You might also like
- Model-Based Testing Essentials - Guide to the ISTQB Certified Model-Based Tester: Foundation LevelFrom EverandModel-Based Testing Essentials - Guide to the ISTQB Certified Model-Based Tester: Foundation LevelNo ratings yet
- 35365975Document24 pages35365975Naveen Vara Prasad Kongaru0% (1)
- Productivity Improvement by Using Line Balancing and Automation Strategies in Order To Improve Overall Equipment EffectivenessDocument7 pagesProductivity Improvement by Using Line Balancing and Automation Strategies in Order To Improve Overall Equipment EffectivenessMAJID HUSSAIN 31199No ratings yet
- 3 VI June 2015Document11 pages3 VI June 2015sitam_nitj4202No ratings yet
- Study of Process - Improving Efficiency of Closed Die Hot Forging ProcessDocument69 pagesStudy of Process - Improving Efficiency of Closed Die Hot Forging ProcessMrLanternNo ratings yet
- Micha Los 2015Document19 pagesMicha Los 2015Avinash KumarNo ratings yet
- Review QuestionsDocument5 pagesReview QuestionseidermutumNo ratings yet
- Literature Review On Assembly Line BalancingDocument7 pagesLiterature Review On Assembly Line Balancingea20cqyt100% (1)
- Mesfin GijoDocument9 pagesMesfin GijomesfinNo ratings yet
- Application of Ranked Positional Weights Method inDocument7 pagesApplication of Ranked Positional Weights Method inM. IBRAN ANUGRAH -No ratings yet
- Ieq Microproject Group No 5Document15 pagesIeq Microproject Group No 5Mayuresh PadekarNo ratings yet
- Lead Time Reduction Through Lean Technique in An Engine Assembly LineDocument7 pagesLead Time Reduction Through Lean Technique in An Engine Assembly LineVarun KumarNo ratings yet
- Full ThesisDocument97 pagesFull ThesisTanushekha100% (2)
- An Operation Study For A Semiconductor Equipment Production Using Discrete SimulationDocument21 pagesAn Operation Study For A Semiconductor Equipment Production Using Discrete SimulationSarah RicafortNo ratings yet
- Optimization of The Total Production Time by Splitting Complex Manual Assembly ProcessesDocument18 pagesOptimization of The Total Production Time by Splitting Complex Manual Assembly Processesمحمد حسينNo ratings yet
- Case Studies For Learning Automated System IntegrationDocument8 pagesCase Studies For Learning Automated System IntegrationPradeep PatelNo ratings yet
- B.E. Automobile Engineering Course DocumentsDocument73 pagesB.E. Automobile Engineering Course Documentssss0987654321No ratings yet
- Selected Heuristic Algorithms For Solving Job Shop and Flow Shop Scheduling ProblemsDocument36 pagesSelected Heuristic Algorithms For Solving Job Shop and Flow Shop Scheduling Problemssuroyo bimantoroNo ratings yet
- Bachelort EindopdrachtDocument119 pagesBachelort EindopdrachtDashuai WuNo ratings yet
- MDocument13 pagesMWarren RiveraNo ratings yet
- PDF 163423 89729Document13 pagesPDF 163423 89729teddygg468No ratings yet
- Printmitsreportnew RemovedDocument56 pagesPrintmitsreportnew RemovedRitik SharmaNo ratings yet
- Lahrichi Et Al 2022Document18 pagesLahrichi Et Al 2022Youssef LahrichiNo ratings yet
- Multi-Objective Approaches For Design of Assembly LinesDocument27 pagesMulti-Objective Approaches For Design of Assembly LinesAvinash KumarNo ratings yet
- 2 Productivity Improvement Through Process AnalysisDocument17 pages2 Productivity Improvement Through Process Analysisss18190No ratings yet
- EJOR DLSFNLSNFLDKSNFKLSDNDocument19 pagesEJOR DLSFNLSNFLDKSNFKLSDNGaurav LathwalNo ratings yet
- Mixed Model Assembly Line Design in A Make-To-Order EnvironmentDocument17 pagesMixed Model Assembly Line Design in A Make-To-Order Environmentasmaa5m3No ratings yet
- Constraint-Based Design by Cost Function Optimization: Eric GrantDocument203 pagesConstraint-Based Design by Cost Function Optimization: Eric GrantArdie CarderasNo ratings yet
