You might also like
- FinFan Technical InfoDocument15 pagesFinFan Technical InfoRoozbeh PNo ratings yet
- Fin Fan CoolersDocument14 pagesFin Fan Coolersmohamedyoussef1No ratings yet
- Improve Air Cooled Heat Exchanger PerformanceDocument14 pagesImprove Air Cooled Heat Exchanger PerformanceVíctor LeónNo ratings yet
- Gear Drive Manual No. 702Document38 pagesGear Drive Manual No. 702MaintenanceNo ratings yet
- FoulingDocument4 pagesFoulingJorge Cruz CidNo ratings yet
- Manual for Induction Motors and Generators Alignment GuideDocument2 pagesManual for Induction Motors and Generators Alignment GuideMuhammed SulfeekNo ratings yet
- Design and Analysis of Piston For Two Stages Reciprocating Air CompressorDocument7 pagesDesign and Analysis of Piston For Two Stages Reciprocating Air CompressorMaria Jose Biasotti100% (1)
- Pump Alignment.Document3 pagesPump Alignment.sen_subhasis_58100% (1)
- ACHE Windmill DraftguardDocument5 pagesACHE Windmill DraftguardTIKSHALANo ratings yet
- Failure CodesDocument16 pagesFailure CodesVikesh RaikundaliaNo ratings yet
- Gasketed Plate Heat Exchangers Installation PDFDocument23 pagesGasketed Plate Heat Exchangers Installation PDFCastoriadisNo ratings yet
- Owner Michael Calistrat and Associates Missouri City, TexasDocument8 pagesOwner Michael Calistrat and Associates Missouri City, Texasjhchung111100% (1)
- 01 220043enc Routine Turbine MaintenanceDocument8 pages01 220043enc Routine Turbine Maintenanceajipramudio100% (1)
- Reciprocating Compressor IIDocument59 pagesReciprocating Compressor IISagar NaduvinamaniNo ratings yet
- Steam Turbine Condition Monitoring and Sleeve Bearing Failure AnalysisDocument31 pagesSteam Turbine Condition Monitoring and Sleeve Bearing Failure Analysisidigiti100% (1)
- Air Cooler Design Guidelines Rev 6, Jul 2012Document36 pagesAir Cooler Design Guidelines Rev 6, Jul 2012Miguel Martinez GuerreroNo ratings yet
- Major Components of Fired HeatersDocument11 pagesMajor Components of Fired HeatersLakshay SharmaNo ratings yet
- Appendix 6a - Technical Specifiction Spare Rotor Repair T10 and T20Document17 pagesAppendix 6a - Technical Specifiction Spare Rotor Repair T10 and T20Dino AndrianNo ratings yet
- Convection Section CleaningDocument10 pagesConvection Section CleaningSuresh RamakrishnanNo ratings yet
- Gas Turbine Tripping On Exhaust Pressure High - Need SolutionDocument7 pagesGas Turbine Tripping On Exhaust Pressure High - Need SolutionAbdulyunus Amir100% (1)
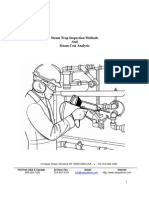
- Steam Trap Inspection Guide PDFDocument8 pagesSteam Trap Inspection Guide PDFchanayire100% (1)
- Rotating Machinery EngineerDocument15 pagesRotating Machinery EngineerJose Luis RattiaNo ratings yet
- Is Rod Drop Measurement Right For My CompressorDocument4 pagesIs Rod Drop Measurement Right For My CompressorMadhana GopalNo ratings yet
- Centrifugal Compressor Wet Seals RETROFIT - Seal Oil De-Gassing & Control Better Option - BPDocument23 pagesCentrifugal Compressor Wet Seals RETROFIT - Seal Oil De-Gassing & Control Better Option - BPVILLANUEVA_DANIEL2064No ratings yet
- Troubleshooting Shell-And-Tube Heat ExchangersDocument2 pagesTroubleshooting Shell-And-Tube Heat ExchangersForcus onNo ratings yet
- Compressor Performance TestDocument9 pagesCompressor Performance TestPartha Pratim GhoshNo ratings yet
- Maintenance and Repair of Heat Exchangers PDFDocument73 pagesMaintenance and Repair of Heat Exchangers PDFTehman Alam100% (2)
- Hydrodinamic BearingsDocument8 pagesHydrodinamic BearingsdigecaNo ratings yet
- 6 Turbo-Expander Case History - EmersonDocument11 pages6 Turbo-Expander Case History - EmersonxinghustNo ratings yet
- Mechanical Seal ReplacementDocument21 pagesMechanical Seal ReplacementshahjahanhashimaliNo ratings yet
