You might also like
- Tabla de Resistencia de PernosDocument18 pagesTabla de Resistencia de PernosRAFAEL91% (22)
- Revision de Los Procedimientos de Analisis y Diseño de Una Trabe Carril PDFDocument235 pagesRevision de Los Procedimientos de Analisis y Diseño de Una Trabe Carril PDFJdedios Jimenez100% (1)
- Clases de MeteorologiaDocument166 pagesClases de MeteorologiaFrancisco MyersNo ratings yet
- Designacion de Las RoscasDocument15 pagesDesignacion de Las Roscaskaincinhe80% (5)
- Roscas Metricas e InglesasDocument14 pagesRoscas Metricas e InglesasJohan HernandezNo ratings yet
- Caps sch-40Document1 pageCaps sch-40DIEGO TERANNo ratings yet
- Estructuras de perforación y mantenimiento de pozosDocument29 pagesEstructuras de perforación y mantenimiento de pozosGlobal EnergyNo ratings yet
- Pinza YHX: Ensamble general y lista de piezasDocument12 pagesPinza YHX: Ensamble general y lista de piezaslindafioNo ratings yet
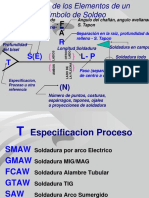
- Simología de Soldadura AWSDocument15 pagesSimología de Soldadura AWSGlicerio ALNo ratings yet
- Ejemplo Red de Aire ComprimidoDocument32 pagesEjemplo Red de Aire ComprimidoluchomnzkuNo ratings yet
- Concentrados EnergeticosDocument10 pagesConcentrados EnergeticosSamuel Prieto100% (4)
- 4ESO - Fis y Qui - IIIDocument108 pages4ESO - Fis y Qui - IIIVillaxx 05No ratings yet
- Manual Mto Bomba API Oh2Document86 pagesManual Mto Bomba API Oh2Carlos Juárez0% (2)
- Cálculo BulonesDocument7 pagesCálculo BulonesGerman DiBaccoNo ratings yet
- Catalogo Tecnico Tornillos Gata 2006Document40 pagesCatalogo Tecnico Tornillos Gata 2006superboy3748No ratings yet
- Tipos de RoscasDocument9 pagesTipos de RoscasAlexis SalasNo ratings yet
- Prueba Fracciones y Número MixtoDocument4 pagesPrueba Fracciones y Número Mixtoanon_696728474No ratings yet
- Manual y Catalogo Del Electricista (Myce) 2020Document950 pagesManual y Catalogo Del Electricista (Myce) 2020lindafioNo ratings yet
- TORNILLOSDocument17 pagesTORNILLOSHeber Llaza AlaNo ratings yet
- 01 Hierro Maleable Cifunsa CatalogoDocument32 pages01 Hierro Maleable Cifunsa CatalogooliviaNo ratings yet
- TornillosDocument42 pagesTornillosAlexis Ace HdzNo ratings yet
- Diseño de tuberías autoportantesDocument10 pagesDiseño de tuberías autoportantesDaniel Morales100% (1)
- Manual de PerforacionDocument456 pagesManual de PerforacionRey Azteca100% (1)
- Listado de Puentes IIRSA NorteDocument1 pageListado de Puentes IIRSA NorteEduardo Mora Lazo100% (1)
- Tipos de PernosDocument35 pagesTipos de Pernosfredy ronaldNo ratings yet
- Manual de Roscas y Conexiones FinalesDocument56 pagesManual de Roscas y Conexiones FinalesAnonymous x8LfOscQNo ratings yet
- Curso Introductorio ANSYSDocument62 pagesCurso Introductorio ANSYSJuan E SotoNo ratings yet
- Manual Andamio Colgante - TDTDocument48 pagesManual Andamio Colgante - TDTlindafio100% (1)
- Integración Con Ecommerce Bancard Compra Simple - Versión 0.3.4Document21 pagesIntegración Con Ecommerce Bancard Compra Simple - Versión 0.3.4Andre Regis DarugnaNo ratings yet
- ArbolesDocument8 pagesArbolesdanilo100% (1)
