You might also like
- Cálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209From EverandCálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209Rating: 5 out of 5 stars5/5 (1)
- Laboratorio 1 Comparación de Tiempos y Costos de TorneadoDocument12 pagesLaboratorio 1 Comparación de Tiempos y Costos de TorneadoAlejandro Bustos LopezNo ratings yet
- Afilado de HerramientasDocument8 pagesAfilado de HerramientasJuan Carlos Moreno OrtizNo ratings yet
- 22Document16 pages22brayanNo ratings yet
- 1 Ejercicios de MecanizadoDocument11 pages1 Ejercicios de MecanizadoJavier Solís FernándezNo ratings yet
- Examen Sustitutorio 19-03-2008 Procesos IDocument10 pagesExamen Sustitutorio 19-03-2008 Procesos IIvanSnikeNo ratings yet
- Fresadora ProblemasDocument64 pagesFresadora ProblemasMiguel2694No ratings yet
- Examen Final 24-Julio-2009 Procesos IDocument9 pagesExamen Final 24-Julio-2009 Procesos ILau MarcNo ratings yet
- Ejercicio Torneado2Document9 pagesEjercicio Torneado2Miguel LincangoNo ratings yet
- Cabezal DivisorDocument7 pagesCabezal DivisorDanny CarvajalNo ratings yet
- Cizallado tallerDocument4 pagesCizallado tallerOriana PorrasNo ratings yet
- Tema B-Desarrollo-IN179-Ex-Final-2022-1 - 220705 - 095931Document9 pagesTema B-Desarrollo-IN179-Ex-Final-2022-1 - 220705 - 095931Jorge Bautista FernandezNo ratings yet
- PMecanización Homework1 PillasaguaOrdoñez Paralelo1Document14 pagesPMecanización Homework1 PillasaguaOrdoñez Paralelo1Jorge Pillasagua100% (1)
- Informe de Procesos de Manufactura IIDocument13 pagesInforme de Procesos de Manufactura IIChicaiza RobertoNo ratings yet
- Teoria Del Maquinado. Parte 1 y 2Document5 pagesTeoria Del Maquinado. Parte 1 y 2Nathali BakerNo ratings yet
- Ejercicio Combinados de MecanizadosDocument8 pagesEjercicio Combinados de MecanizadosLaura Emperatriz Coque GallegosNo ratings yet
- Relacion de Trabajos Grupales de Diseño Industrial Por ComputadorDocument11 pagesRelacion de Trabajos Grupales de Diseño Industrial Por ComputadorJaime CaychoNo ratings yet
- Cuestionario - Historia de Las CosasDocument6 pagesCuestionario - Historia de Las CosasBrandon PradoNo ratings yet
- 9 Practica de Limadora - Taller BasicoDocument18 pages9 Practica de Limadora - Taller BasicoXavier Mantilla Morán0% (1)
- Proyecto RoscadoDocument13 pagesProyecto RoscadoEdmundo Lopez HernanadezNo ratings yet
- CNC Informe2Document6 pagesCNC Informe2Marco Antonio Poblete RiverosNo ratings yet
- Aceros de Alta Aleación Resistentes Al Creep y Resistentes Al Calor PDFDocument92 pagesAceros de Alta Aleación Resistentes Al Creep y Resistentes Al Calor PDFElmar CuellarNo ratings yet
- Planificación de Clase Matricería Dual 2018Document37 pagesPlanificación de Clase Matricería Dual 2018Jaime Cacpata BastidasNo ratings yet
- Trabajo Práctico - Metrología - Tecnología MecánicaDocument6 pagesTrabajo Práctico - Metrología - Tecnología MecánicaEmiliano PerezNo ratings yet
- TareaDocument4 pagesTareaKairet SuloagaNo ratings yet
- EMBUTIDODocument7 pagesEMBUTIDOmiguelNo ratings yet
- PulvimetalurgiaDocument13 pagesPulvimetalurgiaDiegoAlonsoGonzalesRomeroNo ratings yet
- Fuerzas en Procesos de TorneadoDocument13 pagesFuerzas en Procesos de TorneadoVictor Sepúlveda100% (1)
- Guiapractican Divisor UniversalDocument9 pagesGuiapractican Divisor UniversalcalimovNo ratings yet
- Fractura Por Fatiga (Corrosión)Document12 pagesFractura Por Fatiga (Corrosión)Nathalie CastilloNo ratings yet
- Tallado Engranaje HelicoidalDocument3 pagesTallado Engranaje HelicoidalRoberto Sanchez Rodriguez100% (1)
