You might also like
- Visual Examination Procedure: 1 - PurposeDocument4 pagesVisual Examination Procedure: 1 - PurposeElvin MenlibaiNo ratings yet
- Manual Ultrasonic Testing Procedure for 26Document12 pagesManual Ultrasonic Testing Procedure for 26Rohit Kumar Mishra100% (1)
- ISO - TC 135 - SC 5 - Radiographic TestingDocument2 pagesISO - TC 135 - SC 5 - Radiographic TestingNilesh MistryNo ratings yet
- Procedure For Caliper Calibration (Rev.1)Document10 pagesProcedure For Caliper Calibration (Rev.1)syisyi87No ratings yet
- Dial Gauge Calibration ProcedureDocument6 pagesDial Gauge Calibration ProcedurearabcalNo ratings yet
- Visual Examination ProcedureDocument23 pagesVisual Examination ProcedureEdAlmNo ratings yet
- SC Ut Sop - Upto 70 DiaDocument11 pagesSC Ut Sop - Upto 70 DiaSrinu GrandhalayamNo ratings yet
- Ea 4 15 G Rev01 May 2015 Rev PDFDocument24 pagesEa 4 15 G Rev01 May 2015 Rev PDFandrej_voloscuk13No ratings yet
- NDT TestDocument109 pagesNDT TestAnonymous uXdS9Y7No ratings yet
- PT ProcedureDocument18 pagesPT Procedureاباذر الدراجيNo ratings yet
- Calibration Procedure FOR Calipers General: Technical ManualDocument8 pagesCalibration Procedure FOR Calipers General: Technical ManualrcmetrologyNo ratings yet
- Itp AsntDocument33 pagesItp AsntSYED FADZIL SYED MOHAMED100% (1)
- PTDocument28 pagesPTglazetm100% (1)
- Standard Practice For Ultrasonic Examination of Heavy Steel ForgingsDocument6 pagesStandard Practice For Ultrasonic Examination of Heavy Steel ForgingsSTRUCPIPE CALIDAD100% (1)
- Weld Inspection and RepairDocument10 pagesWeld Inspection and RepairDeepak Kumar Kant KesriNo ratings yet
- NDT Steel CastingsDocument17 pagesNDT Steel CastingsWoodrow FoxNo ratings yet
- Hardness ProcedureDocument7 pagesHardness ProceduremanojballaNo ratings yet
- QMS P 009 Procedure For Visual and Optical Inspection Revision 0 PDFDocument8 pagesQMS P 009 Procedure For Visual and Optical Inspection Revision 0 PDFmanuelperdomotNo ratings yet
- NDT Application FormDocument4 pagesNDT Application FormAhmed Shaban KotbNo ratings yet
- RT Procedure 10.09.16Document9 pagesRT Procedure 10.09.16mukeshsingh6No ratings yet
- Checking Calibration of Ut Machines, Probes and Dac'sDocument6 pagesChecking Calibration of Ut Machines, Probes and Dac'sRakesh Ranjan100% (1)
- Strategies For Film Replacement in RadiographyDocument15 pagesStrategies For Film Replacement in Radiographysaleemut3100% (1)
- P 11 CNDT JP41 Ut-Aws D1.1 Rev 07Document22 pagesP 11 CNDT JP41 Ut-Aws D1.1 Rev 07Vimal MenonNo ratings yet
- UT ProcedureDocument14 pagesUT ProcedureKarim ChenwiNo ratings yet
- Ut ProcedureDocument12 pagesUt ProcedurerohithNo ratings yet
- Hardness TestDocument117 pagesHardness TestMohdHuzairiRusliNo ratings yet
- Process Piping Guide R2Document12 pagesProcess Piping Guide R2Edson Araga100% (1)
- Validation of Computed Radiography (CR) Exposure Chart For Stainless Steel and AluminumDocument8 pagesValidation of Computed Radiography (CR) Exposure Chart For Stainless Steel and AluminumidealparrotNo ratings yet
- Examination Procedures For Ultrasonic Thickness MeasurementDocument13 pagesExamination Procedures For Ultrasonic Thickness MeasurementOsilonya HenryNo ratings yet
