You might also like
- Thermal breakage of work rollsDocument6 pagesThermal breakage of work rollsRecep VatanseverNo ratings yet
- Karadeniz Ereğli Müzesi'Nden Herakles Aleksikakos'a Sunulan Bir Adağın DüşündürdükleriDocument17 pagesKaradeniz Ereğli Müzesi'Nden Herakles Aleksikakos'a Sunulan Bir Adağın DüşündürdükleriRecep VatanseverNo ratings yet
- Steel Edge Snow Pusher - Kage InnovationDocument4 pagesSteel Edge Snow Pusher - Kage InnovationRecep VatanseverNo ratings yet
- Karadeniz Ereğli Müzesi'Nden Herakles Aleksikakos'a Sunulan Bir Adağın DüşündürdükleriDocument17 pagesKaradeniz Ereğli Müzesi'Nden Herakles Aleksikakos'a Sunulan Bir Adağın DüşündürdükleriRecep VatanseverNo ratings yet
- Dental Implant Procedure OverviewDocument99 pagesDental Implant Procedure OverviewRecep Vatansever0% (1)
- Competition and Memory in An Ephebic VictorDocument15 pagesCompetition and Memory in An Ephebic VictorRecep VatanseverNo ratings yet
- Memnon On The Siege of Heraclea Pontica by Prusias IDocument7 pagesMemnon On The Siege of Heraclea Pontica by Prusias IRecep VatanseverNo ratings yet
- Karadeniz Ereğli Müzesi'Nden Herakles Aleksikakos'a Sunulan Bir Adağın DüşündürdükleriDocument17 pagesKaradeniz Ereğli Müzesi'Nden Herakles Aleksikakos'a Sunulan Bir Adağın DüşündürdükleriRecep VatanseverNo ratings yet
- A Group of Staters of Timotheus and - or Dionysius, Tyrants of Heraclea PonticaDocument9 pagesA Group of Staters of Timotheus and - or Dionysius, Tyrants of Heraclea PonticaRecep VatanseverNo ratings yet
- The War Between Heraclea Pontica and Leucon I of BosporusDocument17 pagesThe War Between Heraclea Pontica and Leucon I of BosporusRecep VatanseverNo ratings yet
- Xian Xi 2021Document187 pagesXian Xi 2021Recep VatanseverNo ratings yet
- KemikyapısıDocument42 pagesKemikyapısıRecep VatanseverNo ratings yet
- Structure/Property Relationships in Irons and SteelsDocument21 pagesStructure/Property Relationships in Irons and Steelssuniljha121No ratings yet
- Super Bainite Yields Super-Strong Steel - World Industrial ReporterDocument5 pagesSuper Bainite Yields Super-Strong Steel - World Industrial ReporterRecep VatanseverNo ratings yet
- Corrosion of Nanostructured and Ultrafine-Grained Metallic ImplantDocument7 pagesCorrosion of Nanostructured and Ultrafine-Grained Metallic ImplantRecep Vatansever100% (1)
- A New Method For Glass-Fiber Reinforced Composites ManufacturingDocument4 pagesA New Method For Glass-Fiber Reinforced Composites ManufacturingRecep VatanseverNo ratings yet
- Metallic Implant MaterialsDocument39 pagesMetallic Implant MaterialsRecep VatanseverNo ratings yet
- Create Your Future: The Best Just Got Better: Smart Linear, Smart PulseDocument2 pagesCreate Your Future: The Best Just Got Better: Smart Linear, Smart PulseRecep VatanseverNo ratings yet
- SSAB - 912 en Bending of High Strength Steel PDFDocument8 pagesSSAB - 912 en Bending of High Strength Steel PDFchristos032No ratings yet
- Some Phase Transformations in SteelsDocument8 pagesSome Phase Transformations in SteelsRecep VatanseverNo ratings yet
- Steel MicrostructureDocument5 pagesSteel MicrostructureRecep VatanseverNo ratings yet
- Heat Treatment of Heat Treatment of Heat Treatment of Steel Alloys Heat Treatment of Steel AlloysDocument42 pagesHeat Treatment of Heat Treatment of Heat Treatment of Steel Alloys Heat Treatment of Steel AlloysengrumairshahidNo ratings yet
- High Strength Steel in FireDocument10 pagesHigh Strength Steel in FireRecep VatanseverNo ratings yet
- KAMAX - Bolt and Screw CompendiumDocument60 pagesKAMAX - Bolt and Screw Compendiumjzaw65No ratings yet
- Design For Assembly: Iit BombayDocument16 pagesDesign For Assembly: Iit Bombaytejap314No ratings yet
- Lec 7 Fe C DiagramDocument45 pagesLec 7 Fe C DiagramAdnan MehmoodNo ratings yet
- 20180504041238-Saarstahl Product CatalogueDocument72 pages20180504041238-Saarstahl Product CatalogueRecep VatanseverNo ratings yet
- Steel MicrostructureDocument5 pagesSteel MicrostructureRecep VatanseverNo ratings yet
