You might also like
- Procesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaFrom EverandProcesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaNo ratings yet
- Practica No3 INGENIERIADocument16 pagesPractica No3 INGENIERIAJoshua Aquino OrtegaNo ratings yet
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209From EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209No ratings yet
- Informe Lab A2Document16 pagesInforme Lab A2luisNo ratings yet
- Ensayo de Tracción en PlásticosDocument3 pagesEnsayo de Tracción en PlásticosJohnny Condori MarcapuraNo ratings yet
- Actividad No.1Document6 pagesActividad No.1Jorge Librado Rios VelazcoNo ratings yet
- Ensayos Al Hormigón de Cemento Portland: Prueba de Consistencia, Toma de Muestras y Rotura A Compresión de ProbetasDocument17 pagesEnsayos Al Hormigón de Cemento Portland: Prueba de Consistencia, Toma de Muestras y Rotura A Compresión de Probetasmiguel jose Espinal rodriguezNo ratings yet
- Ensayos Virtuales de Compresión y FlexiónDocument29 pagesEnsayos Virtuales de Compresión y FlexiónJorge GalvanNo ratings yet
- Trabajo de ManufacturaDocument28 pagesTrabajo de ManufacturaDaniel CastilloNo ratings yet
- Ensayo de Compresion de RocasDocument9 pagesEnsayo de Compresion de RocasMisti Furioso100% (1)
- Ensayo de TraccionDocument8 pagesEnsayo de TraccionMaycol RamirezNo ratings yet
- P1 Guaman Medina RamosDocument24 pagesP1 Guaman Medina RamosAlex Adrian Salazar BermeoNo ratings yet
- Laboratorio de Caracterización de MaterialesDocument15 pagesLaboratorio de Caracterización de MaterialesDaniel Cerrillo BadilloNo ratings yet
- Universidad Nacional Autónoma de México: Facultad de Estudios Superiores CuautitlánDocument13 pagesUniversidad Nacional Autónoma de México: Facultad de Estudios Superiores CuautitlánArturo Rivera HernandezNo ratings yet
- Aluminio 6061Document16 pagesAluminio 6061Alex MartinezNo ratings yet
- Informe de Ensayo de Tensión A Probeta de Acero LisaDocument10 pagesInforme de Ensayo de Tensión A Probeta de Acero LisaLina Andrea Ortega QuiñonesNo ratings yet
- Informe Materiales 1 Augusto RamirezDocument11 pagesInforme Materiales 1 Augusto RamirezAugusto RamírezNo ratings yet
- Ensayo de CompresiónDocument12 pagesEnsayo de CompresiónLucas Andres Yanac DurandNo ratings yet
- Qué Es El Ensayo A TracciónDocument4 pagesQué Es El Ensayo A TracciónJorge SuarezNo ratings yet
- Tema 2 - Ensayo de TracciónDocument15 pagesTema 2 - Ensayo de TracciónGonzalo CarnevaleNo ratings yet
- Práctica2 - EnsayoTraccion-MS-V5.3 - Grupo 3.Document10 pagesPráctica2 - EnsayoTraccion-MS-V5.3 - Grupo 3.estgyeroNo ratings yet
- Informe - 4 - Tecnologia de MaterialesDocument8 pagesInforme - 4 - Tecnologia de MaterialesJose AlfaroNo ratings yet
- Laboratorio Resistencia de MaterialesDocument16 pagesLaboratorio Resistencia de MaterialesSERGIO LUIS CASTANO RODRIGUEZNo ratings yet
- Laboratorio Tecnologia de Materiales 4Document9 pagesLaboratorio Tecnologia de Materiales 4Herberth CJ0% (1)
- Ensayo de SolidosDocument11 pagesEnsayo de SolidosAlvaro HernándezNo ratings yet
- Laboratorio de FlexionDocument16 pagesLaboratorio de FlexionVilleta BedoyaNo ratings yet
- Guia - 1 (Medicion de Las Propiedades Mecanicas)Document7 pagesGuia - 1 (Medicion de Las Propiedades Mecanicas)FELIXROLYNo ratings yet
- Astm E9Document4 pagesAstm E9Wilmer Herrera33% (3)
- Ensayo de Compresión Laboratorio de Ciencia de Los MaterialesDocument12 pagesEnsayo de Compresión Laboratorio de Ciencia de Los Materialesfelipe herosNo ratings yet
- Ensayo de TensionDocument7 pagesEnsayo de TensionanadefontNo ratings yet
- Informe 1 MMII Lopez PeraltaDocument18 pagesInforme 1 MMII Lopez PeraltaDaLcNo ratings yet
- Act. 1: Aparatos y Máquinas. Laboratorio de Mecánica de Materiales.Document9 pagesAct. 1: Aparatos y Máquinas. Laboratorio de Mecánica de Materiales.StratowarionNo ratings yet
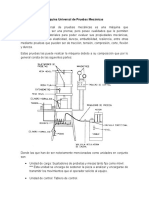