- Calculo de Funciones TrigonométricasDocument10 pagesCalculo de Funciones TrigonométricasJC Javier Curo100% (1)
- Prueba Evaluación de Entrada Diseño de MáquinasDocument4 pagesPrueba Evaluación de Entrada Diseño de MáquinasjoseNo ratings yet
- Cuestionarios Maquinados ResueltoDocument7 pagesCuestionarios Maquinados ResueltoAdrián SilvaNo ratings yet
- 10.-DH 7 Método de RecalcadoDocument5 pages10.-DH 7 Método de RecalcadoNeftali Olivares100% (1)
- Reporte Practica TornoDocument6 pagesReporte Practica TornoDavid SalazarNo ratings yet
- Laboratorio de TorsionDocument18 pagesLaboratorio de TorsionJuan Garay MonagoNo ratings yet
- Informe MecanizadoDocument58 pagesInforme MecanizadoLuis Fernando LibrerosNo ratings yet
- P2 Tarea 2 Cuestionario Ejercicios de Parámetros de CorteDocument13 pagesP2 Tarea 2 Cuestionario Ejercicios de Parámetros de CortePā-mə NLNo ratings yet
- Ensayo de Deformación de La VigaDocument8 pagesEnsayo de Deformación de La VigaCristian Najar OcharanNo ratings yet
- Fracasos y fallas en componentes y estructurasDocument212 pagesFracasos y fallas en componentes y estructurasKlinsmann Diego100% (1)
- Informe CNCDocument8 pagesInforme CNCMixio Olivares MuñozNo ratings yet
- Guia DurezaDocument2 pagesGuia DurezaJosueNo ratings yet
- Guia de Laboratorio 14Document2 pagesGuia de Laboratorio 14Juan Carlos Zuñiga JustinianoNo ratings yet
- Guia de Ejercicios TorsionDocument5 pagesGuia de Ejercicios Torsionfafurrim91No ratings yet
- Laboratorio Tratamientos TérmicosDocument15 pagesLaboratorio Tratamientos TérmicosRonald Palacios Cardoza100% (1)
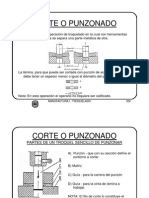
- Corte o PunzonadoDocument28 pagesCorte o PunzonadoRafael Ramírez Medina0% (1)
- Diseño de Una Guillotina de PedalDocument26 pagesDiseño de Una Guillotina de PedalWilliam50% (2)
- Operaciones de corte y punzonado de metalesDocument3 pagesOperaciones de corte y punzonado de metalesJulián VSNo ratings yet
- Procesos de Manufactura I - Primera Práctica Calificada de la UN CallaoDocument10 pagesProcesos de Manufactura I - Primera Práctica Calificada de la UN CallaoYahir VillanuevaNo ratings yet
- PROBLEMAS DE FABRICACIÓN Y COSTESDocument6 pagesPROBLEMAS DE FABRICACIÓN Y COSTESmolinammarNo ratings yet
- Proyecto Fluidos 2Document20 pagesProyecto Fluidos 2Jonathan RuedaNo ratings yet
- Moldeo de Piezas No SimetricasDocument5 pagesMoldeo de Piezas No SimetricasRaul Mendoza IzarraNo ratings yet
- Cuestionario CHAPA P2Document9 pagesCuestionario CHAPA P2Jonathan Araya CarvajalNo ratings yet
- Ing de Procesos Examen Parcial 2015Document7 pagesIng de Procesos Examen Parcial 2015Said SotoNo ratings yet
- Guia Lab. Teoría de Mecanizado-471Document13 pagesGuia Lab. Teoría de Mecanizado-471John PaulosNo ratings yet
- C294 - Estudio de Tiempos y Costos en Torneado 2020Document11 pagesC294 - Estudio de Tiempos y Costos en Torneado 2020Fernando González100% (1)
- Ensayo MecanizadoDocument13 pagesEnsayo MecanizadoFernando LegueNo ratings yet
- Cálculo costos torneadoDocument5 pagesCálculo costos torneadoOmar Stalin Duran CaisaguanoNo ratings yet
- Torno Con Dispositivo Copiador USMDocument12 pagesTorno Con Dispositivo Copiador USMManway Mora MirandaNo ratings yet
- Pauta Tesis Upla CompletaDocument30 pagesPauta Tesis Upla CompletaGermán AlejandroNo ratings yet
- C473 Medición de Fuerzas de Corte en MecanizadoDocument11 pagesC473 Medición de Fuerzas de Corte en MecanizadodatatNo ratings yet
- C473 Medición de Fuerzas de Corte en MecanizadoDocument11 pagesC473 Medición de Fuerzas de Corte en MecanizadodatatNo ratings yet
