You might also like
- KP-00+++-CQ712-B7357-Rev 0-ITP For CB Installation WorksDocument3 pagesKP-00+++-CQ712-B7357-Rev 0-ITP For CB Installation WorksUtku Can KılıçNo ratings yet
- KP-00+++-CQ712-B7359-132kV Electrical Works (Switchyard Current and Voltage Transformer)Document3 pagesKP-00+++-CQ712-B7359-132kV Electrical Works (Switchyard Current and Voltage Transformer)Utku Can KılıçNo ratings yet
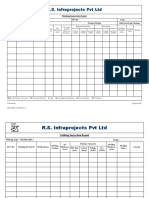
- Welding Coordinator WeldMap Weld Data Sheet PDFDocument1 pageWelding Coordinator WeldMap Weld Data Sheet PDFAzhar AhmadNo ratings yet
- Welding Consumable Control ProcedureDocument15 pagesWelding Consumable Control ProcedureTadaya KasaharaNo ratings yet
- Fitup (2019!06!01) Report-91 OfficialDocument2 pagesFitup (2019!06!01) Report-91 OfficialCarlosNo ratings yet
- Welding Parameters Control PipelineDocument1 pageWelding Parameters Control PipelinemusheerNo ratings yet
- Welding Procedure Qualification Record (WPQR)Document8 pagesWelding Procedure Qualification Record (WPQR)Belin InversoNo ratings yet
- Wps & PQR and Weld Map and Test PlanDocument67 pagesWps & PQR and Weld Map and Test PlanmarghoobNo ratings yet
- Welding Procedure Specification (WPS) : Chip Back To The Sound Metal and Re-WeldDocument2 pagesWelding Procedure Specification (WPS) : Chip Back To The Sound Metal and Re-WeldAbdulmecit YetisNo ratings yet
- ITP For PipingDocument5 pagesITP For PipingAldeline SungahidNo ratings yet
- Inspection Release for Jacket Leg CoatingDocument2 pagesInspection Release for Jacket Leg CoatingjeswinNo ratings yet
- ITP - Control PanelDocument2 pagesITP - Control PanelHoras Canman Sianipar100% (1)
- QAP ITP Bhogat - REV-01Document8 pagesQAP ITP Bhogat - REV-01Ramkunwar YadavNo ratings yet
- ITP For Electric HeatersDocument5 pagesITP For Electric Heatersakram husseinNo ratings yet
- Saudi Aramco WPS Procedure ApprovalDocument7 pagesSaudi Aramco WPS Procedure ApprovalAkansha SharmaNo ratings yet
- Optimized Title for Welspun MPQT ReportDocument84 pagesOptimized Title for Welspun MPQT ReportAlam MD SazidNo ratings yet
- Welding Consumable Storage and Handling ProceduresDocument27 pagesWelding Consumable Storage and Handling ProceduresKannan MurugesanNo ratings yet
- Lesson 14 WelderQuals - New2Document80 pagesLesson 14 WelderQuals - New2Mohd Syafiq100% (1)
- B170 Aq SPC 70000 - 2Document41 pagesB170 Aq SPC 70000 - 2Mingyu Song100% (1)
- ITP For Instrumentation WorksDocument80 pagesITP For Instrumentation WorksTauqueerAhmadNo ratings yet
- Welding Repair Procedure for PT. Juhdi Sakti EngineeringDocument4 pagesWelding Repair Procedure for PT. Juhdi Sakti EngineeringRiky SumantriNo ratings yet
- Welding ProceduresDocument29 pagesWelding ProceduresLaith Salman100% (1)
- Offshore Marinetech PVT - LTD: Electrode Baking RegisterDocument3 pagesOffshore Marinetech PVT - LTD: Electrode Baking RegisterPrathamesh OmtechNo ratings yet
- Pre Commissioning Check ListDocument1 pagePre Commissioning Check ListnayumNo ratings yet
- MODEC Group confidential flange repair documentDocument11 pagesMODEC Group confidential flange repair documentDenny AgusNo ratings yet
