You might also like
- OIl AnlysisDocument28 pagesOIl AnlysisHmaedNo ratings yet
- Kyambogo University Mechanical Engineering Reliability and Maintenance Assignment 1 Oil AnalysisDocument14 pagesKyambogo University Mechanical Engineering Reliability and Maintenance Assignment 1 Oil AnalysisOKIDI Thomas BecketNo ratings yet
- Interpreting Oil Analysis ReportsDocument8 pagesInterpreting Oil Analysis ReportsRuben_3115No ratings yet
- Oil Analysis ExplainedDocument16 pagesOil Analysis ExplainedManjit SinghNo ratings yet
- Oil AnalysisDocument6 pagesOil AnalysisVinicius SantosNo ratings yet
- What Is Oil Analysis - Bob Is The Oil GuyDocument5 pagesWhat Is Oil Analysis - Bob Is The Oil Guyadalcayde2514No ratings yet
- S O S Services Oil AnalysisDocument4 pagesS O S Services Oil AnalysisAlex JordánNo ratings yet
- Oil Sampling Best Practices GuideDocument21 pagesOil Sampling Best Practices GuideEmmanuelNo ratings yet
- Program Pengambilan Sampel Oli Terjadwal: (Scheduled Oil Sampling)Document5 pagesProgram Pengambilan Sampel Oli Terjadwal: (Scheduled Oil Sampling)Sukma Lavoisier Al-ChemieNo ratings yet
- Lubricant Condition Monitoring: Why The Lubricants MonitoringDocument14 pagesLubricant Condition Monitoring: Why The Lubricants Monitoringrbdubey2020No ratings yet
- 12B OilAnalysisDocument2 pages12B OilAnalysisMuhamad BadarNo ratings yet
- Clean Is Green - Profit From Equipment CleanlinessDocument10 pagesClean Is Green - Profit From Equipment CleanlinessJuan Alejandro Cañas ColoradoNo ratings yet
- For KS Diagnosis Specs Limits Shell LubeAnalyst Condemnation Limits Mar 081Document56 pagesFor KS Diagnosis Specs Limits Shell LubeAnalyst Condemnation Limits Mar 081l447280100% (4)
- Bunker Distillate Analysis ReportDocument7 pagesBunker Distillate Analysis ReportloloNo ratings yet
- How To Select Machines For Oil AnalysisDocument3 pagesHow To Select Machines For Oil AnalysisHari PurwadiNo ratings yet
- Oil Sampling Mistakes Avoid Ensure Data QualityDocument2 pagesOil Sampling Mistakes Avoid Ensure Data QualityrobjowssNo ratings yet
- 2-Do We Really Need Oil Analysis If We're Performing Other CM TechniquesDocument4 pages2-Do We Really Need Oil Analysis If We're Performing Other CM TechniquesUmut ARSLANNo ratings yet
- Turbine Oil Condition Monitoring Training GuideDocument8 pagesTurbine Oil Condition Monitoring Training Guidemauriciojj100% (1)
- Reporte Análisis de AceiteDocument2 pagesReporte Análisis de AceiteAlberto VegaNo ratings yet
- Group 1 Abid and ArangoDocument3 pagesGroup 1 Abid and ArangoPatrickNo ratings yet
- Limit Values For LubricantsDocument28 pagesLimit Values For LubricantsSindley LimaferNo ratings yet
- Maintenance Functions: LubricationDocument85 pagesMaintenance Functions: LubricationWalid MohammedNo ratings yet
- Finding The Root Causes of Oil DegradationDocument12 pagesFinding The Root Causes of Oil Degradationtehnicar1No ratings yet
- Buenas prácticas de lubricación para reducir costosDocument49 pagesBuenas prácticas de lubricación para reducir costosCarlos Alberto Martínez Escobar100% (1)
- The Basics of Used Oil Sampling - Machinery LubricationDocument19 pagesThe Basics of Used Oil Sampling - Machinery LubricationshakerNo ratings yet
- How To Build A Successful Oil Analysis Program-WhitepaperDocument15 pagesHow To Build A Successful Oil Analysis Program-Whitepaperaabejaro100% (1)