- Control of Microstructure During Solidification & Homogenization of Thin-Slab Cast Direct-Rolling (TSCDR) Microalloyed SteelsDocument259 pagesControl of Microstructure During Solidification & Homogenization of Thin-Slab Cast Direct-Rolling (TSCDR) Microalloyed SteelsRecep VatanseverNo ratings yet
- 750-0020 Seawaterecbiofouling Sept15Document8 pages750-0020 Seawaterecbiofouling Sept15Recep VatanseverNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Bourdon Gauge - BellowDocument14 pagesBourdon Gauge - BellowBikram RoyNo ratings yet
- MAB 103B-24 - Parts - 2011Document60 pagesMAB 103B-24 - Parts - 2011Centrifugal SeparatorNo ratings yet
- Conversion of Wet Flow Rate To Dry Flow Rate Bruce Burton, Research and Development Manager 10-15-1999Document3 pagesConversion of Wet Flow Rate To Dry Flow Rate Bruce Burton, Research and Development Manager 10-15-1999Victor VazquezNo ratings yet
- Soalan: Airplane Wings Are Shaped To Make Air Move Faster Over The Top of The Wing. When Air MovesDocument5 pagesSoalan: Airplane Wings Are Shaped To Make Air Move Faster Over The Top of The Wing. When Air MovesHaniZs ShuhadaNo ratings yet
- Introduction To Risk Based Inspection (RBI)Document7 pagesIntroduction To Risk Based Inspection (RBI)Alejandro LopezNo ratings yet
- CFX-FSI 14.5 Lect-09 Immersed SolidsDocument26 pagesCFX-FSI 14.5 Lect-09 Immersed SolidsShaheen S. RatnaniNo ratings yet
- Preliminary Heat Exchanger Sizing: These Calculations Are Provided For Educational Use Only - USE AT YOUR OWN RISKDocument4 pagesPreliminary Heat Exchanger Sizing: These Calculations Are Provided For Educational Use Only - USE AT YOUR OWN RISKRaol VarshabenNo ratings yet
- Volvo XC70 L5-2.5T ManualDocument9,721 pagesVolvo XC70 L5-2.5T Manualwllopez75% (4)
- Unitor Udf 2100 Ultrasonic Cleaner 230VDocument2 pagesUnitor Udf 2100 Ultrasonic Cleaner 230Vankarthik11No ratings yet
- Pressure Relief Valves HenryDocument7 pagesPressure Relief Valves HenryOSCAR ASIAINNo ratings yet
- Basic Pneumatic System ApplicationsDocument33 pagesBasic Pneumatic System Applicationsnarkuys syukranNo ratings yet
- Asme Questions and Answers Part ViDocument22 pagesAsme Questions and Answers Part ViAshwani DograNo ratings yet
- What is TDB, TWB & PsychrometricsDocument1 pageWhat is TDB, TWB & PsychrometricsYasna Guiñez HerreraNo ratings yet
- Courses Semester II 2019-20: Course Title LPU SEC NODocument125 pagesCourses Semester II 2019-20: Course Title LPU SEC NOAnjumaNo ratings yet
- (Process Industry Practices) Design of ASME B31.3Document24 pages(Process Industry Practices) Design of ASME B31.3aguiarv88100% (1)
- Chapter7 PDFDocument34 pagesChapter7 PDFWillian DiazNo ratings yet
- 27 - Iwcf Ss Sample Questions - AnswersDocument9 pages27 - Iwcf Ss Sample Questions - Answersshoaib Khalil100% (1)
- P1276 Parts ManualDocument146 pagesP1276 Parts ManualNilsNo ratings yet
- Dynapac f1800w En-20220822.134322Document2 pagesDynapac f1800w En-20220822.134322Fredrik ÅkessonNo ratings yet
- Alfa Laval BioPharm Fittings Catalog PDFDocument102 pagesAlfa Laval BioPharm Fittings Catalog PDFcneo59No ratings yet
- New Parallel Shaft Gearbox For Auger Drives in Biomass-HeatersDocument3 pagesNew Parallel Shaft Gearbox For Auger Drives in Biomass-Heaterstiele_barcelosNo ratings yet
- 800reozm 0318Document3 pages800reozm 0318Xuân Huy NguyễnNo ratings yet
- D4EB-EngineElectricalSystemDocument38 pagesD4EB-EngineElectricalSystemNap Florendo100% (2)
- Bezmasleni Kompresori Za Pet Industriata Siad PDFDocument8 pagesBezmasleni Kompresori Za Pet Industriata Siad PDFplasticos_jfm6580No ratings yet
- Mcdonnell & Miller Service Parts CatalogDocument76 pagesMcdonnell & Miller Service Parts Catalogkamran shahNo ratings yet
- A Study of Liquid Metal AtomizationDocument22 pagesA Study of Liquid Metal AtomizationAlisha Allison0% (1)
- Pumps HighPressureDrainage D42AB D53AB DatasheetDocument2 pagesPumps HighPressureDrainage D42AB D53AB DatasheetMohammad ZeeshanNo ratings yet
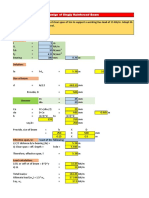
- Singly Reinforced Beam ExcelDocument3 pagesSingly Reinforced Beam ExcelVEERKUMAR100% (3)
- API 653 Mach Exam 2022Document9 pagesAPI 653 Mach Exam 2022Amr mohamedNo ratings yet
- Morgana Digifold Service ManualDocument55 pagesMorgana Digifold Service Manualpfequip100% (1)