You might also like
- Quorn - Part 1-4Document24 pagesQuorn - Part 1-4catalin9494100% (3)
- Southbend Shaper V2 Parts ListDocument6 pagesSouthbend Shaper V2 Parts ListStephen HowardNo ratings yet
- Atlas Mill AccessoriesDocument1 pageAtlas Mill AccessoriesGary RepeshNo ratings yet
- Biax 7EL assembly guideDocument6 pagesBiax 7EL assembly guideKarsten BergNo ratings yet
- Accu-Finish II ManualDocument8 pagesAccu-Finish II ManualOliver CollectorNo ratings yet
- 3 PhaseDocument9 pages3 PhaseArnulfo LavaresNo ratings yet
- Right Angle HeadDocument13 pagesRight Angle Headkwayneolson6081100% (2)
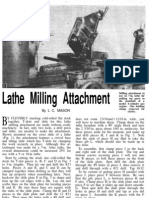
- Lathe Milling Attachment GuideDocument7 pagesLathe Milling Attachment Guidedodgydonkey100% (1)
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsFrom EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsNo ratings yet
- 3 Jaw Chuck RepairDocument2 pages3 Jaw Chuck RepairbrianatburleighNo ratings yet
- A Rotary Sine Bar For The LatheDocument2 pagesA Rotary Sine Bar For The LatheTheodor EikeNo ratings yet
- 06 MeasuringAndMarkingMetals TextDocument56 pages06 MeasuringAndMarkingMetals TextInstruktur MesinNo ratings yet
- Emco Unimat Lathe AccessoriesDocument1 pageEmco Unimat Lathe Accessoriesjose garofanoNo ratings yet
- Mill Keyways On LatheDocument1 pageMill Keyways On LatheJim100% (3)
- From Industry To Alchemy - Burgmaster A Machine Tool Company PDFDocument408 pagesFrom Industry To Alchemy - Burgmaster A Machine Tool Company PDFLaurence DuterteNo ratings yet
- South Bend 9" Compound Slide Screw Fabrication For A Large Dial/Thrust Bearing Conversion by Ed Godwin 8 December, 2007Document16 pagesSouth Bend 9" Compound Slide Screw Fabrication For A Large Dial/Thrust Bearing Conversion by Ed Godwin 8 December, 2007asdfNo ratings yet
- Electrolysis Cleaning MethodDocument15 pagesElectrolysis Cleaning Methodtrillium_oneNo ratings yet
- Simple Workshop Devices - Tool MakingDocument4 pagesSimple Workshop Devices - Tool Makingjykajage100% (1)
- 2947 Simple PatternmakingDocument1 page2947 Simple PatternmakingSandra Barnett CrossanNo ratings yet
- Parts Price List Atlas Milli NG Machine: Atlas Press Company - Kalamazoo 13D Michigan - U.S.ADocument16 pagesParts Price List Atlas Milli NG Machine: Atlas Press Company - Kalamazoo 13D Michigan - U.S.Ataxmac100% (2)
- 8454 PDFDocument72 pages8454 PDFjon@libertyintegrationcom100% (1)
- Lathes and Lathe Machining OperationsDocument11 pagesLathes and Lathe Machining OperationsJunayed HasanNo ratings yet
- Grinding Lathe Tools On A Belt Sander - For The New Guy - MachinistBlogDocument13 pagesGrinding Lathe Tools On A Belt Sander - For The New Guy - MachinistBlogredneckrepairs100% (1)
- Grinding Lathe Tools On A Belt Sander - Part 3 - MachinistBlogDocument11 pagesGrinding Lathe Tools On A Belt Sander - Part 3 - MachinistBlogredneckrepairsNo ratings yet
- Balanci GrindingDocument18 pagesBalanci GrindingAnonymous JzEb8CXErNo ratings yet
- Building PYRTE: The Simplest Live-Steam Pull-You-Round Traction EngineDocument14 pagesBuilding PYRTE: The Simplest Live-Steam Pull-You-Round Traction EngineRazaMobizoNo ratings yet
