You might also like
- Problems and Solutions - Renewable EnergyDocument101 pagesProblems and Solutions - Renewable EnergyShashank Tripathi100% (3)
- Water Gas Shift Reaction: Research Developments and ApplicationsFrom EverandWater Gas Shift Reaction: Research Developments and ApplicationsNo ratings yet
- Nigus AssignDocument28 pagesNigus AssignHowAboutEthiopiaNo ratings yet
- Pyrolysis 2014017017 ChelseaDocument24 pagesPyrolysis 2014017017 ChelseaerkiruthirajNo ratings yet
- Pyrolysis DefinitionDocument8 pagesPyrolysis Definitionkamal asgharNo ratings yet
- Notes On Terminology and Technology in Thermal Conversion: DR Cordner Peacocke and DR Stephen JosephDocument5 pagesNotes On Terminology and Technology in Thermal Conversion: DR Cordner Peacocke and DR Stephen JosephArif Firman AjiNo ratings yet
- Biomass Conversion Technologies for Biofuel and Green EnergyDocument7 pagesBiomass Conversion Technologies for Biofuel and Green EnergynavneetNo ratings yet
- What Is PyrolysisDocument3 pagesWhat Is PyrolysisHazim Calixto LimmayogNo ratings yet
- Harus Selesai Hari IniDocument11 pagesHarus Selesai Hari IniZefanya Maranatha MangunsongNo ratings yet
- Lecture 5 - Biomass Energy Conversion Technologies and Processes - PyrolysisDocument20 pagesLecture 5 - Biomass Energy Conversion Technologies and Processes - PyrolysisBenard KalamboNo ratings yet
- Black Liquor Incineration - Process, Chemistry and Ash Fusion Characteristics-By AjDocument41 pagesBlack Liquor Incineration - Process, Chemistry and Ash Fusion Characteristics-By AjAnkit Jain100% (2)
- Environmental Impacts: GasificationDocument14 pagesEnvironmental Impacts: GasificationSana RasheedNo ratings yet
- The Gasification ProcessDocument4 pagesThe Gasification Processmohamed.mossad38No ratings yet
- Thermochemical Conversion of BiomassDocument29 pagesThermochemical Conversion of BiomasscristinaNo ratings yet
- BIOMAS TORREFACTION PROCESS - Redactat1Document4 pagesBIOMAS TORREFACTION PROCESS - Redactat1cristian grigorasencoNo ratings yet
- Conversion of BiomassDocument9 pagesConversion of BiomassJoao MinhoNo ratings yet
- Biomass Pyrolysis: Section 8Document54 pagesBiomass Pyrolysis: Section 8Nidas SameeraNo ratings yet
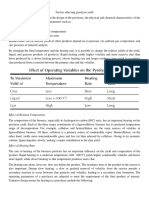
- Factors affecting biomass pyrolysis yieldsDocument2 pagesFactors affecting biomass pyrolysis yieldsKalu BhaiNo ratings yet
- Biomass Present, Future and PastDocument3 pagesBiomass Present, Future and PastDepepanshu MahajanNo ratings yet
- Biomass NotesDocument3 pagesBiomass NotesRafia Rayana btbcNo ratings yet
- University of Engineering & Technology KSK New Campus: BiomassDocument11 pagesUniversity of Engineering & Technology KSK New Campus: BiomassAli Raza100% (1)
- MethodsDocument4 pagesMethodsPolicNo ratings yet
- What Is PyrolysisDocument3 pagesWhat Is PyrolysisHaries GarciaNo ratings yet
- H2 ProductionDocument25 pagesH2 ProductionMohini SharmaNo ratings yet
- Python Project SynopsisDocument30 pagesPython Project SynopsisAshish RoshanNo ratings yet
- Pyrolysis & Torrefaction of BiomassDocument14 pagesPyrolysis & Torrefaction of BiomassprasannamuleyNo ratings yet
- PPPTDocument25 pagesPPPTyero kumaNo ratings yet
- Biomass Fast Pyrolysis: Anthony V. BRIDGWATERDocument29 pagesBiomass Fast Pyrolysis: Anthony V. BRIDGWATERCarlos100% (1)
- PyrolysisDocument7 pagesPyrolysisconfirm@100% (1)
- Biomass Carbonization IntechOpen PDFDocument1 pageBiomass Carbonization IntechOpen PDFaainaaaaaNo ratings yet