- Ejercicio de PandeoDocument7 pagesEjercicio de PandeoKevin Jose Orozco PayaresNo ratings yet
- Diseño de Miembros en TensiónDocument48 pagesDiseño de Miembros en TensiónLuis ArmendarizNo ratings yet
- MachosDocument68 pagesMachosEmilio Jose GaliciaNo ratings yet
- Diseño y ensaye de un CRPDocument116 pagesDiseño y ensaye de un CRPSalvador Hernandez100% (1)
- Carros Lineales para Cargas PesadasDocument52 pagesCarros Lineales para Cargas PesadasEldori1988No ratings yet
- Fundamentos Del Diseño de Conexiones 2 PDFDocument58 pagesFundamentos Del Diseño de Conexiones 2 PDFIvan BolañosNo ratings yet
- Hoja Tecnica Ventos ADocument9 pagesHoja Tecnica Ventos ACarlos Luis Esquerdo MarcanoNo ratings yet
- Roscas y Su TalladoDocument13 pagesRoscas y Su Talladohannibal_88No ratings yet
- Tornilos y SujetadoresDocument12 pagesTornilos y SujetadoresNorberto VictoriaNo ratings yet
- Montaje de Tuberias para Supervisores U Operarios de ProduccionDocument36 pagesMontaje de Tuberias para Supervisores U Operarios de ProduccionDavid Carrion RamirezNo ratings yet
- Casillas Maquinas Calculos de TallerDocument322 pagesCasillas Maquinas Calculos de TallermaurimomcadaNo ratings yet
- Soldadura Seccion SimbologiaDocument101 pagesSoldadura Seccion SimbologiaDavid Guzman100% (1)
- Clase 1 - Acero - El AceroDocument12 pagesClase 1 - Acero - El AceromyagaeNo ratings yet
- CAT - Tablas - Roscas NC y NPTDocument40 pagesCAT - Tablas - Roscas NC y NPTjoreorNo ratings yet
- 33 CuadrosDocument87 pages33 CuadrosAnthony SiuNo ratings yet
- Estudio de Analisis Estatico Elemento de IzajeDocument9 pagesEstudio de Analisis Estatico Elemento de IzajeAbel David Zapata ToledoNo ratings yet
- Empaquetado ValvulasDocument11 pagesEmpaquetado ValvulasricpetNo ratings yet
- Los Esfuerzos en La RoscaDocument3 pagesLos Esfuerzos en La RoscaFREDYNo ratings yet
- Conexiones atornilladas y soldadas en estructuras de aceroDocument108 pagesConexiones atornilladas y soldadas en estructuras de aceroJesus FrankNo ratings yet
- Filetages de Raccordement ESDocument1 pageFiletages de Raccordement ESIsaias jose ArroyoNo ratings yet
- 10202S SRB CatalogDocument198 pages10202S SRB CatalogMauricio AyalaNo ratings yet
- Catalogo Buloneria PDFDocument33 pagesCatalogo Buloneria PDFguibian100% (1)
- Propiedades de Las Transmisiones Por CorreaDocument3 pagesPropiedades de Las Transmisiones Por CorreaCarlos Alberto LastraNo ratings yet
- Diseñoii 2Document26 pagesDiseñoii 2Luis ContrerasNo ratings yet
- Catalogo MachoDocument68 pagesCatalogo Machosabes26No ratings yet
- Mid-Western S83 Rock Drill Handbook (Spanish)Document27 pagesMid-Western S83 Rock Drill Handbook (Spanish)Eduardo Jose JohnNo ratings yet
- 11.bomba - Centrifuga - Iso - 2858.pdf SELLO MECÁNICO Y AMPAQUETADURADocument16 pages11.bomba - Centrifuga - Iso - 2858.pdf SELLO MECÁNICO Y AMPAQUETADURAJose EnriqueNo ratings yet
- Algo Sobre TorqueDocument16 pagesAlgo Sobre TorqueJaime Cervantes AguilarNo ratings yet
- Elementos RoscadosDocument50 pagesElementos RoscadosJavier CarvajalNo ratings yet
- Términos de Las Roscas de TornilloDocument5 pagesTérminos de Las Roscas de TornillocarlosNo ratings yet