- Drill Vise MillDocument2 pagesDrill Vise MillFrenchwolf420No ratings yet
- How To Run A Horizontal Metalworking ShaperDocument43 pagesHow To Run A Horizontal Metalworking ShaperALLEN FRANCIS100% (2)
- Lathes and Lathe Machining OperationsDocument18 pagesLathes and Lathe Machining Operationssarasrisam100% (1)
- ENGINEERING - MILL - Construction Plans For Horizontal Bench Mill. - (Ebook Diy Building How To Machine Tools 178848 PDFDocument2 pagesENGINEERING - MILL - Construction Plans For Horizontal Bench Mill. - (Ebook Diy Building How To Machine Tools 178848 PDFGlaucius Borba50% (2)
- Hand Scraping Precision SurfacesDocument8 pagesHand Scraping Precision SurfacesnarendragahlotNo ratings yet
- Why Are They Scraped BookletDocument5 pagesWhy Are They Scraped BookletKyle Starr100% (4)
- 05 - Milling Operations in The LatheDocument125 pages05 - Milling Operations in The Lathej43951048No ratings yet
- Gemco Metal Shaper BrochureDocument16 pagesGemco Metal Shaper Brochureaa987100% (1)
- Hardinge HLV - Toolroomlathe.part ListDocument52 pagesHardinge HLV - Toolroomlathe.part Listmikemcdermid100% (2)
- Rap Drill and LatheDocument14 pagesRap Drill and LatheJoyce Saddhu MeettooNo ratings yet
- SphericalturninglathetoolDocument14 pagesSphericalturninglathetoolFrenchwolf420No ratings yet
- Impetus Metalmaster LatheDocument19 pagesImpetus Metalmaster LatheIan Foreman100% (1)
- Bender PlansDocument15 pagesBender PlansMike Nichlos80% (5)
- Balancing Grinder WheelsDocument8 pagesBalancing Grinder WheelsmountaineerjpNo ratings yet
- Motor Driven HacksawDocument3 pagesMotor Driven HacksawJim100% (3)
- Turning Lathes - A Manual For Technical Schools And Apprentices - A Guide To Turning, Screw-Cutting Metal SpinningFrom EverandTurning Lathes - A Manual For Technical Schools And Apprentices - A Guide To Turning, Screw-Cutting Metal SpinningRating: 2.5 out of 5 stars2.5/5 (2)
- Measuring and Marking Metals for Home Machinists: Accurate Techniques for the Small ShopFrom EverandMeasuring and Marking Metals for Home Machinists: Accurate Techniques for the Small ShopNo ratings yet
- Practical Lessons In Metal Turning - A Handbook For Young Engineers And Amateur MechanicsFrom EverandPractical Lessons In Metal Turning - A Handbook For Young Engineers And Amateur MechanicsNo ratings yet
- Survival MedicineDocument213 pagesSurvival Medicinemickaz97% (30)
- How To Build A Safe Effective WoodFired Hot Water HeaterDocument5 pagesHow To Build A Safe Effective WoodFired Hot Water Heaterlmt76No ratings yet
- Furnace, Gas-Fired SmeltingDocument4 pagesFurnace, Gas-Fired SmeltingJim100% (3)
- Compost Tea MakerDocument11 pagesCompost Tea MakerMeme HereNo ratings yet
- Humanure Handbook AllDocument260 pagesHumanure Handbook AllCristiano AraujoNo ratings yet
- Small Unit AquaponicsDocument15 pagesSmall Unit AquaponicsMeme Here100% (1)
- Humanure Handbook 1stDocument200 pagesHumanure Handbook 1stMeme Here100% (1)
- Barrel PonicsDocument101 pagesBarrel Ponicsparaypan100% (1)
- Rainwater Cisterns - Texas HandbookDocument88 pagesRainwater Cisterns - Texas HandbookSurvivItNo ratings yet
- Simplified Aquaponics ManualDocument16 pagesSimplified Aquaponics ManualkalgmNo ratings yet