You might also like
- Liquid Membranes: Principles and Applications in Chemical Separations and Wastewater TreatmentFrom EverandLiquid Membranes: Principles and Applications in Chemical Separations and Wastewater TreatmentNo ratings yet
- Ammonia Design 2520of 2520equipmentsDocument32 pagesAmmonia Design 2520of 2520equipmentsapi-3714811100% (1)
- Condenser DesignDocument26 pagesCondenser Designpavan100% (1)
- Sulfuric Acid - Design of EquipmentsDocument45 pagesSulfuric Acid - Design of Equipmentsmeikrismahariyanto100% (8)
- CEB2063 - Evaporation - Lecture 1 (Group 1)Document28 pagesCEB2063 - Evaporation - Lecture 1 (Group 1)Scorpion RoyalNo ratings yet
- Shell and Tube Heat ExchangerDocument18 pagesShell and Tube Heat ExchangertatvaNo ratings yet
- AcetoneDocument14 pagesAcetoneAddison JuttieNo ratings yet
- Distillation Model Rev1Document9 pagesDistillation Model Rev1mehul1094167% (3)
- Evaporation 1Document23 pagesEvaporation 1nontando sogaNo ratings yet
- Chee3004: Project 2Document43 pagesChee3004: Project 2faizzi100% (3)
- Design III HX Design Tutorial 3 Solutions PDFDocument4 pagesDesign III HX Design Tutorial 3 Solutions PDFMziyanda Boet-Bhayi Shumî100% (2)
- 1 Falling Film Evaporators in The Food Industry DesignDocument4 pages1 Falling Film Evaporators in The Food Industry DesignIvan Ruben Capuñay IzquierdoNo ratings yet
- Design of Shell Tube Heat Exchanger by Kern Method 2 57 Excel TemplateDocument2 pagesDesign of Shell Tube Heat Exchanger by Kern Method 2 57 Excel TemplateAbhishek SinglaNo ratings yet
- Design II Mannual CFDocument71 pagesDesign II Mannual CFarulrakk100% (1)
- Design of Absorption Column 160127152306Document33 pagesDesign of Absorption Column 160127152306Dũng LêNo ratings yet
- Allyl BDocument9 pagesAllyl BDemet AcargilNo ratings yet
- Distillation ColumnDocument49 pagesDistillation ColumngenergiaNo ratings yet
- CO2 Plant DesignDocument12 pagesCO2 Plant DesignOmprakaash MokideNo ratings yet
- CO2 AbsorberDocument11 pagesCO2 AbsorberDhrumil Gandhi100% (2)
- Energy BalanceDocument38 pagesEnergy Balancebelkiza menalla0% (1)
- Design For EvaporatorDocument5 pagesDesign For EvaporatorDevang GodhaniyaNo ratings yet
- Energy Balance For Distillation ColumnDocument2 pagesEnergy Balance For Distillation ColumnKarar AlalihNo ratings yet
- Jacketed Vessel Heat Transfer (Half Pipe Coil) - ChE GuideDocument5 pagesJacketed Vessel Heat Transfer (Half Pipe Coil) - ChE GuideabubackersiddieqNo ratings yet
- Chapter 4 - StudentDocument69 pagesChapter 4 - Studenteja70No ratings yet
- Gas Absorption CompleteDocument18 pagesGas Absorption CompleteGueule D'angeNo ratings yet
- DESIGN OF SIEVE PLATE ColumnDocument5 pagesDESIGN OF SIEVE PLATE ColumnVirendra Bhagat100% (1)
- Mass ConverterDocument18 pagesMass ConverterDinesh CR7No ratings yet
- Chap3-2e SO2 Absorption ExampleDocument8 pagesChap3-2e SO2 Absorption Exampledarkelf_riderNo ratings yet
- Heat Exchanger (FT)Document9 pagesHeat Exchanger (FT)Aron BalinesNo ratings yet
- Calculate Heat-Cool Time - Batch ReactorDocument2 pagesCalculate Heat-Cool Time - Batch ReactorGargiulo Anita100% (1)
- Design of CondenserDocument2 pagesDesign of CondenserEngr Renato Arriola0% (1)
- 2) Multiple Effect Evaporators A) Forward Feed Multiple Effect EvaporatorsDocument12 pages2) Multiple Effect Evaporators A) Forward Feed Multiple Effect EvaporatorsDr-Khalid Al-Shemmari100% (1)