- Diseño de uniones mediante roscasDocument22 pagesDiseño de uniones mediante roscaslucylmsNo ratings yet
- Diseño de roscas: tipos y especificacionesDocument20 pagesDiseño de roscas: tipos y especificacionescochoNo ratings yet
- Designacion de Las RoscasDocument13 pagesDesignacion de Las RoscasAnonymous hTGKGfJDANo ratings yet
- Pernos 1Document8 pagesPernos 1jimycantrellNo ratings yet
- Designación de Las RoscasDocument5 pagesDesignación de Las RoscashugorubenzNo ratings yet
- Designación de roscas: guía de letras y medidasDocument4 pagesDesignación de roscas: guía de letras y medidasJosé Miguel Bayona SantosNo ratings yet
- Www2.Ing - Puc.cl Icm2312 Apuntes Uniones Rosca2.Html7Document3 pagesWww2.Ing - Puc.cl Icm2312 Apuntes Uniones Rosca2.Html7wsamperNo ratings yet
- Dibujo e Interpretación de RoscasDocument25 pagesDibujo e Interpretación de RoscasSchz AngelaNo ratings yet
- Designación de RoscasDocument5 pagesDesignación de RoscasMasterstratNo ratings yet
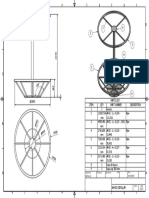
- Planos Del AtizadorDocument1 pagePlanos Del AtizadorlindafioNo ratings yet
- FMT MC 001 - RBDocument66 pagesFMT MC 001 - RBlindafioNo ratings yet
- Nivel de ConocimientosDocument48 pagesNivel de ConocimientoslindafioNo ratings yet
- Contenidoyrecursos ENERO21Document3 pagesContenidoyrecursos ENERO21lindafioNo ratings yet
- Post - PublicadosDocument2 pagesPost - PublicadoslindafioNo ratings yet
- Post 1Document1 pagePost 1lindafioNo ratings yet
- Sno 4003KDocument4 pagesSno 4003KlindafioNo ratings yet
- ANEXO G4 - D2 - Doc - 2 - REV BDocument1 pageANEXO G4 - D2 - Doc - 2 - REV BlindafioNo ratings yet
- Kit de Zocalo SensibleDocument2 pagesKit de Zocalo SensiblelindafioNo ratings yet
- Balance de Costos NatividadDocument2 pagesBalance de Costos NatividadlindafioNo ratings yet
- R32694 Cot 1620833041Document1 pageR32694 Cot 1620833041lindafioNo ratings yet
- Cuarto de Horma RevisionDocument1 pageCuarto de Horma RevisionlindafioNo ratings yet
- Librodeproyectosdearduinostarterkit 151212174250 PDFDocument174 pagesLibrodeproyectosdearduinostarterkit 151212174250 PDFdbarrio2011No ratings yet
- Planos de Banco CircularDocument1 pagePlanos de Banco CircularlindafioNo ratings yet
- Placas de AnclajeDocument43 pagesPlacas de AnclajeJordi VallsNo ratings yet
- Catalogo MG CHILE 2019Document38 pagesCatalogo MG CHILE 2019lindafioNo ratings yet
- COT-00001255 SAN JOSE EngomadoDocument1 pageCOT-00001255 SAN JOSE EngomadolindafioNo ratings yet
- Diseno Por Flexion y Cortante Aisc LRFD Ed 13Document4 pagesDiseno Por Flexion y Cortante Aisc LRFD Ed 13shore5205No ratings yet
- Presentacion de Propuesta para AdornosDocument11 pagesPresentacion de Propuesta para AdornoslindafioNo ratings yet
- Planos de LegoDocument1 pagePlanos de LegolindafioNo ratings yet
- Listado de Partes Open TopDocument1 pageListado de Partes Open ToplindafioNo ratings yet
- PEDESTAL GABINETE TOTEM DZ10530034X-ModelDocument1 pagePEDESTAL GABINETE TOTEM DZ10530034X-ModellindafioNo ratings yet
- 37.6366-ES - TCM - 87-133511QD PARA POLEASDocument34 pages37.6366-ES - TCM - 87-133511QD PARA POLEASMoises CruzNo ratings yet
