You might also like
- GRE Word ThesaurusDocument137 pagesGRE Word ThesaurusPhanidhar GubbalaNo ratings yet
- CT Testing at ERDA & HALOLDocument3 pagesCT Testing at ERDA & HALOLJAY PARIKHNo ratings yet
- Company Logo: Cable Size CalculationDocument7 pagesCompany Logo: Cable Size Calculationahmadgce04No ratings yet
- SC CalculationsDocument112 pagesSC CalculationsJAY PARIKHNo ratings yet
- Irr - Pa & Id Fan - Boiler 1Document14 pagesIrr - Pa & Id Fan - Boiler 1Jay Rameshbhai ParikhNo ratings yet
- CableDocument2 pagesCableJAY PARIKHNo ratings yet
- CT Testing at ERDA & HALOLDocument3 pagesCT Testing at ERDA & HALOLJAY PARIKHNo ratings yet
- Hindalco Routine Test Report Page No. 4 & 5Document2 pagesHindalco Routine Test Report Page No. 4 & 5JAY PARIKHNo ratings yet
- GRE Word ThesaurusDocument137 pagesGRE Word ThesaurusPhanidhar GubbalaNo ratings yet
- 3AH1 Operating InstrDocument29 pages3AH1 Operating InstrJAY PARIKHNo ratings yet
- CEA Battery ManagementDocument112 pagesCEA Battery ManagementJAY PARIKHNo ratings yet
- Keeping SafeDocument3 pagesKeeping SafeJay Rameshbhai ParikhNo ratings yet
- SynchroniserDocument21 pagesSynchroniserJAY PARIKHNo ratings yet
- Best PracticesDocument28 pagesBest PracticesJAY PARIKHNo ratings yet
- 3AH3 Circuit Breaker DetailsDocument28 pages3AH3 Circuit Breaker Details2003vinayNo ratings yet
- SynchroniserDocument21 pagesSynchroniserJAY PARIKHNo ratings yet
- CableInstallation PDFDocument8 pagesCableInstallation PDFJAY PARIKHNo ratings yet
- Voltage Regulator DECS-100 ManuelDocument81 pagesVoltage Regulator DECS-100 Manuelctsak100% (1)
- 3AH Catalog PDFDocument75 pages3AH Catalog PDFalsilva2014100% (1)
- 011-23340000 / 23344787 / 23344773 / 23345500 / 23345800 or Mail To: Care@irctc - Co.inDocument1 page011-23340000 / 23344787 / 23344773 / 23345500 / 23345800 or Mail To: Care@irctc - Co.inJAY PARIKHNo ratings yet
- MX3EG1A Automatic Synchronizer Technical ManualDocument38 pagesMX3EG1A Automatic Synchronizer Technical Manualsgshekar30No ratings yet
- WoodwardDocument4 pagesWoodwardKUNALJAYNo ratings yet
- Improve Primary Air Heater EfficiencyDocument4 pagesImprove Primary Air Heater EfficiencyJAY PARIKHNo ratings yet
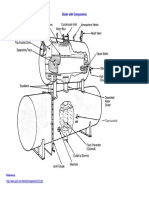
- 0507BoilerwithComponents PDFDocument1 page0507BoilerwithComponents PDFJAY PARIKHNo ratings yet
- Procedure For Calculation of Efficiency-1Document7 pagesProcedure For Calculation of Efficiency-1JAY PARIKHNo ratings yet
- Air CompressorsDocument10 pagesAir CompressorsJAY PARIKHNo ratings yet
- Boiler Water TreatmentDocument7 pagesBoiler Water TreatmentJAY PARIKH100% (1)
- Boiler DraftDocument22 pagesBoiler DraftJAY PARIKHNo ratings yet
- Statement Showing Cost & Profitability of Power Generated - Cogeneration PlantDocument19 pagesStatement Showing Cost & Profitability of Power Generated - Cogeneration PlantJAY PARIKHNo ratings yet
- Boiler TechnologiesDocument5 pagesBoiler TechnologiesSubhabrata SahaNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5782)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Coil Craft - Selecting InductorsDocument5 pagesCoil Craft - Selecting InductorsklangrobNo ratings yet