- Design of AbsorberDocument18 pagesDesign of AbsorberAdeel Ahmed100% (2)
- KineticsDocument123 pagesKineticssamueloNo ratings yet
- Chapter 3-Absorption ProcessDocument75 pagesChapter 3-Absorption Processsharmila75% (4)
- Modeling AbsorptionDocument57 pagesModeling AbsorptionAbdul MalikNo ratings yet
- Monoethanolamine Design 2520of 2520equipmentsDocument54 pagesMonoethanolamine Design 2520of 2520equipmentsbhaskar5377No ratings yet
- Packed Column Design - Packing Height Calculation NotesDocument6 pagesPacked Column Design - Packing Height Calculation NotesJeremy100% (1)
- Material and Energy Balance of Urea Reactor and Stripper Saipem ProcessDocument20 pagesMaterial and Energy Balance of Urea Reactor and Stripper Saipem ProcessBalas43100% (1)
- Switch CondenserDocument14 pagesSwitch CondenserKader GüngörNo ratings yet
- Allyl Chloride Production A Case Study in Debottlenecking Retrofitting and DesignDocument7 pagesAllyl Chloride Production A Case Study in Debottlenecking Retrofitting and DesignPaola PorrasNo ratings yet
- Design of StripperDocument10 pagesDesign of StripperAhmed HassanNo ratings yet
- Calculation For Multiple Effect EvaporatorDocument14 pagesCalculation For Multiple Effect Evaporatormsiregar_3891% (11)
- REACTOR DESIGN - Docx Fyp MyDocument5 pagesREACTOR DESIGN - Docx Fyp Myabdul rehmanNo ratings yet
- Evap DesignDocument16 pagesEvap DesignAhmed Ali100% (3)
- Guerrero, Mary Justine A. - ChE 192 U - Heat Exchanger Design ProblemDocument15 pagesGuerrero, Mary Justine A. - ChE 192 U - Heat Exchanger Design ProblemJustine GuerreroNo ratings yet
- Absorber DesignDocument2 pagesAbsorber DesignDhrumil Gandhi100% (1)
- 1.1.1 Design Calculations:: WhereDocument7 pages1.1.1 Design Calculations:: WhereMuhammad XubairNo ratings yet
- Single Effect Evaporation Final (Compatibility Mode)Document19 pagesSingle Effect Evaporation Final (Compatibility Mode)AlfiNurfauziahNo ratings yet
- Single Effect EvaporaterDocument16 pagesSingle Effect EvaporaterdebdeepNo ratings yet
- Handbook for Transversely Finned Tube Heat Exchanger DesignFrom EverandHandbook for Transversely Finned Tube Heat Exchanger DesignNo ratings yet
- MATERIAL Mechanical DesignDocument11 pagesMATERIAL Mechanical DesignanisNo ratings yet
- MATERIAL Mechanical DesignDocument13 pagesMATERIAL Mechanical DesignSchaieraNo ratings yet
- Chlorine - Design 2520of 2520equipmentsDocument23 pagesChlorine - Design 2520of 2520equipmentsAditya KumarNo ratings yet
- Rotary Dryer DesignDocument29 pagesRotary Dryer DesignDharamvir Singh80% (5)
- Bracket Design For ReactorDocument32 pagesBracket Design For ReactorbrencejunNo ratings yet
- Solved Problems in Heat TransferDocument16 pagesSolved Problems in Heat TransferAngelica Joyce Benito100% (3)
- Boiler CalculationDocument37 pagesBoiler CalculationFmJoy Dioko100% (2)
- Rotary Dryer DesignDocument43 pagesRotary Dryer DesignsasitharNo ratings yet
- Airship Dynamics ModelingDocument23 pagesAirship Dynamics ModelingMoein.Sh100% (1)
- Sound Energy and Doppler EffectDocument2 pagesSound Energy and Doppler EffectVera MaureenNo ratings yet
- Cylinder #1 ASME Section VIII Division 1, 2001 Edition: S S TV SDocument10 pagesCylinder #1 ASME Section VIII Division 1, 2001 Edition: S S TV Sevrim77No ratings yet
- The Third Law of ThermodynamicsDocument10 pagesThe Third Law of ThermodynamicssamygoldNo ratings yet
