You might also like
- Highly Efficient Methods for Sulfur Vulcanization Techniques, Results and Implications: Selection and Management of Rubber CurativesFrom EverandHighly Efficient Methods for Sulfur Vulcanization Techniques, Results and Implications: Selection and Management of Rubber CurativesNo ratings yet
- Research Article: Characterization, Acid Activation, and Bleaching Performance of Ibeshe Clay, Lagos, NigeriaDocument6 pagesResearch Article: Characterization, Acid Activation, and Bleaching Performance of Ibeshe Clay, Lagos, NigeriarmburraNo ratings yet
- Chemical Engineering Journal: Dariush Mowla, Gholamreza Karimi, Kobra SalehiDocument10 pagesChemical Engineering Journal: Dariush Mowla, Gholamreza Karimi, Kobra SalehiAdelina96No ratings yet
- SPE 160847 Enhanced Oil Recovery Using NanoparticlesDocument24 pagesSPE 160847 Enhanced Oil Recovery Using NanoparticlesRoberto G. SilvaNo ratings yet
- IJETR033484Document7 pagesIJETR033484erpublicationNo ratings yet
- Enhanced Oil Recovery Using NanoparticlesDocument9 pagesEnhanced Oil Recovery Using NanoparticlesAbdul Sattar Al-MalikiNo ratings yet
- Jurnal PenelitianDocument10 pagesJurnal PenelitianHelmi BaharNo ratings yet
- Mohamed Abrahim XDocument11 pagesMohamed Abrahim XwireddigitalNo ratings yet
- A Review of Crude Oil Recovery Methods From Petroleum SludgeDocument11 pagesA Review of Crude Oil Recovery Methods From Petroleum SludgekshamsuriNo ratings yet
- Adsorptive Desulfurization of Kerosene ADocument7 pagesAdsorptive Desulfurization of Kerosene ATahaNo ratings yet
- Sharma 2018Document13 pagesSharma 2018Suelem SáNo ratings yet
- Metals 10 00912 v2Document10 pagesMetals 10 00912 v2jesus bernal fernandezNo ratings yet
- Nandwani 2017Document37 pagesNandwani 2017Alondra Guadalupe Escobar VillanuevaNo ratings yet
- Removal of Fe and Cu Ions From Patchouli Essential Oil Using ZnCl2-Activated Carbon Adsorbent Modified With AmmoniaDocument7 pagesRemoval of Fe and Cu Ions From Patchouli Essential Oil Using ZnCl2-Activated Carbon Adsorbent Modified With AmmoniaInternational Organization of Scientific Research (IOSR)No ratings yet
- Amansea Clay JournalDocument20 pagesAmansea Clay Journalcn.nwekeNo ratings yet
- Porous Materials For Oil Spill Cleanup: A Review of Synthesis and Absorbing PropertiesDocument12 pagesPorous Materials For Oil Spill Cleanup: A Review of Synthesis and Absorbing PropertiesAJAY KUMAR MAHAKUDNo ratings yet
- Treatment of Automobile Service Station Wastewater by Coagulation and Activated Sludge ProcessDocument6 pagesTreatment of Automobile Service Station Wastewater by Coagulation and Activated Sludge ProcessAbd RahmanNo ratings yet
- Energy Optimization and Performance Improvement For Crude Distillation Unit Using Pre Flash SystemDocument13 pagesEnergy Optimization and Performance Improvement For Crude Distillation Unit Using Pre Flash SystemVAIBHAV FACHARANo ratings yet
- Research Article: Characterization, Acid Activation, and Bleaching Performance of Ibeshe Clay, Lagos, NigeriaDocument6 pagesResearch Article: Characterization, Acid Activation, and Bleaching Performance of Ibeshe Clay, Lagos, Nigeriagetahun esubalewNo ratings yet
- Hydrotreating of Waste Lube Oil by Rejuvenated SpeDocument8 pagesHydrotreating of Waste Lube Oil by Rejuvenated SpeAli AliNo ratings yet
- 4373 - DR Published Research AbsractsDocument10 pages4373 - DR Published Research AbsractsSalah OsmanNo ratings yet
- Chang Mai 2018Document39 pagesChang Mai 2018Debi Anggun SariNo ratings yet
