You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Industrial Shaft Seals - 10919 - 2 EN PDFDocument488 pagesIndustrial Shaft Seals - 10919 - 2 EN PDFAwan AJaNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Industrial Shaft Seals - 10919 - 2 EN PDFDocument488 pagesIndustrial Shaft Seals - 10919 - 2 EN PDFAwan AJaNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
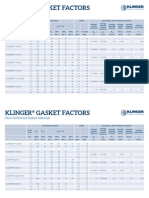
- Klinger Gasket FactorsDocument3 pagesKlinger Gasket FactorsGeorge TanasescuNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Pipe Marking - Full Guide PDFDocument27 pagesPipe Marking - Full Guide PDFSH1961No ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Chloride SCC of 316 SSTDocument5 pagesChloride SCC of 316 SSTSH1961100% (1)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Vba Edelmann Clamp FastenersDocument2 pagesVba Edelmann Clamp FastenersSH1961No ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Data SF3300Document2 pagesData SF3300Ingrid Johhana BalbinNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- FSA Gasket Handbook - June 2017Document138 pagesFSA Gasket Handbook - June 2017Dijin MaroliNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- InTech-Corrosive Effects of Chlorides On MetalsDocument41 pagesInTech-Corrosive Effects of Chlorides On MetalsAndrey756No ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- 444 StainlessDocument4 pages444 StainlessSH1961No ratings yet
- Non Ferrous MaterialsDocument8 pagesNon Ferrous MaterialsSH1961No ratings yet
- 444 StainlessDocument4 pages444 StainlessSH1961No ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Velan High Pressure Steam Trapping Brochure PDFDocument8 pagesVelan High Pressure Steam Trapping Brochure PDFSH1961No ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Pickling HandbookDocument20 pagesPickling HandbookRhona100% (1)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Bolt Tightening TorquesDocument3 pagesBolt Tightening Torquesatanughosh125No ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Complete CatalogDocument52 pagesComplete CatalogrbsaylorsNo ratings yet
- Tightening TorquesDocument4 pagesTightening Torquesflanker76No ratings yet
- Non Returne ValvesDocument22 pagesNon Returne ValvesSH1961No ratings yet
- ISO Coordination System Symbols GuideDocument3 pagesISO Coordination System Symbols GuideSH1961No ratings yet
- Dynalene HC Engineering GuideDocument38 pagesDynalene HC Engineering GuideSH1961No ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Gaskets - Graphite PDFDocument4 pagesGaskets - Graphite PDFSH1961No ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- FSA Gasket Handbook - June 2017Document138 pagesFSA Gasket Handbook - June 2017Dijin MaroliNo ratings yet
- Aalco Datasheet ST ST BS enDocument2 pagesAalco Datasheet ST ST BS enSalai LokeshNo ratings yet
- Lumi GlassDocument1 pageLumi GlassSH1961No ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Aalco Datasheet ST ST BS enDocument12 pagesAalco Datasheet ST ST BS enSH1961No ratings yet
- Stainless Steel Pressure RatingsDocument7 pagesStainless Steel Pressure RatingsNauman KhanNo ratings yet
- Passivating & Pickling Stainless SteelDocument16 pagesPassivating & Pickling Stainless Steelfeki2607No ratings yet
- Algoma Steel Sheet PDFDocument10 pagesAlgoma Steel Sheet PDFSH1961No ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Corrosion Resistance ofDocument44 pagesCorrosion Resistance ofalkem7No ratings yet
- Carbon Steel Swage Nipples and Bull Plugs: Price Sheet SN-908Document18 pagesCarbon Steel Swage Nipples and Bull Plugs: Price Sheet SN-908rocknyvNo ratings yet
- Pineapple Peel Extract vs Calamansi Extract Stain RemoverDocument13 pagesPineapple Peel Extract vs Calamansi Extract Stain RemoverShebbah MadronaNo ratings yet
- Fractions, Decimals and Percent Conversion GuideDocument84 pagesFractions, Decimals and Percent Conversion GuideSassie LadyNo ratings yet
- Data Capture Form Environmental ManagementDocument1 pageData Capture Form Environmental ManagementDonavel Nodora JojuicoNo ratings yet
- USAF Electronic Warfare (1945-5)Document295 pagesUSAF Electronic Warfare (1945-5)CAP History LibraryNo ratings yet
- Struts HTML Checkbox enDocument4 pagesStruts HTML Checkbox enjudesahayarajNo ratings yet
- Soft Start - Altistart 48 - VX4G481Document2 pagesSoft Start - Altistart 48 - VX4G481the hawakNo ratings yet
- 373 07 2Document143 pages373 07 2fpttmmNo ratings yet
- Manage Faisalabad WasteDocument2 pagesManage Faisalabad WasteUsama SanaullahNo ratings yet