- Apuntes de Filosofía del DerechoDocument65 pagesApuntes de Filosofía del DerechodatatNo ratings yet
- Apunte Filosofía Del Derecho, Primera PruebaDocument44 pagesApunte Filosofía Del Derecho, Primera PruebadatatNo ratings yet
- Caja Cambios Scania PDFDocument60 pagesCaja Cambios Scania PDFRodrigo Sanhueza81% (21)
- RESQTEC Herramientas Hidráulicas de RescateDocument38 pagesRESQTEC Herramientas Hidráulicas de Rescatejchessa100% (1)
- Instructivo Esmeril de Banco (Eba-525)Document8 pagesInstructivo Esmeril de Banco (Eba-525)Vico OchoaNo ratings yet
- Sarta de PerforacionDocument12 pagesSarta de PerforacionERCINo ratings yet
- PRC-SST-024 Procedimiento Seguro de Trabajo para Uso de Herramientas ManualesDocument14 pagesPRC-SST-024 Procedimiento Seguro de Trabajo para Uso de Herramientas ManualesHECTOR FABIO ROJAS TAPIEROS - Estudiante VirtualNo ratings yet
- Metodos y Secuencias Constructivas - Rev 0Document15 pagesMetodos y Secuencias Constructivas - Rev 0luis100% (1)
- KappDocument9 pagesKappceciliaNo ratings yet
- Caja de Cambios Scania Euro VDocument107 pagesCaja de Cambios Scania Euro Vmanu_chat95% (56)
- Procedimiento de Corte y Carga de Material Metalico. Rev 0Document41 pagesProcedimiento de Corte y Carga de Material Metalico. Rev 0anibalhernandezNo ratings yet
- STDC012 ManualDocument20 pagesSTDC012 ManualKalli KNo ratings yet
- Cronologia - Herramientas 01Document3 pagesCronologia - Herramientas 01Ingrid Paolita100% (2)
- Guia de Aprendizaje Trazo y Corte #1 FDocument4 pagesGuia de Aprendizaje Trazo y Corte #1 FJuan Alberto SepulvedaNo ratings yet
- Corte madera acolilladoraDocument4 pagesCorte madera acolilladorapemolinasNo ratings yet
- 1a-Costos y Presupuestos IIDocument10 pages1a-Costos y Presupuestos IIJuan de Jesus Salas MartinezNo ratings yet
- MermaDocument12 pagesMermaG Allazo HuamaniNo ratings yet
- Dimension ColaboracionDocument37 pagesDimension ColaboracionRoman Sánchez ZetinaNo ratings yet
- JETEO de ConductoresDocument28 pagesJETEO de ConductoresDavid Ernesto Mendez Javier100% (2)
- Tesina de Pavimentos. - TrujilloDocument57 pagesTesina de Pavimentos. - TrujilloJunior Scofield33% (3)
- Diapositivas de Los Conceptos Basicos de TECNOLOGIADocument99 pagesDiapositivas de Los Conceptos Basicos de TECNOLOGIAJaime A. Jimenez MartinezNo ratings yet
- Ultradoser SC350 Users Manual 112006 - Mexican SpanishDocument31 pagesUltradoser SC350 Users Manual 112006 - Mexican SpanishalejandroNo ratings yet
- Ansi Z 16 1 Z 16 2Document44 pagesAnsi Z 16 1 Z 16 2Victor Hugo FloresNo ratings yet
- Catalogo de CandadosDocument172 pagesCatalogo de CandadosJorge PuenteNo ratings yet
- Funciones de Los Fluidos de PerforacionDocument29 pagesFunciones de Los Fluidos de PerforacionJose Hernandez100% (3)
- Informe Visita TecnicaDocument2 pagesInforme Visita TecnicaJorge MartinezNo ratings yet
- Procedimiento de Colocacion de DowellsDocument5 pagesProcedimiento de Colocacion de DowellsArmando Arana100% (1)
- Historia y Evolución: Ortesis Unidad 1 Clase 1 Introducción A La OrtoticaDocument22 pagesHistoria y Evolución: Ortesis Unidad 1 Clase 1 Introducción A La OrtoticaMillaray Núñez CarreraNo ratings yet
- Procedimiento de IgleteadoraDocument4 pagesProcedimiento de Igleteadoracarlosvasquezc100% (2)
- Medidas longitud volumen capacidadDocument12 pagesMedidas longitud volumen capacidadJuan Olivero TorresNo ratings yet
- Descargar PETP PDFDocument65 pagesDescargar PETP PDFdaniela gutierrez vNo ratings yet
- Guía para Una Tapa de Luz para AcuariosDocument21 pagesGuía para Una Tapa de Luz para AcuariosDianela AguirreNo ratings yet