- Company Logo Added to QAP DocumentDocument4 pagesCompany Logo Added to QAP Documentmanoj thakkar100% (1)
- N0200003 - NEW-F201-0 - Inspection & Test PlanDocument3 pagesN0200003 - NEW-F201-0 - Inspection & Test PlanAfiq RamliNo ratings yet
- Method Statement: Pt. Duta Graha Indah TBK Welding Procedure (Preparation)Document4 pagesMethod Statement: Pt. Duta Graha Indah TBK Welding Procedure (Preparation)Nigin Parambath50% (2)
- PP1-2M90-1043-007 - B - Inspection Test Procedure - CODE BDocument11 pagesPP1-2M90-1043-007 - B - Inspection Test Procedure - CODE Bfreeman11072000No ratings yet
- Draft WPSDocument32 pagesDraft WPSAnilkumar G NairNo ratings yet
- Welder Qualifications ProcedureDocument32 pagesWelder Qualifications ProcedureghanicwiNo ratings yet
- SURIA ENGINEERING WELDING PROCEDURE SPECIFICATION (WPS) FOR GTAW & SMAWDocument1 pageSURIA ENGINEERING WELDING PROCEDURE SPECIFICATION (WPS) FOR GTAW & SMAWsuria qaqcNo ratings yet
- Inspection Checklist For: Control ValvesDocument2 pagesInspection Checklist For: Control Valvesabdelkader benabdallahNo ratings yet
- Idc-000-Mgp-Onp-Pro-005518en-01 Weld NumberingDocument18 pagesIdc-000-Mgp-Onp-Pro-005518en-01 Weld NumberingJovan Poznan100% (1)
- Welding Procedure Qualification Certificate EN ISO 15614-1: 2017Document3 pagesWelding Procedure Qualification Certificate EN ISO 15614-1: 2017dcsamaraweera100% (1)
- Determine necessary preheat temperature for steel weldingDocument11 pagesDetermine necessary preheat temperature for steel weldingromanosky11No ratings yet
- Welding Insection ReportDocument4 pagesWelding Insection ReportRanjeet MouryaNo ratings yet
- PIPELINE WELD NUMBERING SYSTEMDocument9 pagesPIPELINE WELD NUMBERING SYSTEMgst ajah100% (2)
- Bs Tech: Electrodes Issue and Return RegisterDocument1 pageBs Tech: Electrodes Issue and Return RegisterRhannie GarciaNo ratings yet
- G. Std. ITP For Pipeline Job PDFDocument4 pagesG. Std. ITP For Pipeline Job PDFAnonymous 4e7GNjzGWNo ratings yet
- 8615 Nozzle Orientation Report 01Document4 pages8615 Nozzle Orientation Report 01Bsc Aditya Singh Dinkar100% (1)
- Quality Control Plan For Ducting: Project Name: TokushimaDocument4 pagesQuality Control Plan For Ducting: Project Name: TokushimaNguyen Anh TuanNo ratings yet
- DRP001 Ouf Pro Q 000 515 O1Document15 pagesDRP001 Ouf Pro Q 000 515 O1Daniel MartinezNo ratings yet
- B-Qac-Pro-210-391xx QCP Welding ControlDocument22 pagesB-Qac-Pro-210-391xx QCP Welding ControlZaidiNo ratings yet
- A-4 Calibration Check ReportDocument2 pagesA-4 Calibration Check ReportheikelNo ratings yet
- Checklist for WPS-PQR certification requirementsDocument1 pageChecklist for WPS-PQR certification requirementsssNo ratings yet
- Saudi Aramco Test Report: Calibration Test Report - Pressure Gauge SATR-A-2002 22-Jan-18 MechDocument2 pagesSaudi Aramco Test Report: Calibration Test Report - Pressure Gauge SATR-A-2002 22-Jan-18 MechaneeshNo ratings yet
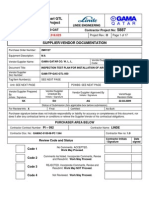
- GTL WPSDocument6 pagesGTL WPSYoucef ChorfaNo ratings yet