- WIKA Calibration Certificate for Process CalibratorDocument3 pagesWIKA Calibration Certificate for Process CalibratorBalaji BobadeNo ratings yet
- 02 - Calibration Procedure - Asf-Qc-Cal-001Document7 pages02 - Calibration Procedure - Asf-Qc-Cal-001Sherif YehiaNo ratings yet
- EX - 12.7MM - PLATE 01 PAUT Report TrainingDocument4 pagesEX - 12.7MM - PLATE 01 PAUT Report Trainingagung akbarNo ratings yet
- PA Caracterization BlockDocument2 pagesPA Caracterization BlockMuallim MursyidNo ratings yet
- Interview QuestionsDocument13 pagesInterview QuestionsWalter RuedaNo ratings yet
- User'S Manual: June 2006 T.O. #33D7-22-32-1Document194 pagesUser'S Manual: June 2006 T.O. #33D7-22-32-1Pierpaolo AparoNo ratings yet
- Ultrasonic Thickness GaugeDocument5 pagesUltrasonic Thickness GaugecarlosNo ratings yet
- SMS-603-UT-003 Ultrasonic - API 1104 - B31.8 - Rev 3 PDFDocument20 pagesSMS-603-UT-003 Ultrasonic - API 1104 - B31.8 - Rev 3 PDFDewAngga YudistiraNo ratings yet
- ATT MT-2.0 Rev. 1 ProcedureDocument13 pagesATT MT-2.0 Rev. 1 ProcedurewalitedisonNo ratings yet
- Become an NDT Technician (Less than 40 charsDocument5 pagesBecome an NDT Technician (Less than 40 charsDalvirMallNo ratings yet
- API UT21 ThicknessProcedure 20190304Document7 pagesAPI UT21 ThicknessProcedure 20190304michaelNo ratings yet
- NDT ISO IEC 17025 Application DocumentDocument41 pagesNDT ISO IEC 17025 Application DocumentVicky SinghNo ratings yet
- (NORTEC) 500 Training Scanner InspDocument25 pages(NORTEC) 500 Training Scanner InspAnonymous gFcnQ4goNo ratings yet
- CA-40-02 Rev.03E UT Procedure Fer AWS D1.1-2015Document24 pagesCA-40-02 Rev.03E UT Procedure Fer AWS D1.1-2015hoangdiep phanNo ratings yet
- Magnetic Particle Testing ProcedureDocument7 pagesMagnetic Particle Testing Procedurebhavin178No ratings yet
- Doosan NDE CastingDocument20 pagesDoosan NDE CastingvsnaiduqcNo ratings yet
- MT Procedure Rkl-Pro-08-ThocDocument26 pagesMT Procedure Rkl-Pro-08-ThocEmmad JriNo ratings yet
- Ultrasonic Testing of Ferritic Steel Welds Under 40 CharactersDocument1 pageUltrasonic Testing of Ferritic Steel Welds Under 40 Characterssdmkl85No ratings yet
- 06 Liquid Penetrant TestingDocument18 pages06 Liquid Penetrant TestingAldi OktavianNo ratings yet
- Ultrasonic Testing Training (UT) : Level-IIDocument8 pagesUltrasonic Testing Training (UT) : Level-IIAn IkhrandiNo ratings yet
- JNK SOP for Weld Visual InspectionDocument17 pagesJNK SOP for Weld Visual InspectionAvishek GuptaNo ratings yet
- Visual Weld Inspection: Organizational IssuanceDocument7 pagesVisual Weld Inspection: Organizational IssuanceEdAlmNo ratings yet
- TWI Hitan: Training Certification SchemeDocument192 pagesTWI Hitan: Training Certification Schemesaliyarumesh2292100% (1)
- NASA PRC-6503 Rev C Radiographic InspectionDocument8 pagesNASA PRC-6503 Rev C Radiographic InspectionLi-chung JeaNo ratings yet
- MPI Cal Cert-002 SampleDocument1 pageMPI Cal Cert-002 SampleJohn OLiverNo ratings yet
- PAUTDocument55 pagesPAUTRavi Kumar VatturiNo ratings yet
- 2010 Section IX Etching ProcessesDocument1 page2010 Section IX Etching ProcessesSARSAN NDTNo ratings yet