- Mantenimiento Al Transportado 1608 (Informe Bimbo)Document5 pagesMantenimiento Al Transportado 1608 (Informe Bimbo)lindafioNo ratings yet
- Marco de Diseño Cierre PerimetralDocument12 pagesMarco de Diseño Cierre PerimetrallindafioNo ratings yet
- Pano ArquitectonicoDocument1 pagePano ArquitectonicolindafioNo ratings yet
- Cierres Perimetrales 3DDocument7 pagesCierres Perimetrales 3DlindafioNo ratings yet
- Medidas de Tendencia CentralDocument28 pagesMedidas de Tendencia CentralEduardo Andres Godoy NuñezNo ratings yet
- Rad 147Document23 pagesRad 147popoyoNo ratings yet
- Galvanometro Tangente PDFDocument9 pagesGalvanometro Tangente PDFDouglas Victorio Irineo Zegarrundo TorricoNo ratings yet
- Vocabulario Tecnico de Tecnología Del ConcretoDocument12 pagesVocabulario Tecnico de Tecnología Del ConcretoPedro MonroyNo ratings yet
- Informe de Prótesis TotalDocument23 pagesInforme de Prótesis TotalFernando FretelNo ratings yet
- PRACTICA 12 Cardenas FiltracionDocument9 pagesPRACTICA 12 Cardenas FiltracionVictor FloresNo ratings yet
- Primer VolumenDocument541 pagesPrimer VolumenMara MarucaNo ratings yet
- Taller Sistema BinarioDocument7 pagesTaller Sistema BinarioOrtiz KarenNo ratings yet
- Medidores ResidencialesDocument5 pagesMedidores ResidencialesEduardo Sanchez ParritaNo ratings yet
- Equipos de Ventilación y DesagueDocument4 pagesEquipos de Ventilación y DesaguenicolasNo ratings yet
- 00062250Document53 pages00062250huaycaNo ratings yet
- Trabajo Preparatorio1 p2 Tipan Karen Simba EdwinDocument15 pagesTrabajo Preparatorio1 p2 Tipan Karen Simba EdwinUn Pendejo MasNo ratings yet
- Ficha Tecnica Sky Elite-50tDocument1 pageFicha Tecnica Sky Elite-50tEverth PauroNo ratings yet
- Sanchez-Alexis - Tipos de InvestigaciónDocument1 pageSanchez-Alexis - Tipos de InvestigaciónAlexis Sánchez MesaNo ratings yet
- Método de integración por partes y fórmulas de reducciónDocument10 pagesMétodo de integración por partes y fórmulas de reducciónfmm124No ratings yet
- Química Semana 01Document15 pagesQuímica Semana 01Michael BarrantesNo ratings yet
- II Espacios VectorialesDocument18 pagesII Espacios VectorialesKono Aliaga SilvaNo ratings yet
- Cot GMX GLP 027Document6 pagesCot GMX GLP 027Raul rueda tembreNo ratings yet
- SD Dibujo Tecnico Normalizacion ActDocument123 pagesSD Dibujo Tecnico Normalizacion Actjrpuente0% (1)
- GRUPO 4 Informe Electrosíntesis de Hipoclorito de SodioDocument15 pagesGRUPO 4 Informe Electrosíntesis de Hipoclorito de SodioENOC ISAIAS ROSALES VERASTEGUINo ratings yet
- Universidad Nacional de Trujillo: Facultad de Ingeniería Programa de Ingeniería MecatrónicaDocument9 pagesUniversidad Nacional de Trujillo: Facultad de Ingeniería Programa de Ingeniería Mecatrónicafernando rodriguezNo ratings yet
- GUÍA PRÁCTICA #13 Grupo 2Document3 pagesGUÍA PRÁCTICA #13 Grupo 2Maycol yoel Delgado hurtadoNo ratings yet
- Multiplicar factores iguales para hallar volúmenes de cubosDocument8 pagesMultiplicar factores iguales para hallar volúmenes de cubosEloisa Del Aguila VasquezNo ratings yet