- Hydrogen Production, Storage & Safety GuideDocument9 pagesHydrogen Production, Storage & Safety Guidearunji76884No ratings yet
- BioEner 4-2 Biomassa-EnDocument140 pagesBioEner 4-2 Biomassa-EnL RockNo ratings yet
- Tar Composition Shifts at Higher Temperatures in Biomass GasificationDocument9 pagesTar Composition Shifts at Higher Temperatures in Biomass GasificationSyed Waheed Ul HasanNo ratings yet
- Gasification Is A Process That ConvertsDocument2 pagesGasification Is A Process That ConvertsAshish RajakNo ratings yet
- Hydrogen Production From BiomassDocument24 pagesHydrogen Production From BiomassAmey Bodke100% (1)
- Technologies Bio-OilDocument2 pagesTechnologies Bio-OilPappuRamaSubramaniamNo ratings yet
- Water gas: production, uses, typesDocument2 pagesWater gas: production, uses, typesHammad AshrafNo ratings yet
- Process Description Alphakat Update Dec 2010Document20 pagesProcess Description Alphakat Update Dec 2010Son Timur100% (2)
- FLASH PYROLYSIS FOR BIO-OIL PRODUCTIONDocument19 pagesFLASH PYROLYSIS FOR BIO-OIL PRODUCTIONerkiruthiraj100% (1)
- Hydrogen Production From BiomassDocument24 pagesHydrogen Production From BiomassAmey Bodke100% (1)
- Unit 2 WTEDocument15 pagesUnit 2 WTEvarshh001No ratings yet
- AEG Lecture - 3Document6 pagesAEG Lecture - 3maliniguru2003No ratings yet
- Petrochemical Technology: Boä Moân CNCB Daàu Khí, Khoa CNHH, ÑH Baùch Khoa Tp. HCMDocument21 pagesPetrochemical Technology: Boä Moân CNCB Daàu Khí, Khoa CNHH, ÑH Baùch Khoa Tp. HCMviettiennguyenNo ratings yet
- Biomass Gasification: A 40-CharacterDocument3 pagesBiomass Gasification: A 40-CharacterLovely SinghNo ratings yet
- Pyrolysis: Biochar (BC) ProductionDocument7 pagesPyrolysis: Biochar (BC) ProductionrohithNo ratings yet
- Thermal Conversion of Biomass, Pyrolysis and Gasification: A ReviewDocument11 pagesThermal Conversion of Biomass, Pyrolysis and Gasification: A ReviewBlahNo ratings yet
- H2 ProductionDocument43 pagesH2 Productionnouman khanNo ratings yet
- Petrochemistry: Instructor: DAO THI KIM THOADocument25 pagesPetrochemistry: Instructor: DAO THI KIM THOASong Nguyên NguyễnNo ratings yet
- BIOMAS TORREFACTION PROCESSDocument5 pagesBIOMAS TORREFACTION PROCESScristian grigorasenco100% (1)
- Waste To EnergyDocument25 pagesWaste To EnergySuzette Sabido100% (2)
- Biomass Behavior Upon FastDocument13 pagesBiomass Behavior Upon FastMd Ibrahim KhalilNo ratings yet
- Lecture9 - Hydrogen Generation Unit (HGU)Document3 pagesLecture9 - Hydrogen Generation Unit (HGU)Bipradeep GhoshNo ratings yet
- Hydrogen ProductionDocument26 pagesHydrogen Productionsorincarmen88No ratings yet
- Franz Fischer Hans Tropsch 1923 1925Document31 pagesFranz Fischer Hans Tropsch 1923 1925Jayakaran PachiyappanNo ratings yet
- Thermal CrackingDocument6 pagesThermal CrackingShashank SrivastavaNo ratings yet
- Waste To EnergyDocument25 pagesWaste To EnergyDeepak Agarwal100% (1)
- Combustion Fundamental PDFDocument33 pagesCombustion Fundamental PDFmahreza189No ratings yet
- 4-Hydrogen Production-19-Jul-2019Material - I - 19-Jul-2019 - Hydrogen - Properties - and - ProductionDocument44 pages4-Hydrogen Production-19-Jul-2019Material - I - 19-Jul-2019 - Hydrogen - Properties - and - ProductionPrabhu Sumanth NaiduNo ratings yet
- 48eda995-3a03-4fd8-bd51-05232968490fDocument16 pages48eda995-3a03-4fd8-bd51-05232968490fDHe Vic'zNo ratings yet