- Billet Optimization For Steering Knuckle Using Taguchi MethodologyDocument5 pagesBillet Optimization For Steering Knuckle Using Taguchi MethodologyAnonymous ijGnA6CWEaNo ratings yet
- Line Balancing Techniques To Improve ProductivityDocument9 pagesLine Balancing Techniques To Improve ProductivityMAJID HUSSAIN 31199No ratings yet
- Optimization of Material Handling: A Case StudyDocument57 pagesOptimization of Material Handling: A Case StudyVenkatraj NagarajanNo ratings yet
- Research Paper On Assembly Line BalancingDocument8 pagesResearch Paper On Assembly Line Balancingyfwkdbaod100% (1)
- Developing an AS/RS PrototypeDocument24 pagesDeveloping an AS/RS PrototypeyiandrillNo ratings yet
- Improving efficiency of an automotive lighting assembly lineDocument5 pagesImproving efficiency of an automotive lighting assembly lineKenan MuhamedagicNo ratings yet
- Cycle Time Reduction in Deck Roller Assembly ProductionDocument10 pagesCycle Time Reduction in Deck Roller Assembly ProductionTeshome DengisoNo ratings yet
- Line Balancing & Capacity Planning Decision: Submitted By: Rohit Raina 0613-MBA-2013Document16 pagesLine Balancing & Capacity Planning Decision: Submitted By: Rohit Raina 0613-MBA-2013ferdyanta_sitepuNo ratings yet
- Full Thesis LeanDocument208 pagesFull Thesis LeanRinto Erwiansa PutraNo ratings yet
- ReferencesDocument22 pagesReferencesdanielkkleinNo ratings yet
- Assignment No - 1: Department of Mechanical Engineering, J.S.S.A.T.E, BangaloreDocument9 pagesAssignment No - 1: Department of Mechanical Engineering, J.S.S.A.T.E, BangalorejtsrinivasdownNo ratings yet
- Assembly Line Balancing Methods-A Case Study: Vrittika V Pachghare, R. S. DaluDocument5 pagesAssembly Line Balancing Methods-A Case Study: Vrittika V Pachghare, R. S. DaluKenan MuhamedagicNo ratings yet
- Template-Based Integrated Design: A Case Study: Ali K. Kamrani and Abhay VijayanDocument10 pagesTemplate-Based Integrated Design: A Case Study: Ali K. Kamrani and Abhay VijayanmurgadeepNo ratings yet
- Flexible Manufacturing Systems (S1-15 - EAZC412) - CHDocument20 pagesFlexible Manufacturing Systems (S1-15 - EAZC412) - CHymsyaseenNo ratings yet
- A Review of Assembly Line Changes For Lean Manufacturing: Awasare Anant Dattatray, M.V.KavadeDocument5 pagesA Review of Assembly Line Changes For Lean Manufacturing: Awasare Anant Dattatray, M.V.KavadeAeyrul KhairulNo ratings yet
- Research Reprot 1Document7 pagesResearch Reprot 1Siyeon YeungNo ratings yet
- Single Cylinder Four Stroke Diesel Engine Test RigDocument24 pagesSingle Cylinder Four Stroke Diesel Engine Test RigDigvijay Todkar100% (1)
- Structural Econometric Modelling Methodology (Eviews)Document497 pagesStructural Econometric Modelling Methodology (Eviews)Jhon Ortega Garcia100% (1)
- Facility Layout Improvement Using SLP and Arena SimulationDocument213 pagesFacility Layout Improvement Using SLP and Arena SimulationsyahrulroziNo ratings yet
- Automation and Computer Integrated Manufacturing SyllabusDocument2 pagesAutomation and Computer Integrated Manufacturing SyllabusMulu GirmayNo ratings yet
- Facility Layout TestDocument25 pagesFacility Layout TestTesfaye Belaye100% (1)
- Engineering Applications: A Project Resource BookFrom EverandEngineering Applications: A Project Resource BookRating: 2.5 out of 5 stars2.5/5 (1)
- Transformer 1Document6 pagesTransformer 1sitam_nitj4202No ratings yet
- CANDocument33 pagesCANpanneerselvam89No ratings yet
- 0-Acknowledgement Abstract and Table of ContentDocument12 pages0-Acknowledgement Abstract and Table of ContentSyamsul Syawal HosnonNo ratings yet
- Implementation and Testing of Adders Using BistDocument52 pagesImplementation and Testing of Adders Using BistDeepthi Veeramachaneni50% (2)