- Coagulation/Flocculation Process For Produced Water TreatmentDocument5 pagesCoagulation/Flocculation Process For Produced Water TreatmentblondtumbalaNo ratings yet
- Synthesis of Magnetic Nanoparticles and Nanosheets For Oil Spill RemovalDocument12 pagesSynthesis of Magnetic Nanoparticles and Nanosheets For Oil Spill RemovaldaveNo ratings yet
- Vol7no3 2Document4 pagesVol7no3 2Dyah Ratri RahadiniNo ratings yet
- Recuperqcion de Molibdenita Con Aceite AglomeranteDocument7 pagesRecuperqcion de Molibdenita Con Aceite AglomeranteGema EscobedoNo ratings yet
- Oil Spill Cleanup From Sea Water by Sorbent MaterialsDocument4 pagesOil Spill Cleanup From Sea Water by Sorbent Materialsntson57No ratings yet
- Mechanistic Study of Nanoparticles-Assisted XanthaDocument7 pagesMechanistic Study of Nanoparticles-Assisted XanthaAbooNo ratings yet
- Performance of Palm Shell Activated Carbon As An Alternative Adsorbent For Reclamation of Used Transformer OilDocument7 pagesPerformance of Palm Shell Activated Carbon As An Alternative Adsorbent For Reclamation of Used Transformer OilSharin Bin Ab GhaniNo ratings yet
- Hydrotreating of Waste Lube Oil by Rejuvenated Spent Hydrotreating CatalystDocument8 pagesHydrotreating of Waste Lube Oil by Rejuvenated Spent Hydrotreating CatalystBraian SequeiraNo ratings yet
- Separation and Purification Technology: Seyyedali Mirshahghassemi, Armin D. Ebner, Bo Cai, Jamie R. LeadDocument7 pagesSeparation and Purification Technology: Seyyedali Mirshahghassemi, Armin D. Ebner, Bo Cai, Jamie R. LeadYasmin FernandesNo ratings yet
- Fuel Processing Technology: Jun Wang, Tian-Lu Liu, Qun-Xing Huang, Zeng-Yi Ma, Yong Chi, Jian-Hua YanDocument7 pagesFuel Processing Technology: Jun Wang, Tian-Lu Liu, Qun-Xing Huang, Zeng-Yi Ma, Yong Chi, Jian-Hua YanIulia StanciuNo ratings yet
- Chestnut Oak Shells Activated CarbonDocument41 pagesChestnut Oak Shells Activated CarbonVũ Văn NguyênNo ratings yet
- Catalyst in Refining PetrochemicalsDocument5 pagesCatalyst in Refining PetrochemicalsgshdavidNo ratings yet
- Improving Light Olefins and Light Oil Production Using Ru/MCM-48 in Catalytic Pyrolysis of Waste TireDocument7 pagesImproving Light Olefins and Light Oil Production Using Ru/MCM-48 in Catalytic Pyrolysis of Waste TireGuna SeelanNo ratings yet
- Activation of Spent Bleaching Earth For Dehumidification ApplicationDocument8 pagesActivation of Spent Bleaching Earth For Dehumidification ApplicationWorld-Academic JournalNo ratings yet
- Effective and Sustainable Adsorbent Materials For Oil Spill Cleanup Based On A Multistage Desalination ProcessDocument12 pagesEffective and Sustainable Adsorbent Materials For Oil Spill Cleanup Based On A Multistage Desalination Processحيدر عبدالمجيد كاظمNo ratings yet
- Marafi 2007 - A Preliminary Process Design and Economic Assessment of A Catalyst Rejuvenation Process For Waste Disposal of Refinery Spent CatalystsDocument17 pagesMarafi 2007 - A Preliminary Process Design and Economic Assessment of A Catalyst Rejuvenation Process For Waste Disposal of Refinery Spent Catalystsapi-3775048No ratings yet
- Characterization of The Sludge Deposits in Crude Oil Storage TanksDocument9 pagesCharacterization of The Sludge Deposits in Crude Oil Storage TanksAltif AboodNo ratings yet
- Wang 2012Document7 pagesWang 2012LogamalarNo ratings yet