- Processes: Process Intensification Via Membrane Reactors, The DEMCAMER ProjectDocument26 pagesProcesses: Process Intensification Via Membrane Reactors, The DEMCAMER ProjectDHe Vic'zNo ratings yet
- Citation 282736771Document1 pageCitation 282736771DHe Vic'zNo ratings yet
- HKRGDocument1 pageHKRGDHe Vic'zNo ratings yet
- WebDocument1 pageWebDHe Vic'zNo ratings yet
- Evap BseqDocument1 pageEvap BseqDHe Vic'zNo ratings yet
- (ENG) Narasi Deskripsi Proses+utiltas Air Dan UdaraDocument2 pages(ENG) Narasi Deskripsi Proses+utiltas Air Dan UdaraDHe Vic'zNo ratings yet
- Citation 282736771Document1 pageCitation 282736771DHe Vic'zNo ratings yet
- Evap BseqDocument1 pageEvap BseqDHe Vic'zNo ratings yet
- Energy Audit of A Fiberboard Drying Production Line Using Simprosys SoftwareDocument17 pagesEnergy Audit of A Fiberboard Drying Production Line Using Simprosys SoftwareDHe Vic'zNo ratings yet
- Jan Dara Pathommabot (2012) BRRip 720p x264 (Eng Sub) (Thai AC3 5.1) - Prisak (HKRG) .MKVDocument4 pagesJan Dara Pathommabot (2012) BRRip 720p x264 (Eng Sub) (Thai AC3 5.1) - Prisak (HKRG) .MKVDHe Vic'zNo ratings yet
- Poultry FeedDocument27 pagesPoultry FeedVijay Prakash100% (1)
- Pengendalian Proses EvaporasiDocument3 pagesPengendalian Proses EvaporasiDHe Vic'zNo ratings yet
- Thesis FulltextDocument216 pagesThesis Fulltextjcrodriguez83No ratings yet
- Ethyl Di ChlorideDocument98 pagesEthyl Di ChlorideEslam RezkNo ratings yet
- Design Plant-Wide Control To Waste Heat Recovery Generation On Cement Industry Based HYSYSDocument9 pagesDesign Plant-Wide Control To Waste Heat Recovery Generation On Cement Industry Based HYSYSDHe Vic'zNo ratings yet
- Transfer Function Block DiagramDocument8 pagesTransfer Function Block DiagramEngr Syed Masood HusainNo ratings yet
- 8 Gasification Pyrolysis CombustionRevisedDocument8 pages8 Gasification Pyrolysis CombustionRevisedDHe Vic'zNo ratings yet
- 214.8 (ARp) PDFDocument12 pages214.8 (ARp) PDFDHe Vic'zNo ratings yet
- ISOBUTYLENE SYNTHESIS FROM SLURRY AND TRICKLE BED REACTORSDocument5 pagesISOBUTYLENE SYNTHESIS FROM SLURRY AND TRICKLE BED REACTORSDHe Vic'zNo ratings yet
- Volume Air Sampel Volume EDTA (ML) Co (PPM)Document6 pagesVolume Air Sampel Volume EDTA (ML) Co (PPM)DHe Vic'zNo ratings yet
- Bizarre Love TrangleDocument4 pagesBizarre Love TrangleDHe Vic'zNo ratings yet
- Modul 6Document2 pagesModul 6DHe Vic'zNo ratings yet
- Programming AdsorpsiDocument2 pagesProgramming AdsorpsiDHe Vic'zNo ratings yet
- Perhitungan Modul 3 AINKDocument10 pagesPerhitungan Modul 3 AINKDHe Vic'zNo ratings yet
- E-00331 Vigon SDS US EnglishDocument9 pagesE-00331 Vigon SDS US EnglishDHe Vic'zNo ratings yet
- Literatur Modul2Document1 pageLiteratur Modul2DHe Vic'zNo ratings yet
- Bracketing MethodsDocument6 pagesBracketing MethodsDHe Vic'zNo ratings yet
- ENGR MA 5 MachineElementsPowerPointDocument7 pagesENGR MA 5 MachineElementsPowerPointDHe Vic'zNo ratings yet
- Definition: Origin of ChargesDocument5 pagesDefinition: Origin of ChargesDavies MasumbaNo ratings yet
- Xampler HFDocument8 pagesXampler HFAnil ReddyNo ratings yet
- Electrochemical Properties of Thin Li4Mn5O12 Electrode On Li1.5Al0.5Ge1.5 (PO4) 3 Solid ElectrolyteDocument5 pagesElectrochemical Properties of Thin Li4Mn5O12 Electrode On Li1.5Al0.5Ge1.5 (PO4) 3 Solid ElectrolyteSEP-PublisherNo ratings yet
- IntroductionDocument11 pagesIntroductionImdad JalaliNo ratings yet
- 301 Lab2Document9 pages301 Lab2Ryan BaleNo ratings yet
- 41471909199Document2 pages41471909199shivraj SonkarNo ratings yet