- Máquina Universal de Pruebas Mecánicas LabDocument6 pagesMáquina Universal de Pruebas Mecánicas LabUriel Barboza100% (2)
- Proyecto de ResistenciaDocument14 pagesProyecto de ResistenciaFrancisco Pacheco DiazNo ratings yet
- El Ensayo de TracciónDocument37 pagesEl Ensayo de TracciónChristian Ramiro100% (1)
- Prueba de Tension CopDocument8 pagesPrueba de Tension CopE.S. Movil RDNo ratings yet
- Máquinas de TensiónDocument4 pagesMáquinas de TensiónCarlos Antonio Pacheco AriasNo ratings yet
- Ensayo de TraccionDocument12 pagesEnsayo de TraccionJuan SebastianNo ratings yet
- Ensayo de Compresión.Document18 pagesEnsayo de Compresión.Luisa PintoNo ratings yet
- Informe de Ensayo de TracciónDocument20 pagesInforme de Ensayo de Traccióndimiter020202No ratings yet
- Informe de CompresionDocument10 pagesInforme de CompresionNoe Tovar PonceNo ratings yet
- Compresion IsotropicoDocument17 pagesCompresion IsotropicoMiguel Angel B. VazquezNo ratings yet
- Traccion, Compuestos de Matriz MetalicaDocument10 pagesTraccion, Compuestos de Matriz MetalicaSolansh Arlet Ledezma PazNo ratings yet
- Practica 2 Comportamiento MecánicoDocument7 pagesPractica 2 Comportamiento MecánicoJose Antonio MartinezNo ratings yet
- Ensayos Mecánicos EstáticosDocument16 pagesEnsayos Mecánicos Estáticosdaniel100% (3)
- Lab - TRACCION - AISI 1018Document18 pagesLab - TRACCION - AISI 1018carmen tisalemaNo ratings yet
- Exposición TraccionDocument26 pagesExposición TraccionAdrián Contreras JiménezNo ratings yet
- Analisis de CompresionDocument10 pagesAnalisis de CompresionKevin Medina BacaNo ratings yet
- Ensayo de Traccion y Comprecion de PolimerosDocument12 pagesEnsayo de Traccion y Comprecion de PolimerosSebastian reinosa PerezNo ratings yet
- Normatividad en Probetas para Ensayos PDFDocument9 pagesNormatividad en Probetas para Ensayos PDFReinaldo PeñaNo ratings yet
- Ensayo Tracción DP-JR-JF PDFDocument19 pagesEnsayo Tracción DP-JR-JF PDFJORGE LUIS FONG GUTIERREZNo ratings yet
- Laboratorio de Resistencia de Materiales CompresionDocument17 pagesLaboratorio de Resistencia de Materiales Compresionlimahedo87% (15)
- Ensayo de TracciónDocument18 pagesEnsayo de TracciónErwin Lopez ZapataNo ratings yet
- Informe de Ensayo de Dureza de Un Piñon en Tecsup 2018Document17 pagesInforme de Ensayo de Dureza de Un Piñon en Tecsup 2018Diego Miguel Aliaga GomezNo ratings yet
- Ensayo de TensionDocument5 pagesEnsayo de TensionXavier Alexis Cortes VillalobosNo ratings yet
- Reporte 1.maquina UniversalDocument5 pagesReporte 1.maquina UniversalZaira MorinNo ratings yet
- Laboratorio 4 CDocument7 pagesLaboratorio 4 Cfarid100% (2)
- Mecanica de Materiales UanlDocument8 pagesMecanica de Materiales Uanlbeto 123No ratings yet
- Ensayo de Traccion y Trabajo en FrioDocument15 pagesEnsayo de Traccion y Trabajo en FrioJavier HernandezNo ratings yet
- Practica de Ensayo de CompresionDocument8 pagesPractica de Ensayo de CompresionJuan Pablo MartinezNo ratings yet
- Criterio de EvaluaciónDocument1 pageCriterio de EvaluaciónJonathan ProcelNo ratings yet
- Informe MayoDocument9 pagesInforme MayoJonathan ProcelNo ratings yet
- Instrucciones para El Proyecto FinalDocument2 pagesInstrucciones para El Proyecto FinalJonathan ProcelNo ratings yet
- 013 SignedDocument1 page013 SignedJonathan ProcelNo ratings yet
- Ilovepdf - Merged (1PPDocument12 pagesIlovepdf - Merged (1PPJonathan ProcelNo ratings yet
- Recepción Materiales de SoldaduraDocument4 pagesRecepción Materiales de SoldaduraJonathan ProcelNo ratings yet
- PinturaDocument8 pagesPinturaJonathan ProcelNo ratings yet
- Formulario Registro Practicas PreprofesionalesDocument1 pageFormulario Registro Practicas PreprofesionalesJonathan ProcelNo ratings yet
- 3 +preprocesamiento+de+datos+ (Pres)Document42 pages3 +preprocesamiento+de+datos+ (Pres)Jonathan ProcelNo ratings yet
- En Portada: Comportamiento Del Consumidor: Aportaciones de La PsicologíaDocument5 pagesEn Portada: Comportamiento Del Consumidor: Aportaciones de La PsicologíaJonathan ProcelNo ratings yet