- Parametros Del Proceso de Optimizacion para El Proceso de Aglomeracion Carbón Aceite Usando Aceites RecolectadosDocument10 pagesParametros Del Proceso de Optimizacion para El Proceso de Aglomeracion Carbón Aceite Usando Aceites RecolectadosGema EscobedoNo ratings yet
- Factor Affecting Microwave Assisted Preparation ofDocument11 pagesFactor Affecting Microwave Assisted Preparation ofeva reysitaNo ratings yet
- Riyanto 2018 IOP Conf. Ser. Mater. Sci. Eng. 349 012054Document7 pagesRiyanto 2018 IOP Conf. Ser. Mater. Sci. Eng. 349 012054FreedhondaNo ratings yet
- IJETR021878Document7 pagesIJETR021878erpublicationNo ratings yet
- Tyre Pyrolysis by Using Nano Catalyst ToDocument6 pagesTyre Pyrolysis by Using Nano Catalyst ToSaif Khan MubinNo ratings yet
- Comparative Sorption Efficiency Study Through Continuous Flow Method For Machining Waste WaterDocument4 pagesComparative Sorption Efficiency Study Through Continuous Flow Method For Machining Waste WatererpublicationNo ratings yet
- Canola OilDocument9 pagesCanola OilAnonymous JMuM0E5YONo ratings yet
- Filtration of Oil From Oily Wastewater Via Hydrophobic Modi Fied Quartz Sand Filter MediumDocument9 pagesFiltration of Oil From Oily Wastewater Via Hydrophobic Modi Fied Quartz Sand Filter MediumIlmal YaqinNo ratings yet
- 10 1 1 637 8325 PDFDocument5 pages10 1 1 637 8325 PDFGovind ChaudharyNo ratings yet
- Hydrotreating and Hydrocracking CatalystDocument4 pagesHydrotreating and Hydrocracking CatalystcmineliandreeaNo ratings yet
- Continuous Pyrolysis Technology For Oily Sludge Treatment in The Chain-Slap ConveyorsDocument10 pagesContinuous Pyrolysis Technology For Oily Sludge Treatment in The Chain-Slap ConveyorsKanthan DevanNo ratings yet
- Chunjiang An, Siqi Yang, Guohe Huang, Shan Zhao, Peng Zhang, Yao YaoDocument8 pagesChunjiang An, Siqi Yang, Guohe Huang, Shan Zhao, Peng Zhang, Yao YaoMayursinh SolankiNo ratings yet
- Utilization of Waste Freshwater Mussel Shell As An Economic Catalyst For Biodiesel ProductionDocument9 pagesUtilization of Waste Freshwater Mussel Shell As An Economic Catalyst For Biodiesel ProductionDarshak SakhreliyaNo ratings yet
- Fabrication and Adsorption Properties of Hybrid Fly Ash Composites - ScienceDirectDocument21 pagesFabrication and Adsorption Properties of Hybrid Fly Ash Composites - ScienceDirectmaryammsazeemNo ratings yet
- Mohammad Zargartalebi, Riyaz Kharrat, Nasim Barati: HighlightsDocument7 pagesMohammad Zargartalebi, Riyaz Kharrat, Nasim Barati: HighlightsNeetish Kumar MauryaNo ratings yet
- Cracking of Waste Engine Oil in Presence of Cobalt OxalateDocument4 pagesCracking of Waste Engine Oil in Presence of Cobalt OxalateAshok RathodNo ratings yet
- Rice Husk Ash Extraction With Organic Acid Leaching As The Pra-Treatment of Green Silica Production For Sustainable Industry PurposeDocument7 pagesRice Husk Ash Extraction With Organic Acid Leaching As The Pra-Treatment of Green Silica Production For Sustainable Industry PurposeInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Coaliscer MediaDocument5 pagesCoaliscer MediaHedi Ben MohamedNo ratings yet
- 2016 Al-Bahry Article - PotentialInHeavyOilBiodegradatDocument13 pages2016 Al-Bahry Article - PotentialInHeavyOilBiodegradatFaqiangNo ratings yet
- 10 1016@j Fuproc 2005 08 001Document6 pages10 1016@j Fuproc 2005 08 001Bambang Sardi SardiNo ratings yet
- Engineering Journal A Professional PID Implemented Using A Non-Singleton Type-1 Fuzzy Logic System To Control A Stepper MotorDocument8 pagesEngineering Journal A Professional PID Implemented Using A Non-Singleton Type-1 Fuzzy Logic System To Control A Stepper MotorEngineering JournalNo ratings yet
