You might also like
- Fat Soluble: Vitamins and Minerals Vitamins Vitamin Food Sources Health Benefit DeficiencyDocument2 pagesFat Soluble: Vitamins and Minerals Vitamins Vitamin Food Sources Health Benefit DeficiencyJthan ReyesNo ratings yet
- C. Adolf Von Baeyer: ST ND ST ND ST NDDocument2 pagesC. Adolf Von Baeyer: ST ND ST ND ST NDJthan ReyesNo ratings yet
- Vitamin GenericDocument2 pagesVitamin GenericJthan ReyesNo ratings yet
- Questionnaire AromaticsDocument3 pagesQuestionnaire AromaticsJthan ReyesNo ratings yet
- Jonathan Reyes CVDocument2 pagesJonathan Reyes CVJthan ReyesNo ratings yet
- Pamantasan NG Lungsod NG Maynila College of Engineering and Technology Chemical Engineering DepartmentDocument1 pagePamantasan NG Lungsod NG Maynila College of Engineering and Technology Chemical Engineering DepartmentJthan ReyesNo ratings yet
- Brochure PDFDocument2 pagesBrochure PDFJthan ReyesNo ratings yet
- Dust and Mist CollectionDocument42 pagesDust and Mist CollectionJthan Reyes100% (1)
- Outline For Accident InvestigationDocument1 pageOutline For Accident InvestigationJthan ReyesNo ratings yet
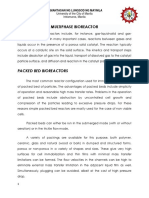
- Multiphase Bioreactor: Packed Bed BioreactorsDocument21 pagesMultiphase Bioreactor: Packed Bed BioreactorsJthan ReyesNo ratings yet
- PetroleumDocument54 pagesPetroleumJthan ReyesNo ratings yet
- Pamantasan NG Lungsod NG Maynila: College of Engineering and TechnologyDocument9 pagesPamantasan NG Lungsod NG Maynila: College of Engineering and TechnologyJthan ReyesNo ratings yet
- Fermentation TechnologyDocument48 pagesFermentation TechnologyJthan ReyesNo ratings yet
- New Doc 3Document3 pagesNew Doc 3Jthan ReyesNo ratings yet
- New Doc 3 PDFDocument3 pagesNew Doc 3 PDFJthan ReyesNo ratings yet
- Multiphase BioreactorDocument63 pagesMultiphase BioreactorJthan ReyesNo ratings yet
- Multiphase BioreactorDocument63 pagesMultiphase BioreactorJthan ReyesNo ratings yet
- Presentation 1Document88 pagesPresentation 1Jthan ReyesNo ratings yet
- Multiphase Bioreactor: Pamantasan NG Lungsod NG MaynilaDocument66 pagesMultiphase Bioreactor: Pamantasan NG Lungsod NG MaynilaJthan ReyesNo ratings yet
- Getconnected Lesson 3Document2 pagesGetconnected Lesson 3Jthan ReyesNo ratings yet
- Viii. Current Good Manufacturing Practices For The Paints and Pigments IndustryDocument42 pagesViii. Current Good Manufacturing Practices For The Paints and Pigments IndustryJthan ReyesNo ratings yet
- Viii. Current Good Manufacturing Practices For The Paints and Pigments IndustryDocument42 pagesViii. Current Good Manufacturing Practices For The Paints and Pigments IndustryJthan ReyesNo ratings yet
- The Ultimate PV - Diagram Simulator © Reyes2016: 2012 - 20364 Bschev-1Document12 pagesThe Ultimate PV - Diagram Simulator © Reyes2016: 2012 - 20364 Bschev-1Jthan ReyesNo ratings yet
- Prayer Points For The Prophesied Earthquake in The Philippines PDFDocument2 pagesPrayer Points For The Prophesied Earthquake in The Philippines PDFJthan ReyesNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 1st Coat - Hempel's Shopprimer ZS 15820Document3 pages1st Coat - Hempel's Shopprimer ZS 15820Ahmad Syafiq B Che RahimNo ratings yet
