You might also like
- E642-91 (2014) Standard Practice For DeterminingDocument5 pagesE642-91 (2014) Standard Practice For Determiningmercab15No ratings yet
- E652-91 (2009) Standard Test Method For NonresDocument4 pagesE652-91 (2009) Standard Test Method For Nonresmercab15No ratings yet
- E653-91 (2009) Standard Test Method For EffectivenesDocument5 pagesE653-91 (2009) Standard Test Method For Effectivenesmercab15No ratings yet
- D705-99 (2012) Standard Specification For Urea-Formaldehyde Molding CompoundsDocument2 pagesD705-99 (2012) Standard Specification For Urea-Formaldehyde Molding Compoundsmercab15No ratings yet
- E550-87 (2014) Standard Guide For Preparing GranularDocument2 pagesE550-87 (2014) Standard Guide For Preparing Granularmercab15No ratings yet
- E609-15a Standard Terminology Relating To PesticidesDocument2 pagesE609-15a Standard Terminology Relating To Pesticidesmercab15No ratings yet
- E642-91 (2014) Standard Practice For DeterminingDocument5 pagesE642-91 (2014) Standard Practice For Determiningmercab15No ratings yet
- D5746-98 (2010) Standard Classification of EnvironmDocument8 pagesD5746-98 (2010) Standard Classification of Environmmercab15No ratings yet
- D542-14 Standard Test Method For Index of Refraction of Transparent Organic PlasticsDocument4 pagesD542-14 Standard Test Method For Index of Refraction of Transparent Organic Plasticsmercab15No ratings yet
- ASTM D570-98 (2010) E1 Standard Test Method For Water Absorption of Plastics PDFDocument4 pagesASTM D570-98 (2010) E1 Standard Test Method For Water Absorption of Plastics PDFalexintel50% (2)
- D704-99 (2012) Standard Specification For Melamine-Formaldehyde Molding CompoundsDocument3 pagesD704-99 (2012) Standard Specification For Melamine-Formaldehyde Molding Compoundsjavier perezNo ratings yet
- D543-14 Standard Practices For Evaluating The Resistance of Plastics To Chemical ReagentsDocument7 pagesD543-14 Standard Practices For Evaluating The Resistance of Plastics To Chemical Reagentsmercab15No ratings yet
- ASTM D 618 - 13 Practice For Conditioning Plastics For TestingDocument4 pagesASTM D 618 - 13 Practice For Conditioning Plastics For TestingCRISA3000000100% (1)
- D731-10 Standard Test Method For Molding Index of Thermosetting Molding Powder PDFDocument4 pagesD731-10 Standard Test Method For Molding Index of Thermosetting Molding Powder PDFmercab15No ratings yet
- D256-10 Standard Test Methods For Determining The Izod Pendulum Impact Resistance of Plastics PDFDocument20 pagesD256-10 Standard Test Methods For Determining The Izod Pendulum Impact Resistance of Plastics PDFmercab15No ratings yet
- D494-11 Standard Test Method For Acetone Extraction of Phenolic Molded or Laminated Products PDFDocument4 pagesD494-11 Standard Test Method For Acetone Extraction of Phenolic Molded or Laminated Products PDFmercab15No ratings yet
- E 1300 - 12ae1Document59 pagesE 1300 - 12ae1Prabartak Das100% (6)
- News - St7 6-2008Document16 pagesNews - St7 6-2008mercab15No ratings yet
- D543-14 Standard Practices For Evaluating The Resistance of Plastics To Chemical ReagentsDocument7 pagesD543-14 Standard Practices For Evaluating The Resistance of Plastics To Chemical Reagentsmercab15No ratings yet
- ASTM D 618 - 13 Practice For Conditioning Plastics For TestingDocument4 pagesASTM D 618 - 13 Practice For Conditioning Plastics For TestingCRISA3000000100% (1)
- BGC Building HeightsDocument1 pageBGC Building Heightsmercab15No ratings yet
- D542-14 Standard Test Method For Index of Refraction of Transparent Organic PlasticsDocument4 pagesD542-14 Standard Test Method For Index of Refraction of Transparent Organic Plasticsmercab15No ratings yet
- D494-11 Standard Test Method For Acetone Extraction of Phenolic Molded or Laminated Products PDFDocument4 pagesD494-11 Standard Test Method For Acetone Extraction of Phenolic Molded or Laminated Products PDFmercab15No ratings yet
- D494-11 Standard Test Method For Acetone Extraction of Phenolic Molded or Laminated Products PDFDocument4 pagesD494-11 Standard Test Method For Acetone Extraction of Phenolic Molded or Laminated Products PDFmercab15No ratings yet
- ASTM D570-98 (2010) E1 Standard Test Method For Water Absorption of Plastics PDFDocument4 pagesASTM D570-98 (2010) E1 Standard Test Method For Water Absorption of Plastics PDFalexintel50% (2)