- Fox Hunting - The Art of Dating and SeductionDocument93 pagesFox Hunting - The Art of Dating and SeductionEdward Ashley Latimore100% (1)
- Pagdaragdag (Adding) NG Bilang Na May 2-3 Digit Na Bilang Na May Multiples NG Sandaanan Antas 1Document5 pagesPagdaragdag (Adding) NG Bilang Na May 2-3 Digit Na Bilang Na May Multiples NG Sandaanan Antas 1Teresita Andaleon TolentinoNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- SK08A Addressable Loop-Powered Siren Installation Sheet (Multilingual) R2.0Document12 pagesSK08A Addressable Loop-Powered Siren Installation Sheet (Multilingual) R2.0123vb123No ratings yet
- (Genus - Gender in Modern Culture 12.) Segal, Naomi - Anzieu, Didier - Consensuality - Didier Anzieu, Gender and The Sense of Touch-Rodopi (2009)Document301 pages(Genus - Gender in Modern Culture 12.) Segal, Naomi - Anzieu, Didier - Consensuality - Didier Anzieu, Gender and The Sense of Touch-Rodopi (2009)Anonymous r3ZlrnnHcNo ratings yet
- Blueprint 7 Student Book Teachers GuideDocument128 pagesBlueprint 7 Student Book Teachers GuideYo Rk87% (38)
- Space Systems and Space Subsystems Fundamentals Course Sampler 140211082630 Phpapp02Document42 pagesSpace Systems and Space Subsystems Fundamentals Course Sampler 140211082630 Phpapp02danielNo ratings yet
- Motenergy Me1507 Technical DrawingDocument1 pageMotenergy Me1507 Technical DrawingHilioNo ratings yet
- Accellos - Guide - V60WebDispatch PDFDocument112 pagesAccellos - Guide - V60WebDispatch PDFcaplusinc100% (1)
- LLRP PROTOCOLDocument19 pagesLLRP PROTOCOLRafo ValverdeNo ratings yet
- Jesd51 13Document14 pagesJesd51 13truva_kissNo ratings yet
- Disclosure To Promote The Right To InformationDocument22 pagesDisclosure To Promote The Right To InformationPachyiappanNo ratings yet
- FeminismDocument8 pagesFeminismismailjuttNo ratings yet
- Critical Review By:: Shema Sheravie Ivory F. QuebecDocument3 pagesCritical Review By:: Shema Sheravie Ivory F. QuebecShema Sheravie IvoryNo ratings yet
- Elements of A Test of HypothesisDocument5 pagesElements of A Test of HypothesisNadia AlamNo ratings yet
- Damplas damp proof membranes CE Marked to EN 13967Document5 pagesDamplas damp proof membranes CE Marked to EN 13967Vikram MohanNo ratings yet
- Shriya Arora: Educational QualificationsDocument2 pagesShriya Arora: Educational QualificationsInderpreet singhNo ratings yet
- Abdul Azim Resume NewDocument9 pagesAbdul Azim Resume NewSayed WafiNo ratings yet
- Standard:: SS2H1 The Student Will Read About and Describe The Lives of Historical Figures in Georgia HistoryDocument4 pagesStandard:: SS2H1 The Student Will Read About and Describe The Lives of Historical Figures in Georgia Historyjeffmiller1977No ratings yet
- SplunkCloud-6 6 3-SearchTutorial PDFDocument103 pagesSplunkCloud-6 6 3-SearchTutorial PDFanonymous_9888No ratings yet
- Political Philosophy of J S MillDocument9 pagesPolitical Philosophy of J S MillRajkumar SunnyNo ratings yet
- ASVAB Arithmetic Reasoning Practice Test 1Document7 pagesASVAB Arithmetic Reasoning Practice Test 1ASVABTestBank100% (2)
- Sap CRM Web - UiDocument7 pagesSap CRM Web - UiNaresh BitlaNo ratings yet
- Is That a Fact?: Frauds, Quacks, and the Real Science of Everyday LifeFrom EverandIs That a Fact?: Frauds, Quacks, and the Real Science of Everyday LifeRating: 4.5 out of 5 stars4.5/5 (3)
- Stuff Matters: Exploring the Marvelous Materials That Shape Our Man-Made WorldFrom EverandStuff Matters: Exploring the Marvelous Materials That Shape Our Man-Made WorldRating: 4 out of 5 stars4/5 (289)
- Chemistry for Breakfast: The Amazing Science of Everyday LifeFrom EverandChemistry for Breakfast: The Amazing Science of Everyday LifeRating: 4.5 out of 5 stars4.5/5 (14)
- Guidelines for Asset Integrity ManagementFrom EverandGuidelines for Asset Integrity ManagementRating: 5 out of 5 stars5/5 (1)
- Monkeys, Myths, and Molecules: Separating Fact from Fiction in the Science of Everyday LifeFrom EverandMonkeys, Myths, and Molecules: Separating Fact from Fiction in the Science of Everyday LifeRating: 4 out of 5 stars4/5 (9)
- The Disappearing Spoon: And Other True Tales of Madness, Love, and the History of the World from the Periodic Table of the ElementsFrom EverandThe Disappearing Spoon: And Other True Tales of Madness, Love, and the History of the World from the Periodic Table of the ElementsRating: 4 out of 5 stars4/5 (146)
- Science Goes Viral: Captivating Accounts of Science in Everyday LifeFrom EverandScience Goes Viral: Captivating Accounts of Science in Everyday LifeRating: 5 out of 5 stars5/5 (1)