- Lean Manufacturing T - ShirtsDocument10 pagesLean Manufacturing T - ShirtsRavi KumarNo ratings yet
- LeanDocument19 pagesLeanMusical CorruptionNo ratings yet
- 2007 GoodDocument155 pages2007 Goodpooyeh_rNo ratings yet
- Lean Manufacturing in Aerospace IndustryDocument7 pagesLean Manufacturing in Aerospace IndustrySreejith SreeNo ratings yet
- Nisarg Project Final YearDocument61 pagesNisarg Project Final Yearsoheb ShaikhNo ratings yet
- Technological Forecasting & Social Change: Hatem Masri, Yomna AbdullaDocument6 pagesTechnological Forecasting & Social Change: Hatem Masri, Yomna AbdullaPankajSinghBhatiNo ratings yet
- Working Capital Management of Reliance Infra LTDDocument76 pagesWorking Capital Management of Reliance Infra LTDniceprachiNo ratings yet
- Implementing Lean Tools in Electrical Panel AssemblyDocument8 pagesImplementing Lean Tools in Electrical Panel AssemblyPankajSinghBhatiNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
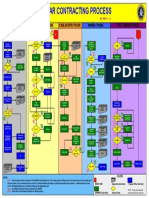
- Contracting Process SPAWARDocument1 pageContracting Process SPAWARPankajSinghBhatiNo ratings yet
- Which of The Following Statement S Is True Regarding A Sample?Document3 pagesWhich of The Following Statement S Is True Regarding A Sample?PankajSinghBhatiNo ratings yet
- Impact of Proposed GST On Select IndustriesDocument4 pagesImpact of Proposed GST On Select IndustriesPankajSinghBhatiNo ratings yet
- Inventory Optimization 2Document4 pagesInventory Optimization 2PankajSinghBhatiNo ratings yet
- TPM (Group 8)Document72 pagesTPM (Group 8)PankajSinghBhatiNo ratings yet
- Power Systems PDFDocument21 pagesPower Systems PDFPankajSinghBhati100% (1)
- Instructions PDFDocument5 pagesInstructions PDFatulyaNo ratings yet
- S D S D D D S S D D S: P N N PDocument5 pagesS D S D D D S S D D S: P N N PPankajSinghBhatiNo ratings yet
- E 62012005Document11 pagesE 62012005PankajSinghBhati0% (1)
- GEA16092 Aluminum CaseStudyDocument2 pagesGEA16092 Aluminum CaseStudyPankajSinghBhatiNo ratings yet
- BRIDGE WP08 Methodology Process AnalysisDocument28 pagesBRIDGE WP08 Methodology Process AnalysisPankajSinghBhatiNo ratings yet
- Systems Optimisation Case Study 2013Document29 pagesSystems Optimisation Case Study 2013PankajSinghBhatiNo ratings yet
- Productivity Improvement of A Assembly LineDocument88 pagesProductivity Improvement of A Assembly LineKamalAfzalJarralNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- GATE ENGINEERING MATHEMATICS FORMULA SHEETDocument34 pagesGATE ENGINEERING MATHEMATICS FORMULA SHEETSrinivasan Ramachandran100% (1)
- ScadaDocument5 pagesScadaDaniel Taiti KimathiNo ratings yet
- Series FormulasDocument3 pagesSeries FormulasBachchan MishraNo ratings yet
- Aptitude QUESTION PAPERSDocument16 pagesAptitude QUESTION PAPERSChandan M R GowdaNo ratings yet
- IES2013 EEE Objective Paper 2Document17 pagesIES2013 EEE Objective Paper 2bigboss0086No ratings yet
- HYDRO Power StationDocument3 pagesHYDRO Power StationPankajSinghBhatiNo ratings yet
- Notification NLC Technician Graduate Apprentice PostsDocument5 pagesNotification NLC Technician Graduate Apprentice PostsJeshiNo ratings yet
- GATE EE Vol-4 PDFDocument31 pagesGATE EE Vol-4 PDFPrasun Das0% (3)
- U#3 & 4 Data 0f KhepDocument1 pageU#3 & 4 Data 0f KhepPankajSinghBhatiNo ratings yet
- Essay Blue-Collar Brilliance Shop Class As SoulcraftDocument5 pagesEssay Blue-Collar Brilliance Shop Class As Soulcraftapi-405058674No ratings yet
- Female Slaves in Early IndiaDocument109 pagesFemale Slaves in Early Indiasverma6453832No ratings yet
- Potentials and Constraints of Agricultural Mechanisation in GhanaDocument10 pagesPotentials and Constraints of Agricultural Mechanisation in GhanaShadrack Kwadwo AmponsahNo ratings yet