- The Basics of Used Oil Sampling - Machinery Lubrication 1Document19 pagesThe Basics of Used Oil Sampling - Machinery Lubrication 1shakerNo ratings yet
- Machinery Oil Analysis & Condition Monitoring : A Practical Guide to Sampling and Analyzing Oil to Improve Equipment ReliabilityFrom EverandMachinery Oil Analysis & Condition Monitoring : A Practical Guide to Sampling and Analyzing Oil to Improve Equipment ReliabilityRating: 3 out of 5 stars3/5 (4)
- Flushing and The Voice Within Your OilDocument4 pagesFlushing and The Voice Within Your OilHunab379No ratings yet
- Converting Tribology Based Condition Monitoring Into Measurable Maintenance ResultsDocument12 pagesConverting Tribology Based Condition Monitoring Into Measurable Maintenance ResultsddadaraNo ratings yet
- S O S Services: Maintenance Products and ServicesDocument8 pagesS O S Services: Maintenance Products and Servicescaptain_commanderNo ratings yet
- Interpreting Oil Analysis ReportDocument5 pagesInterpreting Oil Analysis ReportAbdul AzisNo ratings yet
- 15 - S O S Services Oil AnalysisDocument4 pages15 - S O S Services Oil AnalysispmcisissengueNo ratings yet
- PEGJ0045-00 - Reporting Particle Count by ISO CodeDocument7 pagesPEGJ0045-00 - Reporting Particle Count by ISO CodeJORGE LUISNo ratings yet
- Catalogo Control ContaminantesDocument132 pagesCatalogo Control ContaminantesJose Jaramillo50% (2)
- Oil Analysis PDFDocument0 pagesOil Analysis PDFrizaldyjoe100% (1)
- MLI May June 2016Document40 pagesMLI May June 2016Dhruv SolankiNo ratings yet
- Cleanliness Programs Are Key To Keeping Oil and Hydraulic Fluids at Their BestDocument10 pagesCleanliness Programs Are Key To Keeping Oil and Hydraulic Fluids at Their BestJosh LeBlancNo ratings yet
- Basics of Oil AnalysisDocument21 pagesBasics of Oil Analysisvalerie.sch67% (3)
- 6 MistakesDocument0 pages6 MistakesRonald Rayme VenturaNo ratings yet
- Caltex Oil in Service MonitorDocument100 pagesCaltex Oil in Service Monitorchannie_amecaNo ratings yet
- Natural Gas Engine Lubrication and Oil Analysis - A Primer in Predictive Maintenance and Condition MonitoringDocument7 pagesNatural Gas Engine Lubrication and Oil Analysis - A Primer in Predictive Maintenance and Condition Monitoringsatya_chaganti100% (1)
- Understanding Oil AnalysisDocument8 pagesUnderstanding Oil AnalysisTim ku100% (1)
- Hydraulic Press MaintenanceDocument5 pagesHydraulic Press Maintenancedanaytesfu27No ratings yet
- Control de La Contaminacion CaterpillarDocument7 pagesControl de La Contaminacion Caterpillarnikle_DNo ratings yet
- TT Turbine Oil Condition Monitoring Training Guide PDFDocument8 pagesTT Turbine Oil Condition Monitoring Training Guide PDFalvaedison00No ratings yet
- 3.30 Oil SamplingDocument1 page3.30 Oil Samplingho-faNo ratings yet
- Lubrication Audit: Sabita MishraDocument23 pagesLubrication Audit: Sabita MishradmkrajuNo ratings yet
- Oil Filter LocationDocument19 pagesOil Filter LocationdaudiNo ratings yet
- Fuel AnalysisDocument17 pagesFuel Analysiseigersumarly100% (1)
- Improving Automatic Viscosity Monitoring in The LabDocument3 pagesImproving Automatic Viscosity Monitoring in The LabAnda WahyudiNo ratings yet
- The Most of Natural Gas Fueled Engine Generator SetsDocument13 pagesThe Most of Natural Gas Fueled Engine Generator SetsMarioAndrésRamirezC.No ratings yet