- Engineering Journal Strategic and Operational Scope of Foreign Subsidiary UnitsDocument11 pagesEngineering Journal Strategic and Operational Scope of Foreign Subsidiary UnitsEngineering JournalNo ratings yet
- Engineering Journal Estimation of Rolling-Contact Bearings Operational Properties by Electrical Probe MethodDocument7 pagesEngineering Journal Estimation of Rolling-Contact Bearings Operational Properties by Electrical Probe MethodEngineering JournalNo ratings yet
- Engineering Journal Controller Design For Nonlinear Networked Control Systems With Random Data Packet DropoutDocument6 pagesEngineering Journal Controller Design For Nonlinear Networked Control Systems With Random Data Packet DropoutEngineering JournalNo ratings yet
- Engineering Journal Alteration of Pelvic Floor Biometry in Different Modes of DeliveryDocument7 pagesEngineering Journal Alteration of Pelvic Floor Biometry in Different Modes of DeliveryEngineering JournalNo ratings yet
- Engineering Journal A Silicon-Containing Polytriazole Resin With Long Storage TimeDocument9 pagesEngineering Journal A Silicon-Containing Polytriazole Resin With Long Storage TimeEngineering JournalNo ratings yet
- Engineering Journal Securing of Elderly Houses in Term of Elderly's Vision DisordersDocument10 pagesEngineering Journal Securing of Elderly Houses in Term of Elderly's Vision DisordersEngineering JournalNo ratings yet
- Engineering Journal Quality Evaluation of Entrepreneur Education On Graduate Students Based On AHP-fuzzy Comprehensive Evaluation ApproachDocument6 pagesEngineering Journal Quality Evaluation of Entrepreneur Education On Graduate Students Based On AHP-fuzzy Comprehensive Evaluation ApproachEngineering JournalNo ratings yet
- Engineering Journal Sentiment Analysis Methodology of Twitter Data With An Application On Hajj SeasonDocument6 pagesEngineering Journal Sentiment Analysis Methodology of Twitter Data With An Application On Hajj SeasonEngineering JournalNo ratings yet
- Engineering Journal Estimation of Global Solar Radiation Using Artificial Neural Network in Kathmandu, NepalDocument9 pagesEngineering Journal Estimation of Global Solar Radiation Using Artificial Neural Network in Kathmandu, NepalEngineering JournalNo ratings yet
- Engineering Journal Optimal Power Flow Analysis of IEEE-30 Bus System Using Genetic Algorithm TechniquesDocument5 pagesEngineering Journal Optimal Power Flow Analysis of IEEE-30 Bus System Using Genetic Algorithm TechniquesEngineering Journal0% (1)
- Engineering Journal Mortar of Lime and Natural Cement For The Restoration of Built Cultural HeritageDocument3 pagesEngineering Journal Mortar of Lime and Natural Cement For The Restoration of Built Cultural HeritageEngineering JournalNo ratings yet
- Engineering Journal The Effects of Individualized Physical Rehabilitation ProgramDocument7 pagesEngineering Journal The Effects of Individualized Physical Rehabilitation ProgramEngineering JournalNo ratings yet
- Engineering Journal Solving Complex Fuzzy Linear System of Equations by Using QR-Decomposition MethodDocument10 pagesEngineering Journal Solving Complex Fuzzy Linear System of Equations by Using QR-Decomposition MethodEngineering JournalNo ratings yet
- People Soft Bundle Release Note 9 Bundle9Document29 pagesPeople Soft Bundle Release Note 9 Bundle9rajiv_xguysNo ratings yet
- Ultrasound Quiz 1Document9 pagesUltrasound Quiz 1saleemut3No ratings yet