- Well Performance: Skin, Effective Wellbore Radius, Radius of Investigation and Wellbore Storage & Drawdown TestDocument65 pagesWell Performance: Skin, Effective Wellbore Radius, Radius of Investigation and Wellbore Storage & Drawdown TestTheo AnkamahNo ratings yet
- Automotive Air Conditioning and Heating System PDFDocument19 pagesAutomotive Air Conditioning and Heating System PDFCarl AriffNo ratings yet
- Final Report - HVACDocument10 pagesFinal Report - HVACBenny BennyNo ratings yet
- Fatigue Crack Propagation in Steels of Various Yield StrengthsDocument7 pagesFatigue Crack Propagation in Steels of Various Yield StrengthsRodrigo Marin100% (1)
- CPE 722 Applied Fluid Mechanics: Republic of The Philippines Central Luzon State University College of EngineeringDocument13 pagesCPE 722 Applied Fluid Mechanics: Republic of The Philippines Central Luzon State University College of EngineeringNikka Briones Domingo100% (1)
- Flare SizingDocument8 pagesFlare SizingRian Intan Saputra100% (1)
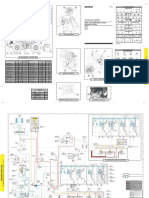
- KENR7618KENR7618-02 Cargador 924HDocument2 pagesKENR7618KENR7618-02 Cargador 924HEliceo PalominoNo ratings yet
- Ps7 SolutionsdvdDocument14 pagesPs7 SolutionsdvdBilal ZafarNo ratings yet
- Ampacity of Cables in Solid Bottom Trays With and Without CoversDocument4 pagesAmpacity of Cables in Solid Bottom Trays With and Without CoversStefanos DiamantisNo ratings yet
- A Simulation Study of Heat Transfer in Polymerization ReactorsDocument15 pagesA Simulation Study of Heat Transfer in Polymerization ReactorsArcangelo Di TanoNo ratings yet
- Flexural Strength of PCSDocument6 pagesFlexural Strength of PCSClaira CaloNo ratings yet
- Gas - in - Place - A - Volumetrics - I. KocabasDocument31 pagesGas - in - Place - A - Volumetrics - I. KocabasTadeo ChoqueNo ratings yet
- Computers and Structures: Alexandre Luis Braun, Armando Miguel AwruchDocument18 pagesComputers and Structures: Alexandre Luis Braun, Armando Miguel AwruchSiti Rohani IsdrisNo ratings yet
- Definition of Terms - RefrigerationDocument32 pagesDefinition of Terms - RefrigerationNiño Gerard JabagatNo ratings yet
- Chemical EquilibriaDocument5 pagesChemical Equilibriaroku shinNo ratings yet
- Drilling Bits: and HydraulicsotimizationDocument52 pagesDrilling Bits: and HydraulicsotimizationMustafa FoudaNo ratings yet
- Shear Force and Bending MomentDocument3 pagesShear Force and Bending MomentDej AdmasuNo ratings yet
- CE473 Ch.3 Stilling BasinsDocument33 pagesCE473 Ch.3 Stilling BasinsMalik BilalNo ratings yet
- Permeability AssignmentDocument2 pagesPermeability AssignmentJejomar MotolNo ratings yet
- Manual de Propietario PDF Valve PumpDocument1 pageManual de Propietario PDF Valve PumpJulio Enrique AravenaNo ratings yet
- Advance Heat Transfer - 2Document2 pagesAdvance Heat Transfer - 2Himansu BisoiNo ratings yet
- Concrete 2014 PDFDocument49 pagesConcrete 2014 PDFHarf Jucoy MirandaNo ratings yet
- Safe Load Carrying CapacityDocument2 pagesSafe Load Carrying CapacityKulal SwapnilNo ratings yet
- Local Flange Bending and Local Web Yielding Limit States in Steel Moment-Resisting ConnectionsDocument11 pagesLocal Flange Bending and Local Web Yielding Limit States in Steel Moment-Resisting ConnectionsMuhammad irfan javaidNo ratings yet
- Challenger 874-1074-1274 Rogator Liquid System Parts Manual (PDF, Eng, 40 MB)Document908 pagesChallenger 874-1074-1274 Rogator Liquid System Parts Manual (PDF, Eng, 40 MB)abdul KadirNo ratings yet