- Cleaning BallsDocument11 pagesCleaning BallsG.SWAMINo ratings yet
- Target Iit-Jee: DATE: 12-12-2014Document8 pagesTarget Iit-Jee: DATE: 12-12-2014asuhassNo ratings yet
- Celuloza MicrocristalinaDocument5 pagesCeluloza MicrocristalinaAna VicoveanuNo ratings yet
- Robustness of The QAL2 Calibration EN14181 UncertaDocument10 pagesRobustness of The QAL2 Calibration EN14181 UncertaAnaibar TarikNo ratings yet
- Phenolic Pro Filing of Portuguese Propolis by LC - MS Spectrometry: Uncommon Propolis Rich in Flavonoid GlycosidesDocument10 pagesPhenolic Pro Filing of Portuguese Propolis by LC - MS Spectrometry: Uncommon Propolis Rich in Flavonoid GlycosidesBanuraspatiNo ratings yet
- Wiley - Basic Inorganic Chemistry, 3rd Edition - 978!0!471-50532-7Document3 pagesWiley - Basic Inorganic Chemistry, 3rd Edition - 978!0!471-50532-7RoshmiNo ratings yet
- HoneywellDocument2 pagesHoneywellzenerdiodeNo ratings yet
- Introduction To The Problems Surrounding Garment TextilesDocument30 pagesIntroduction To The Problems Surrounding Garment TextilesFathi Mustafa100% (1)
- Denim Dyeing ProcessDocument6 pagesDenim Dyeing ProcessArpit Awasthi67% (3)
- Acid Mist Generation in Copper Electrowinning (Hydrometallurgy Publication)Document6 pagesAcid Mist Generation in Copper Electrowinning (Hydrometallurgy Publication)aweloongaNo ratings yet
- BetaDocument3 pagesBetacrg1234No ratings yet
- Prime Cut MsdsDocument2 pagesPrime Cut MsdsMarvin BarahonaNo ratings yet
- FloPro SFDocument4 pagesFloPro SFLoganBohannonNo ratings yet
- Unit 4Document76 pagesUnit 4raghuram67No ratings yet
- Assignment-1 Vibrations 2017Document3 pagesAssignment-1 Vibrations 2017Arpit Sharma0% (1)
- 3 - Casting Procedures For Fixed Partial DentureDocument76 pages3 - Casting Procedures For Fixed Partial Dentureyabhatia100% (1)
- Catalog OnlineDocument48 pagesCatalog OnlineParker SneddenNo ratings yet
- Students Guide For Entry Test Info)Document13 pagesStudents Guide For Entry Test Info)Sunny MudassarNo ratings yet
- TPXData SheetDocument4 pagesTPXData Sheetrameshkarthik810No ratings yet
- Steel MetallurgyDocument8 pagesSteel MetallurgyEswarNo ratings yet
- ASME Code CalculationsDocument45 pagesASME Code CalculationsPunith Rangegowda100% (12)
- Dioscorea HispidaDocument9 pagesDioscorea HispidaHorcruxesNo ratings yet
- Check Valve (Swagelok) MS-01-176 PDFDocument16 pagesCheck Valve (Swagelok) MS-01-176 PDFIsmailIbrahimNo ratings yet
- Sierra Megonnell and Kyle Lovisone ExpDocument1 pageSierra Megonnell and Kyle Lovisone Expapi-528179516No ratings yet
- Towards Int ReDocument21 pagesTowards Int ReOscar PadillaNo ratings yet
- Wave Induced AccelerationDocument6 pagesWave Induced AccelerationAnonymous g5FCwMRNo ratings yet
- Uniform Mechanical Code - 2009 Chapter 5Document34 pagesUniform Mechanical Code - 2009 Chapter 5memosplumbingNo ratings yet
- I - Grades & Materilas InfoDocument32 pagesI - Grades & Materilas InfoEswara ReddyNo ratings yet
- AND From AND: FOR Rhodium, For Their GravimetricDocument13 pagesAND From AND: FOR Rhodium, For Their GravimetricshahinNo ratings yet