- Bee4113 Chapter 2Document39 pagesBee4113 Chapter 2Kung ChinHan86% (14)
- Apxvbb4l20b - 43 C I20Document3 pagesApxvbb4l20b - 43 C I20Sergio Ernesto Villegas MilanoNo ratings yet
- Mosfet & Igbt: Ee3147 Power ElectronicsDocument16 pagesMosfet & Igbt: Ee3147 Power ElectronicsHoàng TúNo ratings yet
- EE216 Electircal EngineeringDocument2 pagesEE216 Electircal Engineeringtrismahesh100% (1)
- A Simple Regenerative VLF-LF Receiver Circuit DescriptionDocument6 pagesA Simple Regenerative VLF-LF Receiver Circuit DescriptionBảo Bình100% (1)
- Pachet Fotovoltaic 3,22 KWPDocument6 pagesPachet Fotovoltaic 3,22 KWPmaxmaiaNo ratings yet
- Internal Wiring Systems and Lamp Circuits: After The MainDocument207 pagesInternal Wiring Systems and Lamp Circuits: After The MainAnikendu MaitraNo ratings yet
- Simosec enDocument44 pagesSimosec enKumar SwamiNo ratings yet
- Apl 5913Document19 pagesApl 5913Aldemir Fernando Battaglia100% (1)
- Generator Data (3516 Serie 25Z06322)Document7 pagesGenerator Data (3516 Serie 25Z06322)Giovani Ascencio Yañez FloresNo ratings yet
- 100KW & 20KW Inverter Data SheetDocument9 pages100KW & 20KW Inverter Data SheetprojectsNo ratings yet
- Terasaki Selection Guide 15-G00ENDocument32 pagesTerasaki Selection Guide 15-G00ENrajinipre-1100% (1)
- Mmds Downconverter MODEL DC02-201Document2 pagesMmds Downconverter MODEL DC02-201Carlos Enrrique Atencio ChaucaNo ratings yet
- Acuvim II Quick Setup Guide (1040E3103)Document12 pagesAcuvim II Quick Setup Guide (1040E3103)kamran719No ratings yet
- STM-8 InstructionsDocument34 pagesSTM-8 InstructionsAteDopicNo ratings yet
- ENGINEERING CUTOFF RANK OF CET-2022 - MOCK ALLOTMENT ( GENERALDocument39 pagesENGINEERING CUTOFF RANK OF CET-2022 - MOCK ALLOTMENT ( GENERALANJANNo ratings yet
- Lab Manual FinalDocument29 pagesLab Manual FinalLino EstradaNo ratings yet
- CVDocument6 pagesCVOwais Manzoor MalikNo ratings yet
- CV Azeem 2Document5 pagesCV Azeem 23J Solutions BDNo ratings yet
- MoserDocument74 pagesMoserSveto SlNo ratings yet
- MID 039 - CID 1846 - FMI 09: Pantalla AnteriorDocument6 pagesMID 039 - CID 1846 - FMI 09: Pantalla AnteriorWalterNo ratings yet
- Auma From Alch PDFDocument39 pagesAuma From Alch PDFFranki Hari MNo ratings yet
- Energy Efficiency Factsheet - Reducing Power Factor CostDocument4 pagesEnergy Efficiency Factsheet - Reducing Power Factor CostPopo OpopNo ratings yet
- 24.3 A 3nm Gate-All-Around SRAM Featuring An Adaptive Dual-BL and An Adaptive Cell-Power Assist CircuitDocument3 pages24.3 A 3nm Gate-All-Around SRAM Featuring An Adaptive Dual-BL and An Adaptive Cell-Power Assist Circuit275108006No ratings yet
- Catalogue Van Houcke UKDocument28 pagesCatalogue Van Houcke UKGia Minh Tieu TuNo ratings yet
- GA01P GSM Alarm Device User GuideDocument6 pagesGA01P GSM Alarm Device User GuideJāzeps BrencisNo ratings yet
- Tripp Lite Owners Manual 811940Document136 pagesTripp Lite Owners Manual 811940maria isabelNo ratings yet
- Company ProfileDocument15 pagesCompany ProfileUlla SlaluNo ratings yet