- Mechanical EngineeringDocument23 pagesMechanical EngineeringAditya ShindeNo ratings yet
- Curriculum Vitae: Dr. Syed Sibte Asghar AbidiDocument5 pagesCurriculum Vitae: Dr. Syed Sibte Asghar AbidiDesh BhaktNo ratings yet
- Data XRF ST14Document78 pagesData XRF ST14Achmad Nabil ZulfaqarNo ratings yet
- The Effects of Rotary Kiln Operating Conditions and Design On Burden Heating Rates As Determined by A Mathematical Model of Rotary Kiln Heat Transfer PDFDocument9 pagesThe Effects of Rotary Kiln Operating Conditions and Design On Burden Heating Rates As Determined by A Mathematical Model of Rotary Kiln Heat Transfer PDFSHRAVAN KUMARNo ratings yet
- Topic 2 SimpleDistillationDocument52 pagesTopic 2 SimpleDistillationJA NableNo ratings yet
- Agbo 2023 IOP Conf. Ser. Earth Environ. Sci. 1178 012019Document10 pagesAgbo 2023 IOP Conf. Ser. Earth Environ. Sci. 1178 012019Agbo sundayNo ratings yet
- DP Chem Unit 3 PerodicityDocument5 pagesDP Chem Unit 3 PerodicityPatrick AbidraNo ratings yet
- Chapter - 9 Mechanical Properties of SolidsDocument19 pagesChapter - 9 Mechanical Properties of SolidsTilahun ArfichoNo ratings yet
- Chapter 6 Explosives and ExplosionsDocument9 pagesChapter 6 Explosives and ExplosionsCHRISTIAN PAHAYAHAY D.No ratings yet
- Fortnightly Sub Test-1A (C-9) Phase-I - Science (14-05-2021)Document4 pagesFortnightly Sub Test-1A (C-9) Phase-I - Science (14-05-2021)I AM KIM TAEHYUNG50% (2)
- Lesson 4 - Coagulation and FlocculationDocument11 pagesLesson 4 - Coagulation and FlocculationZar ChiNo ratings yet
- 2017 - Product Specification - RZBC (JUXIAN) - CAADocument1 page2017 - Product Specification - RZBC (JUXIAN) - CAAediasianagri100% (1)
- 02 Diffusivity - PPT (Read Only)Document20 pages02 Diffusivity - PPT (Read Only)dxdiag97No ratings yet
- Corrosion On BoilersDocument105 pagesCorrosion On BoilersPlínio Silveira100% (1)
- Aim Is To Investigate Foaming Capacity of Different Washing Soap and Effect of Addition of Sodium Carbonate On ThemDocument3 pagesAim Is To Investigate Foaming Capacity of Different Washing Soap and Effect of Addition of Sodium Carbonate On ThemSachin SoniNo ratings yet
- Mariner 910 S - ENGDocument2 pagesMariner 910 S - ENGNindi Widia Devi RahmasariNo ratings yet
- Bpharmacy 1 Sem Pharmaceutics 1 Set P 2018Document3 pagesBpharmacy 1 Sem Pharmaceutics 1 Set P 2018Mandlik PritiNo ratings yet
- Contour MAP: GROUP 8 (Pasilbas, Yongco, Hepgano, Cajes, Frondozo)Document22 pagesContour MAP: GROUP 8 (Pasilbas, Yongco, Hepgano, Cajes, Frondozo)Virgilio Velasco IIINo ratings yet
- Galvanic Test Panels For Accelerated Corrosion Testing of Coated Al Alloys: Part 2-Measurement of Galvanic InteractionDocument13 pagesGalvanic Test Panels For Accelerated Corrosion Testing of Coated Al Alloys: Part 2-Measurement of Galvanic InteractionwhathNo ratings yet
- Storage of Bulk Solids Lec On 23-08-2021Document17 pagesStorage of Bulk Solids Lec On 23-08-2021Subhajit BagNo ratings yet
- Electrodo de Ignicion Westwood 50Document120 pagesElectrodo de Ignicion Westwood 50RichardNo ratings yet
- Mark Scheme (Results) January 2022Document22 pagesMark Scheme (Results) January 2022Rose RamisaNo ratings yet
- En 13237-2003 Terms and Definitions For Equipment and Protective Systems Intended For Use in Potentially Explosive AtmospheresDocument26 pagesEn 13237-2003 Terms and Definitions For Equipment and Protective Systems Intended For Use in Potentially Explosive AtmospheresGargiulo AnitaNo ratings yet