- PTDocument7 pagesPTMohdHuzairiRusliNo ratings yet
- Properties of Material3Document1 pageProperties of Material3Avneet MaanNo ratings yet
- Properties of Material2Document1 pageProperties of Material2Avneet MaanNo ratings yet
- Properties of Material1Document1 pageProperties of Material1Avneet MaanNo ratings yet
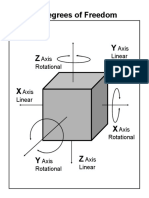
- Six Degree of FreedomDocument1 pageSix Degree of FreedomAvneet MaanNo ratings yet
- Dimensional Engineering Part2Document10 pagesDimensional Engineering Part2Avneet MaanNo ratings yet
- MPDocument1 pageMPAvneet MaanNo ratings yet
- Manuf ProcDocument1 pageManuf ProcAvneet MaanNo ratings yet
- Datum Reference Frame: Tertiary Datum Plane Secondary Datum PlaneDocument1 pageDatum Reference Frame: Tertiary Datum Plane Secondary Datum PlaneAvneet MaanNo ratings yet
- BDocument1 pageBAvneet MaanNo ratings yet
- Datum QuizDocument1 pageDatum QuizAvneet MaanNo ratings yet
- Datum FsDocument1 pageDatum FsAvneet MaanNo ratings yet
- Definition FSCDocument1 pageDefinition FSCAvneet MaanNo ratings yet
- CBD 2516Document1 pageCBD 2516Avneet MaanNo ratings yet
- Dimensional Engineering PDFDocument71 pagesDimensional Engineering PDFAvneet MaanNo ratings yet
- Dimensional Engineering Part3Document10 pagesDimensional Engineering Part3Avneet MaanNo ratings yet
- A0Y2U4 - Attachment 99999999999999Document1 pageA0Y2U4 - Attachment 99999999999999Avneet MaanNo ratings yet
- Dimensional Engineering Part1Document10 pagesDimensional Engineering Part1Avneet MaanNo ratings yet
- MTechDesignEngineering Jan2017Document2 pagesMTechDesignEngineering Jan2017Avneet MaanNo ratings yet
- Mahindra Truxo 25Document1 pageMahindra Truxo 25Avneet MaanNo ratings yet
- Pitch and angle measurement documentDocument1 pagePitch and angle measurement documentAvneet MaanNo ratings yet
- D W G 1Document1 pageD W G 1Avneet MaanNo ratings yet
- MTechDesignEngineering Jan2017Document2 pagesMTechDesignEngineering Jan2017Avneet MaanNo ratings yet
- DN101.6 Inspection Port Installation DrawingDocument1 pageDN101.6 Inspection Port Installation DrawingAvneet MaanNo ratings yet
- A0Y2U4 - Attachment 99999Document1 pageA0Y2U4 - Attachment 99999Avneet MaanNo ratings yet
- A AaaaaaaaaaaaaaaaaaaaaaaaDocument1 pageA AaaaaaaaaaaaaaaaaaaaaaaaAvneet MaanNo ratings yet
- What Is BIW - PDFDocument2 pagesWhat Is BIW - PDFAvneet MaanNo ratings yet
- Good Knowledge of Powertrain Development Process and SystemsDocument1 pageGood Knowledge of Powertrain Development Process and SystemsAvneet MaanNo ratings yet
- What Is BIW - PDFDocument2 pagesWhat Is BIW - PDFAvneet MaanNo ratings yet
- What Is BIW - 11111111111111Document1 pageWhat Is BIW - 11111111111111Avneet MaanNo ratings yet
- A0Y2U4 - Attachment 99Document1 pageA0Y2U4 - Attachment 99Avneet MaanNo ratings yet
- CCS - View Topic - Enable Timer1 Interrupt in Another ISRDocument4 pagesCCS - View Topic - Enable Timer1 Interrupt in Another ISRapi-3755810100% (2)
- RWD 5 Speed Transmission Technical DiagramDocument2 pagesRWD 5 Speed Transmission Technical DiagramCarlos NogueiraNo ratings yet
- Types of distributed computing in 40 charactersDocument8 pagesTypes of distributed computing in 40 charactersAiman FatimaNo ratings yet