- Process Piping Inspection and Test PlanDocument6 pagesProcess Piping Inspection and Test Planmanoj thakkarNo ratings yet
- Inspection Report: CPP-RM-PO-0180Document4 pagesInspection Report: CPP-RM-PO-0180ANIL PLAMOOTTIL0% (1)
- ALN FP ESA MEC SPC 0001 - 92B2.1 General Welding, Fabrication and InspectionDocument31 pagesALN FP ESA MEC SPC 0001 - 92B2.1 General Welding, Fabrication and Inspectionahmed.njahNo ratings yet
- Flash Report-2016-2-21Document3 pagesFlash Report-2016-2-21sujinlongNo ratings yet
- Welding Procedure Specification (WPS)Document2 pagesWelding Procedure Specification (WPS)Abdulmecit YetisNo ratings yet
- WPS & SmawDocument12 pagesWPS & Smawnuke apriyaniNo ratings yet
- Expansion Tank (Et) : Rabigh II Project Interconnecting Package (UO1)Document14 pagesExpansion Tank (Et) : Rabigh II Project Interconnecting Package (UO1)dodonggNo ratings yet
- Chemical CompositionDocument1 pageChemical CompositionfrusdtNo ratings yet
- Tis-Gti-Aosi-Epf-Itp-001 Inspection Test Plan (Itp)Document10 pagesTis-Gti-Aosi-Epf-Itp-001 Inspection Test Plan (Itp)Raka PriaNo ratings yet
- ITP For PipingDocument3 pagesITP For PipingAbdullah Al Jubayer100% (1)
- 049-Itp For Lighting and Small Power (Building) PDFDocument15 pages049-Itp For Lighting and Small Power (Building) PDFKöksal Patan100% (1)
- 050-Itp For Installation of Air Intake Filter PDFDocument17 pages050-Itp For Installation of Air Intake Filter PDFKöksal PatanNo ratings yet
- Rsae ITP QA: Document Review and Cover Sheet Company: Construction ContractorDocument5 pagesRsae ITP QA: Document Review and Cover Sheet Company: Construction ContractorUtku Can KılıçNo ratings yet
- Post Insulator Installation ChecklistDocument1 pagePost Insulator Installation ChecklistUtku Can KılıçNo ratings yet
- Petroleum Test Questions Answers English Issue6 2016 08Document124 pagesPetroleum Test Questions Answers English Issue6 2016 08Utku Can KılıçNo ratings yet
- FRN MST PPL Pl1 011 p4 C c1Document18 pagesFRN MST PPL Pl1 011 p4 C c1Utku Can Kılıç100% (1)
- PP13 00 Bat Enl Gam 001 PDFDocument16 pagesPP13 00 Bat Enl Gam 001 PDFUtku Can Kılıç100% (1)
- Khabat Power Plant Test ReportDocument11 pagesKhabat Power Plant Test ReportUtku Can Kılıç100% (2)
- ITP For Batteries, Chargers and UPSDocument7 pagesITP For Batteries, Chargers and UPSUtku Can Kılıç100% (1)
- Rsae-Frm-216 Rev 00 Inspection Check List LV Bus DuctDocument1 pageRsae-Frm-216 Rev 00 Inspection Check List LV Bus DuctUtku Can Kılıç50% (2)
- MHI Electrical 1st Comment RSAE-ITP-QA-EL-012 ITP For LV Bus DuctDocument5 pagesMHI Electrical 1st Comment RSAE-ITP-QA-EL-012 ITP For LV Bus DuctUtku Can KılıçNo ratings yet
- Khabat Power Plant Auto Transformer Test ReportsDocument11 pagesKhabat Power Plant Auto Transformer Test ReportsUtku Can KılıçNo ratings yet
- Khabat TPP Electrical Panels InstallationDocument6 pagesKhabat TPP Electrical Panels InstallationUtku Can KılıçNo ratings yet
- IQ347 300 EL CHL 00036 Lightning ProtectionDocument1 pageIQ347 300 EL CHL 00036 Lightning ProtectionUtku Can KılıçNo ratings yet
- MV&LV Switchgear Test ReportDocument4 pagesMV&LV Switchgear Test ReportUtku Can Kılıç100% (1)
