You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Tamilnadu State Council For Science and TechnologyDocument5 pagesTamilnadu State Council For Science and TechnologySheena Christabel PravinNo ratings yet
- As 6183-2011 Fire Protection Equipment - Carbon Dioxide Extinguishing Systems For Use On Premises - Design AnDocument10 pagesAs 6183-2011 Fire Protection Equipment - Carbon Dioxide Extinguishing Systems For Use On Premises - Design AnSAI Global - APACNo ratings yet
- Astm D 2974-2020Document5 pagesAstm D 2974-2020Mohammed Ali100% (2)
- D 2718 - 00 Rdi3mtgtmda - PDFDocument6 pagesD 2718 - 00 Rdi3mtgtmda - PDFRufo CascoNo ratings yet
- Advanced Part 2012Document356 pagesAdvanced Part 2012leokareyxoxoers100% (2)
- State Bank of PakistanDocument1 pageState Bank of PakistanHayatNo ratings yet
- Astm A1017Document3 pagesAstm A1017David Ripoll LopezNo ratings yet
- Character Expressions A Fiction Writers Thesaurus of Facial Expressions by Dahlia Evans (Evans, Dahlia)Document418 pagesCharacter Expressions A Fiction Writers Thesaurus of Facial Expressions by Dahlia Evans (Evans, Dahlia)Isabella100% (1)
- D.1. PHILIPS EXPORT B.V., PHILIPS ELECTRICAL LAMPS, INC. and PHILIPS INDUSTRIAL DEVELOPMENT, INC., vs. COURT OF APPEALS, SECURITIES & EXCHANGE COMMISSION and STANDARD PHILIPS CORPORATIONDocument2 pagesD.1. PHILIPS EXPORT B.V., PHILIPS ELECTRICAL LAMPS, INC. and PHILIPS INDUSTRIAL DEVELOPMENT, INC., vs. COURT OF APPEALS, SECURITIES & EXCHANGE COMMISSION and STANDARD PHILIPS CORPORATIONKristine Hipolito SerranoNo ratings yet
- Thermo Scientific Taq Dna Polymerase With KCL Buffer: DescriptionDocument3 pagesThermo Scientific Taq Dna Polymerase With KCL Buffer: DescriptionCHIRANJEEVINo ratings yet
- MSCR Test ASTM D7405 2015Document4 pagesMSCR Test ASTM D7405 2015intanmizwarNo ratings yet
- Twelve South v. Spinido - ComplaintDocument34 pagesTwelve South v. Spinido - ComplaintSarah BursteinNo ratings yet
- Astm F1327 - 1 (En)Document2 pagesAstm F1327 - 1 (En)svvasin2013No ratings yet
- TAS5122DCARDocument24 pagesTAS5122DCARMarcos SilvaNo ratings yet
- Interaction Between Standardisation and Intellectual Property Rights - Eur21074enDocument269 pagesInteraction Between Standardisation and Intellectual Property Rights - Eur21074envincteam@gmail.comNo ratings yet
- With Reference To The Downloading of Music, Movies, and Software, What Are The Arguments For and Against Online Copyright?Document6 pagesWith Reference To The Downloading of Music, Movies, and Software, What Are The Arguments For and Against Online Copyright?GlobalGirlKNo ratings yet
- The Art of PsionicsDocument81 pagesThe Art of PsionicsEduardo Ferreira Suzart100% (3)
- Project Management in Practice 6th Edition Meredith Test BankDocument8 pagesProject Management in Practice 6th Edition Meredith Test BankMatthewFosteroeqyp100% (38)
- A&J Manufacturing Et. Al. v. Kamado Joe Company Et. Al.Document8 pagesA&J Manufacturing Et. Al. v. Kamado Joe Company Et. Al.PriorSmartNo ratings yet
- 5 Literary Elements WorksheetsDocument9 pages5 Literary Elements WorksheetsFathanor Alam50% (2)
- Parchment Craft January 2018Document48 pagesParchment Craft January 2018asturene100% (2)
- Getzen Serial No. IndexDocument6 pagesGetzen Serial No. IndexДмитро КняжицькийNo ratings yet
- Fundamentos de Epidemiología PDFDocument365 pagesFundamentos de Epidemiología PDFRaluca CosminaNo ratings yet
- Normandy, Illustrated, Complete by Home, Gordon, 1878-1969Document12 pagesNormandy, Illustrated, Complete by Home, Gordon, 1878-1969Gutenberg.orgNo ratings yet
- All Beauty Must Die: Joshua SunDocument13 pagesAll Beauty Must Die: Joshua Sungoofy101No ratings yet
- Standard Deposit Escrow Agreement for Ship Sale and Purchase - 船舶买卖联名共管账户标准协议Document5 pagesStandard Deposit Escrow Agreement for Ship Sale and Purchase - 船舶买卖联名共管账户标准协议EisilisNo ratings yet
- TOEFL Score Report 2630397 UnlockedDocument2 pagesTOEFL Score Report 2630397 UnlockedarielNo ratings yet
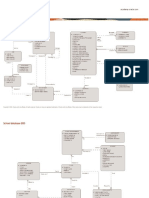
- PLSQL Schema ERD and Table Designs PDFDocument8 pagesPLSQL Schema ERD and Table Designs PDFDanaNo ratings yet
- Chapter 6 Product Product Branding and PackagingDocument23 pagesChapter 6 Product Product Branding and PackagingCleomae Centeny BallaNo ratings yet
- Patent Holder LLC v. Magill - ComplaintDocument69 pagesPatent Holder LLC v. Magill - ComplaintSarah BursteinNo ratings yet