- Sistema Contracarga Proyecto Pimi 18Document2 pagesSistema Contracarga Proyecto Pimi 18Jonathan ProcelNo ratings yet
- FinancieroDocument55 pagesFinancieroJonathan ProcelNo ratings yet
- Analisis de ImplicadosDocument1 pageAnalisis de ImplicadosJonathan ProcelNo ratings yet
- T2557 MAE Loor Estudio PDFDocument100 pagesT2557 MAE Loor Estudio PDFJonathan ProcelNo ratings yet
- Estudio de MercadoDocument11 pagesEstudio de MercadoJonathan ProcelNo ratings yet
- Memoria Drenaje PluvialDocument30 pagesMemoria Drenaje PluvialDavid Hugo Urzagaste GuzmanNo ratings yet
- BITACORA Del 12 Al 16 de Abril 2021Document2 pagesBITACORA Del 12 Al 16 de Abril 2021Yasmin CardenasNo ratings yet
- Ordenanza Municipal Espacio CoworkingDocument6 pagesOrdenanza Municipal Espacio CoworkingDavilBrozzaTwightNo ratings yet
- Examen - Evaluacion FinalDocument10 pagesExamen - Evaluacion FinalmilenaNo ratings yet
- Taller - 01 - Conceptos - HSQ Mar 19Document2 pagesTaller - 01 - Conceptos - HSQ Mar 19Julian PalaciosNo ratings yet
- Examen Final 2021-II (Solucionario)Document6 pagesExamen Final 2021-II (Solucionario)ARTURO ALEJANDRO RISCO DIAZNo ratings yet
- Reparacion de La Culata y Sus Componentes 89000043Document66 pagesReparacion de La Culata y Sus Componentes 89000043Alex AduviriNo ratings yet
- 005AF Estadística Aplicada A Las Finanzas 2022Document4 pages005AF Estadística Aplicada A Las Finanzas 2022Diego López.No ratings yet
- 2 - Ultimas Modificaciones en Materia de FacturacionDocument4 pages2 - Ultimas Modificaciones en Materia de FacturacionfedericoNo ratings yet
- Balotario Examen FinalDocument26 pagesBalotario Examen FinalElisa MarcaNo ratings yet
- Derechos Personales ObligacionesDocument15 pagesDerechos Personales ObligacionesRochi SuarezNo ratings yet
- Trabajo en Equipo.Document21 pagesTrabajo en Equipo.Cupecomi Zamna100% (3)
- Investigación de La Metodología DMAICDocument5 pagesInvestigación de La Metodología DMAICBrayan FigueroaNo ratings yet
- CASO 5 GRUPO 9 Org IndustrialDocument6 pagesCASO 5 GRUPO 9 Org IndustrialLAURA HERNANDEZNo ratings yet
- MACDONALDS BCG (1) PresentarDocument12 pagesMACDONALDS BCG (1) PresentarGiancarlos Pacherrez Perez100% (1)
- Manual Flowmaster Con PresostatoDocument17 pagesManual Flowmaster Con PresostatoJoel Carvajal ArayaNo ratings yet
- Diagrama SEIA y Sistema Recursivo 2023Document2 pagesDiagrama SEIA y Sistema Recursivo 2023gonzaloNo ratings yet
- Actividad 3. Macroeconomía RespuestasDocument5 pagesActividad 3. Macroeconomía RespuestasYael CastilloNo ratings yet
- Ic557 PDFDocument9 pagesIc557 PDFLucciana AbrardoNo ratings yet
- Examen Final Mercadeo InternacionalDocument7 pagesExamen Final Mercadeo InternacionalBrayan Moreno GonzalezNo ratings yet
- Electrónica IDocument254 pagesElectrónica IAlvaro100% (2)
- Deber de Costos, Ejercicio 1Document185 pagesDeber de Costos, Ejercicio 1TanyaRomeroNo ratings yet
- YogurDocument9 pagesYogurEstefania CardenasNo ratings yet
- Liquidación Contrato Supervisor de ObraDocument3 pagesLiquidación Contrato Supervisor de ObraWilver Ccencho Condori100% (1)
- Intestado Extrajudicial Erick PereiraDocument21 pagesIntestado Extrajudicial Erick PereiraKevinOrozcoKapoNo ratings yet
- Perfil Logistico de Republica Checa 1Document6 pagesPerfil Logistico de Republica Checa 16001820006 KATHERIN ELVIRA BENITEZ VELLOJIN ESTUDIANTE ACTIVONo ratings yet
- Memorandum 242 Cese de Funciones de Chiramaya Maestro de ObraDocument2 pagesMemorandum 242 Cese de Funciones de Chiramaya Maestro de ObraWashington Jorge100% (1)
- P.A.T. - 2018 - I.E.P. Abraham LincolnDocument52 pagesP.A.T. - 2018 - I.E.P. Abraham LincolnJuan LeónNo ratings yet
- Trabajo de Investigacion Esa 2021Document19 pagesTrabajo de Investigacion Esa 2021sofiluluNo ratings yet
- Clasificacion de AuditoriasDocument29 pagesClasificacion de AuditoriasOscar Baca100% (2)