- MV&LV Switchgear Test ReportDocument4 pagesMV&LV Switchgear Test ReportUtku Can Kılıç100% (1)
- Khabat Power Plant Auto Transformer Test ReportDocument3 pagesKhabat Power Plant Auto Transformer Test ReportUtku Can Kılıç100% (1)
- VT Test ProsedureDocument7 pagesVT Test ProsedureUtku Can KılıçNo ratings yet
- KP-00+++-CQ712-B7907 - F01 - Rev.0 - MV Switchgear Installation Inspection Checklist1Document2 pagesKP-00+++-CQ712-B7907 - F01 - Rev.0 - MV Switchgear Installation Inspection Checklist1Utku Can KılıçNo ratings yet
- VT Test ProsedureDocument7 pagesVT Test ProsedureUtku Can KılıçNo ratings yet
- For Information For Review For Approval For Construction As-BuiltDocument21 pagesFor Information For Review For Approval For Construction As-BuiltUtku Can KılıçNo ratings yet
- KP-00+++-CQ712-B7907 - F01 - Rev.0 - MV Switchgear Installation Inspection Checklist1Document1 pageKP-00+++-CQ712-B7907 - F01 - Rev.0 - MV Switchgear Installation Inspection Checklist1Utku Can KılıçNo ratings yet
- PP13 15 Ac Enl Gam 002Document31 pagesPP13 15 Ac Enl Gam 002Utku Can KılıçNo ratings yet
- KP-00+++-CQ712-B7907 - Rev.B - ITP For MV Switchgear Installation Cover PageDocument1 pageKP-00+++-CQ712-B7907 - Rev.B - ITP For MV Switchgear Installation Cover PageUtku Can KılıçNo ratings yet
- KP-00+++-CQ712-B7907 - F01 - Rev.B - MV Switchgear Installation Inspection Checklist1Document2 pagesKP-00+++-CQ712-B7907 - F01 - Rev.B - MV Switchgear Installation Inspection Checklist1Utku Can KılıçNo ratings yet
- Electrical Works Grounding ITPDocument3 pagesElectrical Works Grounding ITPUtku Can KılıçNo ratings yet
- Att-2 Grounding & Lightning Protection - Tech - Specs.Document34 pagesAtt-2 Grounding & Lightning Protection - Tech - Specs.Utku Can Kılıç100% (1)
- KP-00+++-MQ758-V0008-Rev 1-METHOD OF STATEMENT FOR HV SUBSTATION BUSBAR INSTALLATION WORKSDocument21 pagesKP-00+++-MQ758-V0008-Rev 1-METHOD OF STATEMENT FOR HV SUBSTATION BUSBAR INSTALLATION WORKSUtku Can KılıçNo ratings yet
- KP-00+++-CQ712-B7368-Rev 0-ITP Lightning Protection PDFDocument3 pagesKP-00+++-CQ712-B7368-Rev 0-ITP Lightning Protection PDFUtku Can KılıçNo ratings yet
- Check List of Lightning Protection ErectionDocument1 pageCheck List of Lightning Protection ErectionUtku Can KılıçNo ratings yet
- Inspection and Test Plan For Lightning Protection InstallationDocument1 pageInspection and Test Plan For Lightning Protection InstallationUtku Can Kılıç100% (1)
- Lightning Protection ITPDocument3 pagesLightning Protection ITPUtku Can KılıçNo ratings yet
- Wattstopper Sensor The Most Advanced Energy Saving TechnologyDocument7 pagesWattstopper Sensor The Most Advanced Energy Saving TechnologyDemo Only100% (1)
- 1 716554253262412976 PDFDocument5 pages1 716554253262412976 PDFAli YarahmadiNo ratings yet
- Kings Motorbikes 80cc Bicycle Engine Kit Installation ManualDocument11 pagesKings Motorbikes 80cc Bicycle Engine Kit Installation ManualnwobastardsNo ratings yet
- Induction Material MoPnGDocument60 pagesInduction Material MoPnGRaghvendra UpadhyaNo ratings yet
- Unit Startup ProcedureDocument148 pagesUnit Startup ProcedureAmit Chauhan100% (9)