- Roark's Circular PlateDocument2 pagesRoark's Circular PlatePaulo MoreiraNo ratings yet
- Straus7 Meshing Tutorial PDFDocument90 pagesStraus7 Meshing Tutorial PDFMax PlanckNo ratings yet
- Astm e 935-00Document17 pagesAstm e 935-00mercab150% (2)
- D256-10 Standard Test Methods For Determining The Izod Pendulum Impact Resistance of Plastics PDFDocument20 pagesD256-10 Standard Test Methods For Determining The Izod Pendulum Impact Resistance of Plastics PDFmercab15No ratings yet
- Glass Chart ASTM E1300Document15 pagesGlass Chart ASTM E1300mercab15No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- GAMMA Display Module Technical SpecificationsDocument5 pagesGAMMA Display Module Technical SpecificationsStipe CorakNo ratings yet
- 1-Let - Genprof - Mathematics 1-7Document8 pages1-Let - Genprof - Mathematics 1-7Rogen HemodoNo ratings yet
- Axxent Intercom eDocument5 pagesAxxent Intercom eluvneenaNo ratings yet
- Franchising Pancake House in Tacloban CityDocument35 pagesFranchising Pancake House in Tacloban CityHell Yeah100% (1)
- Staffing The Contemporary Organization Ch-5 PDFDocument20 pagesStaffing The Contemporary Organization Ch-5 PDFKevin LyonsNo ratings yet
- Software Associates Assignment 2Document8 pagesSoftware Associates Assignment 2Sahil Sheth100% (2)
- STS PPT Chapter 1 7 PDFDocument405 pagesSTS PPT Chapter 1 7 PDFearl beanscentNo ratings yet
- Module For Exit Exam (Method and Value Engineering)Document68 pagesModule For Exit Exam (Method and Value Engineering)Munawar AbdusamedNo ratings yet
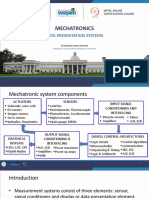
- 15 - Data Presentation System - NewDocument35 pages15 - Data Presentation System - NewKARTHIK S SNo ratings yet
- sjzl20092663-ZXDU68T301 (V4.1R01M01) Installation Manual PDFDocument81 pagessjzl20092663-ZXDU68T301 (V4.1R01M01) Installation Manual PDFRamiz3zNo ratings yet
- Complete Guide To SAP BW 7.4 Data Modelling Step by Step Series Part 1Document13 pagesComplete Guide To SAP BW 7.4 Data Modelling Step by Step Series Part 1Dimon8No ratings yet
- Historicizing Rappaport's Pigs For The AncestorsDocument29 pagesHistoricizing Rappaport's Pigs For The AncestorsObservador20No ratings yet
- RadionicaDocument16 pagesRadionicarodonetNo ratings yet
- Ipe Chapter SummaryDocument24 pagesIpe Chapter SummaryGina RodzmanzNo ratings yet
- Transportation Engineering 05 Ce 63xxDocument55 pagesTransportation Engineering 05 Ce 63xxwhiteelephant93No ratings yet
- BE 510 Business Economics 1 Problem Set 5 SolutionsDocument5 pagesBE 510 Business Economics 1 Problem Set 5 SolutionsCreative Work21stNo ratings yet
- NDRRMC Update SitRep No. 7 For Typhoon KABAYAN (Muifa)Document6 pagesNDRRMC Update SitRep No. 7 For Typhoon KABAYAN (Muifa)Hiro Cerce Wilhelm ALDEN Abareta TonioNo ratings yet
- Anomaly Detection in Social Networks Twitter BotDocument11 pagesAnomaly Detection in Social Networks Twitter BotMallikarjun patilNo ratings yet
- Flexible Cable Carriers and Protection Systems GuideDocument146 pagesFlexible Cable Carriers and Protection Systems Guidebachir diengNo ratings yet
- Overview of Chinese Apperal IndustryDocument8 pagesOverview of Chinese Apperal Industrysunshinecharlie100% (1)
- Microsoft Outlook - How To Avoid Sending Winmail - Dat FileDocument1 pageMicrosoft Outlook - How To Avoid Sending Winmail - Dat FileGoran DonićNo ratings yet
- Rezistans Ek Alternativ Public Comment For EAI Stella Di Mare (Les Salines, Black-River)Document13 pagesRezistans Ek Alternativ Public Comment For EAI Stella Di Mare (Les Salines, Black-River)LaKotMorisNo ratings yet
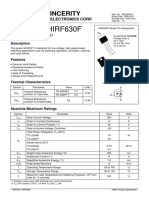
- Data SheetDocument6 pagesData SheetAshfaaq OchatoyaNo ratings yet
- Multiplex LiteratureDocument37 pagesMultiplex LiteratureManikanta Vamsi81% (16)
- ACTIVITY-SHEET HANDICRAFT7 FinalDocument9 pagesACTIVITY-SHEET HANDICRAFT7 FinalJohn Nelson PiconesNo ratings yet
- Engine 1Document8 pagesEngine 1minhgiapleNo ratings yet
- 6apr21 Emergency Motion Supreme Court of VirginiaDocument4 pages6apr21 Emergency Motion Supreme Court of VirginiaJaniceWolkGrenadierNo ratings yet
- Fashion Spread Production Schedule - LoungewearDocument5 pagesFashion Spread Production Schedule - LoungewearGabrielle UnsworthNo ratings yet
- Board Resolution IOBDocument1 pageBoard Resolution IOBrambo_ramanNo ratings yet
- MAPEH 9 3rd QUARTERLY EXAMDocument4 pagesMAPEH 9 3rd QUARTERLY EXAMAlma Bernadette RuivivarNo ratings yet