyner LozaNo ratings yet
- Calculo Chavetas EXPODocument3 pagesCalculo Chavetas EXPOReyner LozaNo ratings yet
- 11a AjustesDocument4 pages11a AjustesReyner LozaNo ratings yet
- Uniones atornilladas PUCPDocument12 pagesUniones atornilladas PUCPReyner LozaNo ratings yet
- TF S22 Flujos ExternosDocument23 pagesTF S22 Flujos ExternosReyner LozaNo ratings yet
- Iee239 Clase12Document33 pagesIee239 Clase12Reyner LozaNo ratings yet
- Dictamen Visita 20 Estructura Cubierta para GalvanizarDocument21 pagesDictamen Visita 20 Estructura Cubierta para GalvanizarJavier Enrique Diaz ChacinNo ratings yet
- 3.diseño de MezclasDocument12 pages3.diseño de MezclasJesus ChiangNo ratings yet
- Proyecto Electrificacion Edificio Liberi-40Document2 pagesProyecto Electrificacion Edificio Liberi-40Fede PasseraNo ratings yet
- Ficha Técnica Cem - Puzolanico TIPO IP - PATRÓNDocument2 pagesFicha Técnica Cem - Puzolanico TIPO IP - PATRÓNMelsar Eduardo Espejo Yupanqui50% (2)
- CUADERNO DE INFORMES 03 - 08 OctDocument10 pagesCUADERNO DE INFORMES 03 - 08 OctRodmi Torres PeraltaNo ratings yet
- Taller Diagramas de IngenieriaDocument8 pagesTaller Diagramas de IngenieriaMarcela RamirezNo ratings yet
- Resultados CementoDocument4 pagesResultados CementoWilington Mexar Cenizario BenitesNo ratings yet
- SimbologíaDocument83 pagesSimbologíajoseloveraNo ratings yet
- DISENO DE MEZCLAS F - C 175 - FCR 210Document5 pagesDISENO DE MEZCLAS F - C 175 - FCR 210DanielEspinoNo ratings yet
- Diseño Deconcreto Agregado GlobalDocument20 pagesDiseño Deconcreto Agregado GlobalNilton Meneses Flores100% (1)
- 11 Costos Unitarios Tomapampa OK.Document60 pages11 Costos Unitarios Tomapampa OK.cleymerantoniorNo ratings yet
- PL070 Assembly-Use Manual v1Document23 pagesPL070 Assembly-Use Manual v1MauricioNo ratings yet
- API 1104 CAP. 5 Calificación de ProcedimientoDocument50 pagesAPI 1104 CAP. 5 Calificación de ProcedimientoCarlos Antonio Jimenez Morales100% (1)
- Capeco Apus 2014 - Solo ApusDocument506 pagesCapeco Apus 2014 - Solo ApusHams Jhoset Sánchez100% (1)
- REFACCIONESDocument39 pagesREFACCIONESJonathan ZamoraNo ratings yet
- Máquina soldadora WIDOS 4900 instruccionesDocument60 pagesMáquina soldadora WIDOS 4900 instruccionesdanielcoeNo ratings yet
- NORMA NTC 121 y 321Document11 pagesNORMA NTC 121 y 321Oscar PadillaNo ratings yet
- EMD-Enchufes 8kV - RepuestosDocument3 pagesEMD-Enchufes 8kV - RepuestosAF VMNo ratings yet
- Cap - 4 CEMENTODocument5 pagesCap - 4 CEMENTOJORGE VLADIMIR DUEÑAS CCORANo ratings yet
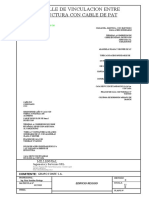
- Detalles Típicos Placa Colaborante Alcor 75 - Rev19-Ver2000Document1 pageDetalles Típicos Placa Colaborante Alcor 75 - Rev19-Ver2000Portones FabricacionNo ratings yet
- Acu'sDocument16 pagesAcu'sJuniorNo ratings yet
- Dossier Cliente Reparacion Viga Papa Rig 603 Ot1832Document23 pagesDossier Cliente Reparacion Viga Papa Rig 603 Ot1832JuanFrintaNo ratings yet
- Apu Acabados ArquitecturaDocument29 pagesApu Acabados ArquitecturaErly ChavezNo ratings yet
- Solo PiezasDocument12 pagesSolo PiezasRicardo SanchezNo ratings yet
- Construcción cerco perimetral y ambientesDocument8 pagesConstrucción cerco perimetral y ambientesAlejandro Carrillo SandovalNo ratings yet
- Mortero 5b RevisadoDocument25 pagesMortero 5b RevisadoCarolina ChaconNo ratings yet
- CATÁLOGODocument8 pagesCATÁLOGOSaulo coallNo ratings yet
- MORTEROSDocument12 pagesMORTEROSjackfroxNo ratings yet
- Analisis de Costos UnitariosDocument27 pagesAnalisis de Costos UnitariosGrozzitoNo ratings yet
- 03.01 Analisis de Costos Unitarios PRESUPUESTO GENERALDocument11 pages03.01 Analisis de Costos Unitarios PRESUPUESTO GENERALTOPROYECCIONNo ratings yet