- Composite Materials For Civil Engineering Structures US Army Corps of EngineersDocument66 pagesComposite Materials For Civil Engineering Structures US Army Corps of EngineersRicardo AlfaroNo ratings yet
- 4PH0 2P Que 20130605Document20 pages4PH0 2P Que 20130605Sakib Ex-rccNo ratings yet
- MAGNA START - New Generation Slip-Ring Motor Starter: December 5, 2015Document7 pagesMAGNA START - New Generation Slip-Ring Motor Starter: December 5, 2015udhayNo ratings yet
- Bus 172Document5 pagesBus 172api-538674995No ratings yet
- CSD Full TermDocument29 pagesCSD Full TermNishat Farha SharmiNo ratings yet
- Filtration EquipmentsDocument29 pagesFiltration EquipmentsharijayaramNo ratings yet
- Emags Study GuideDocument40 pagesEmags Study GuidePatrick Joshua GlimadaNo ratings yet
- Greater Bangalore: Emerging Urban Heat Island: January 2010Document17 pagesGreater Bangalore: Emerging Urban Heat Island: January 2010Rohan ChauguleNo ratings yet
- DIP Lecture9Document11 pagesDIP Lecture9Dilbag SinghNo ratings yet
- Board characteristics and risk in Tunisian banksDocument12 pagesBoard characteristics and risk in Tunisian banksdhahri nourhenNo ratings yet
- Charlez Rock Mechanics V1Document339 pagesCharlez Rock Mechanics V1Yehimy Cambas100% (4)
- Green Diesel Production from Waste Vegetable OilDocument10 pagesGreen Diesel Production from Waste Vegetable OilRobert BalamNo ratings yet
- Preparation of Sample For AnalysisDocument27 pagesPreparation of Sample For Analysisapi-26215965100% (2)
- IR LM100A Crawlair Drill PDFDocument8 pagesIR LM100A Crawlair Drill PDFAnonymous 8yIptglHhNo ratings yet
- 03-LEK-1050 Drill 12.25 Inch SectionDocument4 pages03-LEK-1050 Drill 12.25 Inch SectionDrilling Engineering ChannelNo ratings yet
- 25 L SUPER Reflux Still Ins With Z FilterDocument16 pages25 L SUPER Reflux Still Ins With Z FiltertoffeloffeNo ratings yet
- ECE61labmanua Dukel PDFDocument80 pagesECE61labmanua Dukel PDFVictorAbrahamGuerreroNo ratings yet
- Areas Related To CirclesDocument8 pagesAreas Related To CirclesrajeshggorayaNo ratings yet
- Bimbel 2Document6 pagesBimbel 2Wibowo Sugandi, S.T.No ratings yet
- Macro Processors: Basic Function Machine-Independent Features Design Options Implementation ExamplesDocument18 pagesMacro Processors: Basic Function Machine-Independent Features Design Options Implementation ExamplesCharan SainiNo ratings yet
- Parts Catalog: Joker RT ClassicDocument88 pagesParts Catalog: Joker RT ClassickamilNo ratings yet
- Humanities - The World We Live in - Geography Handout 1Document18 pagesHumanities - The World We Live in - Geography Handout 1denny_sitorusNo ratings yet
- Big Bang Theory: The-Origin-Of-The-UniverseDocument33 pagesBig Bang Theory: The-Origin-Of-The-UniverseMayank Kumar LodhiNo ratings yet
- Types of ImplicatureDocument4 pagesTypes of ImplicatureSaman Khan100% (3)
- Ion Selective ElectrodesDocument11 pagesIon Selective ElectrodesOm PhileNo ratings yet
- COmplete CDocument335 pagesCOmplete Cdeep11680No ratings yet
- IUPAC Naming by Aravind AroraDocument30 pagesIUPAC Naming by Aravind Aroratanish gehlotNo ratings yet