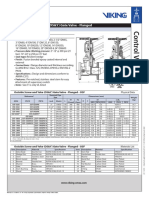
- Outside Screw and Yoke (OS&Y) Gate Valve - Flanged: Technical FeaturesDocument2 pagesOutside Screw and Yoke (OS&Y) Gate Valve - Flanged: Technical FeaturesMark Louie GuintoNo ratings yet
- Dimitrios Iliadelis - Effect of Deep Excavation On An Adjacent Pile FoundationDocument77 pagesDimitrios Iliadelis - Effect of Deep Excavation On An Adjacent Pile Foundationmateus456No ratings yet
- Mole Reactions and Stoichiometry MultipleDocument25 pagesMole Reactions and Stoichiometry MultiplelinaNo ratings yet
- All Over India Company DataDocument32 pagesAll Over India Company DataViren PatelNo ratings yet
- 80010360Document2 pages80010360mdisicNo ratings yet
- Education Abbreviation by AffairsCloudDocument6 pagesEducation Abbreviation by AffairsCloudgsaijanardhanNo ratings yet
- Single Col - Tank-2013Document35 pagesSingle Col - Tank-2013Hgagselim SelimNo ratings yet
- Career Cluster SurveyDocument6 pagesCareer Cluster Surveydaaiyahnaim100% (1)
- Chrony Beta and GammaDocument36 pagesChrony Beta and GammaÁdám MajorNo ratings yet
- Epi Gear 1 PDFDocument21 pagesEpi Gear 1 PDFTrevaughn ParkinsonNo ratings yet
- Imp For As400Document21 pagesImp For As400Dinesh ChaudhariNo ratings yet
- Home Automation Control System Using DTMFDocument25 pagesHome Automation Control System Using DTMFengaydiNo ratings yet
- 02 - Student Lesson 2 Pile Driving SystemDocument91 pages02 - Student Lesson 2 Pile Driving SystemdannyzuanNo ratings yet
- Chap 8 Mechnical Properties of MetalDocument41 pagesChap 8 Mechnical Properties of MetalAhmad Fakhrie Shah0% (1)
- Msi ms-7222 Rev 3.0 SCH PDFDocument30 pagesMsi ms-7222 Rev 3.0 SCH PDFRodney RibeiroNo ratings yet
- Lube-Tech: Lubricants For Wind TurbinesDocument6 pagesLube-Tech: Lubricants For Wind TurbinesMC ANo ratings yet
- Method Statement UnitizedDocument22 pagesMethod Statement Unitizedifeanyi EmmanuelNo ratings yet
- Pavement Evaluation and Overlay Des - DR MSA - LatestDocument103 pagesPavement Evaluation and Overlay Des - DR MSA - LatestSreedhar BhuduruNo ratings yet
- Variable Displacements Axial Piston Pumps: Edition: 06/06.2020 Replaces: MVP 05 T ADocument72 pagesVariable Displacements Axial Piston Pumps: Edition: 06/06.2020 Replaces: MVP 05 T ARidha AbbassiNo ratings yet
- Software Hardware ListDocument2 pagesSoftware Hardware ListjackNo ratings yet
- 462116-01 AA - 1510 Excel ESI Command Codes Addendum - 10 Feb 2009Document103 pages462116-01 AA - 1510 Excel ESI Command Codes Addendum - 10 Feb 2009quyenducqdc100% (1)
- Entreprise Programming Lab - Skill WorkbookV1.0Document198 pagesEntreprise Programming Lab - Skill WorkbookV1.0Dhanush Parasa40% (5)
- nRF24LU1 - NordicDocument187 pagesnRF24LU1 - NordicEdward SURIELNo ratings yet
- Kohler 14 20 RES Parts Manual TP 6806 2016 06Document76 pagesKohler 14 20 RES Parts Manual TP 6806 2016 06peleniusNo ratings yet
- ctc-189 Answerbook PDFDocument136 pagesctc-189 Answerbook PDFmenosoft100% (1)
- Fracture in Concrete and Reinforced ConcreteDocument23 pagesFracture in Concrete and Reinforced ConcreteNilay GandhiNo ratings yet
- Advanced Techniques in Power System Protective Relaying PDFDocument332 pagesAdvanced Techniques in Power System Protective Relaying PDFshashikant yadavNo ratings yet
- Retrofit of Water Mist Catcher: WMC For L23/30 (H) and L28/32 (H) GensetsDocument2 pagesRetrofit of Water Mist Catcher: WMC For L23/30 (H) and L28/32 (H) GensetsMichael GorobaoNo ratings yet