- Model TM-T24J TABLE TOP STEAM STERILIZER INSTRUNCTION MANUAL OF OPERATIONDocument9 pagesModel TM-T24J TABLE TOP STEAM STERILIZER INSTRUNCTION MANUAL OF OPERATIONhuguito320% (1)
- Can Your Roof Handle The Weight of Solar Panels?Document2 pagesCan Your Roof Handle The Weight of Solar Panels?Princess Joan UlitNo ratings yet
- 7.5 01 02 01Document19 pages7.5 01 02 01Feri SaputraNo ratings yet
- 793 F Air SystemDocument9 pages793 F Air SystemWilson ClaveriaNo ratings yet
- Unit 4: Fault Analysis EssentialsDocument9 pagesUnit 4: Fault Analysis EssentialsBALAKRISHNAN100% (2)
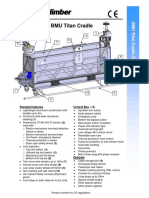
- BMU Titan Cradle: Standard Features Control BoxDocument2 pagesBMU Titan Cradle: Standard Features Control BoxKashyapNo ratings yet
- Liebert EXM 80-200 kVA PDFDocument123 pagesLiebert EXM 80-200 kVA PDFrogeriopaulaNo ratings yet
- Pneumatic Maneuvering SystemDocument65 pagesPneumatic Maneuvering Systemminhankyaw100% (3)
- Flowserve Oil and Gas Upstream and Pipeline PDFDocument20 pagesFlowserve Oil and Gas Upstream and Pipeline PDFmesplamaxNo ratings yet
- Simon Dagher ProjectDocument114 pagesSimon Dagher ProjectSimon DagherNo ratings yet
- Project Report of POL Terminals2 PDFDocument31 pagesProject Report of POL Terminals2 PDFRashmi RanjanNo ratings yet
- Magnetism and Heat Transfer Test Answers RevealedDocument6 pagesMagnetism and Heat Transfer Test Answers RevealedMaryHazelClaveBeniga100% (1)
- Transition To Turbopropeller-Powered AirplanesDocument14 pagesTransition To Turbopropeller-Powered AirplanesAditya Sinha100% (1)
- Wojciech Ostrowski, Eamonn Butler - Understanding Energy Security in Central and Eastern Europe - Russia, Transition and National InterestDocument257 pagesWojciech Ostrowski, Eamonn Butler - Understanding Energy Security in Central and Eastern Europe - Russia, Transition and National InterestluizNo ratings yet
- LP2014Document56 pagesLP2014Rodrigo Navarra JrNo ratings yet
- BIOCNGDocument23 pagesBIOCNGDhruva DNo ratings yet
- 21st Refinery Technology Meet - The CompendiumDocument474 pages21st Refinery Technology Meet - The CompendiumAnurag Ingle100% (5)
- HMCDocument8 pagesHMCmahmoud nafieNo ratings yet
- Cable Installation Manual For Power and Control Cables: Global ReachDocument100 pagesCable Installation Manual For Power and Control Cables: Global Reacharjmandquest100% (1)
- G20 Business Letter We Mean Business CoalitionDocument26 pagesG20 Business Letter We Mean Business CoalitionComunicarSe-ArchivoNo ratings yet
- FI 48 Rigid Glasswool Sheets and Acoustic BlanketDocument2 pagesFI 48 Rigid Glasswool Sheets and Acoustic BlanketJimWest69No ratings yet
- Control Uniformity in Reactive Magnetron SputteringDocument4 pagesControl Uniformity in Reactive Magnetron SputteringmikecostantiniNo ratings yet
- Diesel Engine Power Plant GuideDocument51 pagesDiesel Engine Power Plant GuideShashank ShastriNo ratings yet
- Herematic Pumps - CNP - CNPF - CNPKDocument16 pagesHerematic Pumps - CNP - CNPF - CNPKdineshanbalaganNo ratings yet
- Compresores DaewooDocument30 pagesCompresores DaewooJader Leon55% (20)