- Indu 411 Lecture 1: Introduction To Cim: Instructor: Dr. Amar Sabih, PengDocument47 pagesIndu 411 Lecture 1: Introduction To Cim: Instructor: Dr. Amar Sabih, Pengmoser111No ratings yet
- AIDAS theory of selling stagesDocument11 pagesAIDAS theory of selling stagesSumit SharmaNo ratings yet
- Factors of Social Change PDFDocument16 pagesFactors of Social Change PDFJasiz Philipe Ombugu100% (1)
- (Studies in The Labour Process) Chris Smith, David Knights, Hugh Willmott (Eds.) - White-Collar Work - The Non-Manual Labour Process-Palgrave Macmillan UK (1991)Document273 pages(Studies in The Labour Process) Chris Smith, David Knights, Hugh Willmott (Eds.) - White-Collar Work - The Non-Manual Labour Process-Palgrave Macmillan UK (1991)Oezlem Elias0% (1)
- Advantages & Disadvantages, Technology of Mechanisation in Oil Palm PlantationDocument15 pagesAdvantages & Disadvantages, Technology of Mechanisation in Oil Palm PlantationFarhan Shabri100% (1)
- Mechanization and Agricultural Development in PakistanDocument12 pagesMechanization and Agricultural Development in PakistanShakeel AhmedNo ratings yet
- The Wretched of The EarthDocument14 pagesThe Wretched of The EarthMisaelNo ratings yet
- Office Equipments and MachinesDocument3 pagesOffice Equipments and MachinesSowmiya100% (2)
- Sample 4Document97 pagesSample 4Salma FarozeNo ratings yet
- Type Descriptions - Cleaned Up From 24types - Ru 1Document30 pagesType Descriptions - Cleaned Up From 24types - Ru 1Ana Beatriz YagamiNo ratings yet
- What Can We Learn From The Hoover Dam Project That Influenced Modern Project Management?Document3 pagesWhat Can We Learn From The Hoover Dam Project That Influenced Modern Project Management?Ryle TimogNo ratings yet
- EG2401Document21 pagesEG2401Jeremy TohNo ratings yet
- Ch01Document33 pagesCh01sakali aliNo ratings yet
- AE 56 Agricultural Mechanization and Machinery Management Lecture Notes PDFDocument24 pagesAE 56 Agricultural Mechanization and Machinery Management Lecture Notes PDFKristine Baldoman CoquillaNo ratings yet
- The Failure of Technology - Friedrich Georg JungerDocument150 pagesThe Failure of Technology - Friedrich Georg Jungerberegond3100% (3)
- Workplaces: Automation ADocument5 pagesWorkplaces: Automation APriyanshu ThakurNo ratings yet
- Distance Learning Theory - IndustrialisationDocument3 pagesDistance Learning Theory - IndustrialisationCikgu QaribNo ratings yet
- HLPE Youth Engagement Employment Scope PROCEEDINGSDocument126 pagesHLPE Youth Engagement Employment Scope PROCEEDINGSMuhammad YaseenNo ratings yet
- Labour Intensive Technology in Water Resource Development Indian Eperience PDFDocument236 pagesLabour Intensive Technology in Water Resource Development Indian Eperience PDFAnanda SenNo ratings yet
- S.6 Economics NotesDocument28 pagesS.6 Economics NotesMarvinNo ratings yet
- AE 56 Agricultural Mechanization and Machinery Management Lecture Notes PDFDocument24 pagesAE 56 Agricultural Mechanization and Machinery Management Lecture Notes PDFKristine Baldoman Coquilla100% (2)
- Unit 2-2kDocument37 pagesUnit 2-2kCuti PandaNo ratings yet
- Sands CorporationDocument11 pagesSands Corporationniteshnama12367% (3)
- Reasons and Problems of Migration in IndiaDocument11 pagesReasons and Problems of Migration in IndiaKruti NaikNo ratings yet
- Cycle Time Calculation-Unit - 1 - Industrial - Automation PDFDocument17 pagesCycle Time Calculation-Unit - 1 - Industrial - Automation PDFzainikamal1975No ratings yet
- CNC Vs Conventional LatheDocument2 pagesCNC Vs Conventional LatheJohn SimonNo ratings yet
- Business Plan: Yerevan State UniversityDocument11 pagesBusiness Plan: Yerevan State UniversityAra KazaryanNo ratings yet