- Steps of Machine AlignmentDocument12 pagesSteps of Machine AlignmentRupesh SinhaNo ratings yet
- Rim & Face Alignment MethodDocument9 pagesRim & Face Alignment Methoddg_cd7340No ratings yet
- Centrifugal CompressorDocument5 pagesCentrifugal CompressorDeliaChiaNo ratings yet
- What Are The Differences in High Performance Flexible Couplings For Turbomachinery?Document0 pagesWhat Are The Differences in High Performance Flexible Couplings For Turbomachinery?Michaelben MichaelbenNo ratings yet
- Start Up and Operation: Presented by Fs Engineer SundyneDocument36 pagesStart Up and Operation: Presented by Fs Engineer SundyneNaveedullah AwanNo ratings yet
- Banuwati-K Gas Compressor Platform Piping Cleaning ProcedureDocument16 pagesBanuwati-K Gas Compressor Platform Piping Cleaning ProcedureDannis AnantoNo ratings yet
- Flushing Procedure 9E UnitsDocument33 pagesFlushing Procedure 9E UnitsKamal Arab100% (2)
- Report Lube Oil FlushingDocument10 pagesReport Lube Oil Flushingmohan_krishna372No ratings yet
- 002 - Reciprocating CompressorDocument16 pages002 - Reciprocating CompressorMuhammad TariqNo ratings yet
- GS126-2 Air-Cooled Heat Exchangers To API 661Document46 pagesGS126-2 Air-Cooled Heat Exchangers To API 661DH B67% (3)
- Engineering Encyclopedia: Exxon Chemical and Mechanical Cleaning Manual 20) Planning and Control of A Cleaning JobDocument14 pagesEngineering Encyclopedia: Exxon Chemical and Mechanical Cleaning Manual 20) Planning and Control of A Cleaning Jobcvg ertdNo ratings yet
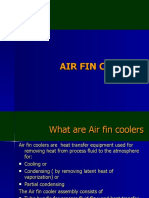
- Air Fin CoolersDocument43 pagesAir Fin Coolersbharatbellad100% (2)
- Steam Trapping Overview GB GST 33 enDocument22 pagesSteam Trapping Overview GB GST 33 enJerges Gerardo Mamani SilvaNo ratings yet
- Rcm-Ii Information Sheet: Functions Functional Failures Failure Causes Failure EffectsDocument8 pagesRcm-Ii Information Sheet: Functions Functional Failures Failure Causes Failure EffectsFaisal NaeemNo ratings yet
- AFBMA To SKF Bearing Interchange PDFDocument1 pageAFBMA To SKF Bearing Interchange PDFaazznovskyNo ratings yet
- BIRKOSIT - Sealing Compound Application ProcedureDocument1 pageBIRKOSIT - Sealing Compound Application ProcedureProject Sales CorpNo ratings yet
- CompressorDocument17 pagesCompressorLipika GayenNo ratings yet
- Dresser Rand - TMTTV - Trip & Throttle ValveDocument2 pagesDresser Rand - TMTTV - Trip & Throttle Valverosliyu50% (2)
- Spiraxsarco Pipe SizingDocument52 pagesSpiraxsarco Pipe SizingJan Van PeteghemNo ratings yet
- February 2003 Subject: Troubleshooting Hydraulic Ratchet ProblemsDocument4 pagesFebruary 2003 Subject: Troubleshooting Hydraulic Ratchet ProblemsKarim MuhammedNo ratings yet
- Learn Preparation and Detailed Steps of Alignment ProcedureDocument8 pagesLearn Preparation and Detailed Steps of Alignment ProcedurevinothenergyNo ratings yet
- HRSGDocument9 pagesHRSGprasad5034100% (1)
- APH Maintenance Procedure for Wartsila India Ltd. PlantDocument15 pagesAPH Maintenance Procedure for Wartsila India Ltd. PlantKarthi KeyanNo ratings yet
- Soft Foot Checking ProcedureDocument2 pagesSoft Foot Checking ProcedureBv RaoNo ratings yet
- Performance and Mechanical Running Tests of Centrifugal CompressorsDocument5 pagesPerformance and Mechanical Running Tests of Centrifugal CompressorsVicky KumarNo ratings yet
- Compressors - Written ReportDocument17 pagesCompressors - Written ReportJenina Rosa P. LlanesNo ratings yet
- Type 28 Gas Seals System Presentation PDFDocument108 pagesType 28 Gas Seals System Presentation PDFlogicloverNo ratings yet
- Presentation: Reliability of Hydrogen Area Diaphragm CompressorDocument43 pagesPresentation: Reliability of Hydrogen Area Diaphragm CompressorBiju_Pottayil100% (1)
- Troubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreFrom EverandTroubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreNo ratings yet
- Asset Integrity Management A Complete Guide - 2020 EditionFrom EverandAsset Integrity Management A Complete Guide - 2020 EditionNo ratings yet
- Design Modification of A Mechanical Footstep Power Generator Olive KaburuDocument56 pagesDesign Modification of A Mechanical Footstep Power Generator Olive KaburuDushyant HarneNo ratings yet
- Beam StandardDocument44 pagesBeam StandardweldmindNo ratings yet
- Eurotherm 2116Document156 pagesEurotherm 2116jessicrmNo ratings yet
- Magnetism and Electromagnetism - Electrical Multiple Choice Questions and AnswersDocument10 pagesMagnetism and Electromagnetism - Electrical Multiple Choice Questions and AnswersNagesh GillNo ratings yet
- EL MOSSALLAMY Modelling The Behaviour of Piled Raft PDFDocument4 pagesEL MOSSALLAMY Modelling The Behaviour of Piled Raft PDFera210No ratings yet
- Armfield F1 Fluid Mechanics Series Brochure V2a Download 1Document30 pagesArmfield F1 Fluid Mechanics Series Brochure V2a Download 1paul contrerasNo ratings yet
- Part Number 26-84: Illustrated Parts BreakdownDocument90 pagesPart Number 26-84: Illustrated Parts BreakdownJesus OliverosNo ratings yet
- Jib Cranes 20875644 Colour CatalogueDocument30 pagesJib Cranes 20875644 Colour Cataloguepsingh1996No ratings yet
- Introduction To Random MatricesDocument508 pagesIntroduction To Random Matricesjorelex100% (1)
- 2018 Book FractographyAndFailureAnalysis PDFDocument172 pages2018 Book FractographyAndFailureAnalysis PDFDavid Casarrubias A100% (4)
- Gamma World 1E Mutations PDFDocument23 pagesGamma World 1E Mutations PDFSean M Kelly100% (1)
- Laser Flash Photolysis Purpose A Reactive Free Radical Ketyl IsDocument16 pagesLaser Flash Photolysis Purpose A Reactive Free Radical Ketyl IspathinfoNo ratings yet
- d270 PDFDocument8 pagesd270 PDFศิวาเวช อบมาNo ratings yet
- Siesmic Protection Ufc 3 310 04Document128 pagesSiesmic Protection Ufc 3 310 04irastemhemNo ratings yet
- Physics of Liq GasesDocument21 pagesPhysics of Liq GasesOctavianNo ratings yet
- Well Control CourseDocument140 pagesWell Control CourseAli Boubenia67% (3)
- Powtran PI9000-SDocument105 pagesPowtran PI9000-SOggie Kent Castillo100% (1)
- Design Charts for Bolts with Combined Shear and Tension ForcesDocument4 pagesDesign Charts for Bolts with Combined Shear and Tension ForcescmkohNo ratings yet
- Turbomachineries School of Mechanical and Industrial Engineering Debre Markos UniversityDocument58 pagesTurbomachineries School of Mechanical and Industrial Engineering Debre Markos UniversitybirlieNo ratings yet
- AERODYNAMIC NOISE Worksheet InstructionsDocument6 pagesAERODYNAMIC NOISE Worksheet InstructionsMuhammad Adil KhanNo ratings yet
- ConvectionDocument4 pagesConvectionFaheem Fiaz ChohanNo ratings yet
- Kinetic Energy DefinitionDocument6 pagesKinetic Energy DefinitionudayshankarsNo ratings yet
- Lect 4Document28 pagesLect 4george samyNo ratings yet
- Homework 1Document6 pagesHomework 1Ahmet Kemal ÇetinNo ratings yet
- Mcas Magnetism ElectricityDocument27 pagesMcas Magnetism ElectricityBea GonzalesNo ratings yet
- Photo ResistorDocument3 pagesPhoto ResistorHarish PrakashNo ratings yet
- Assignment 4 PDFDocument2 pagesAssignment 4 PDFAhmed Attalla100% (1)
- BX51WI/BX61WI Fixed Stage Upright MicroscopeDocument8 pagesBX51WI/BX61WI Fixed Stage Upright MicroscopestreetcribdealerNo ratings yet
- 5200 Shelves and Components, Part 1 of 2 PDFDocument266 pages5200 Shelves and Components, Part 1 of 2 PDFalek nowalNo ratings yet
- Triton X 100Document2 pagesTriton X 100jelaapeNo ratings yet