- Understanding Basic Oil AnalysisDocument24 pagesUnderstanding Basic Oil AnalysisArslan Hamid100% (2)
- A Procedure For Lube Oil FlushingDocument9 pagesA Procedure For Lube Oil FlushingBrosGeeNo ratings yet
- Hydraulic Systems - CatDocument16 pagesHydraulic Systems - Catfalconesas100% (1)
- Weyerhaeuser's Proactive Maintenance Program Reduces Downtime 90Document5 pagesWeyerhaeuser's Proactive Maintenance Program Reduces Downtime 90octo widodoNo ratings yet
- 'Documents - MX - Oil Anlaysis Techn For HHP Diesel Enginescummins 2 PDFDocument5 pages'Documents - MX - Oil Anlaysis Techn For HHP Diesel Enginescummins 2 PDFDavid PomaNo ratings yet
- Kittiwake Oil Laboratory AnalysisDocument4 pagesKittiwake Oil Laboratory AnalysisAzhar AbdullahNo ratings yet
- Fluid Analysis Program InformationDocument4 pagesFluid Analysis Program InformationGustavo GonzalezNo ratings yet
- WWW - Eia.gov U.S. Department of Energy Washington, DC 20585: Independent Statistics & AnalysisDocument33 pagesWWW - Eia.gov U.S. Department of Energy Washington, DC 20585: Independent Statistics & AnalysisjaviNo ratings yet
- Psychrometry Chapter 2 ReviewDocument28 pagesPsychrometry Chapter 2 ReviewronfrendNo ratings yet
- Flux TechDocument2 pagesFlux TechRoslan SallehNo ratings yet
- Theory of UltrasoundDocument1 pageTheory of UltrasoundronfrendNo ratings yet
- Proc V13Document2 pagesProc V13ronfrendNo ratings yet
- PDM Secrets Revealed 5th Edition Reader Feedback FOR EMAIL PDFDocument52 pagesPDM Secrets Revealed 5th Edition Reader Feedback FOR EMAIL PDFronfrendNo ratings yet
- Rockewell Dynamix 1444-Um001 - En-P PDFDocument458 pagesRockewell Dynamix 1444-Um001 - En-P PDFronfrendNo ratings yet
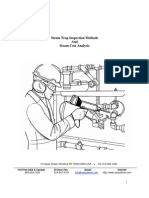
- Steam Trap Inspection Guide PDFDocument8 pagesSteam Trap Inspection Guide PDFchanayire100% (1)
- Rockewell Dynamix 1444-Um001 - En-P PDFDocument458 pagesRockewell Dynamix 1444-Um001 - En-P PDFronfrendNo ratings yet
- CHTC - Tairyuu PDFDocument9 pagesCHTC - Tairyuu PDFronfrendNo ratings yet
- 3906 Qep Dec11Document88 pages3906 Qep Dec11ronfrendNo ratings yet
- Fluxtech PDFDocument2 pagesFluxtech PDFronfrendNo ratings yet
- PROC - V19 PL302 DownloadDocument2 pagesPROC - V19 PL302 DownloadronfrendNo ratings yet
- 3com 802 11b Wireless LansDocument14 pages3com 802 11b Wireless LansUclidNo ratings yet
- Load CellDocument1 pageLoad CellronfrendNo ratings yet
- Hospital Heat Loss Analysis Report 1 Appendix 6Document46 pagesHospital Heat Loss Analysis Report 1 Appendix 6ronfrendNo ratings yet
- Condition Based Maintenance OverviewDocument32 pagesCondition Based Maintenance OverviewronfrendNo ratings yet
- PDM Secrets Revealed 5th Edition Reader Feedback FOR EMAIL PDFDocument52 pagesPDM Secrets Revealed 5th Edition Reader Feedback FOR EMAIL PDFronfrendNo ratings yet
- 3906 Qep Dec11Document88 pages3906 Qep Dec11ronfrendNo ratings yet
- Vib.18 Signature AnalysisDocument2 pagesVib.18 Signature AnalysisronfrendNo ratings yet
- Vib.18 Signature AnalysisDocument2 pagesVib.18 Signature AnalysisronfrendNo ratings yet
- Flux TechDocument2 pagesFlux TechRoslan SallehNo ratings yet
- Thermography Routes ProcedureDocument2 pagesThermography Routes ProcedureronfrendNo ratings yet
- Hospital Heat Loss Analysis Report 5 Appendix 10Document3 pagesHospital Heat Loss Analysis Report 5 Appendix 10ronfrendNo ratings yet
- Thermography Routes ProcedureDocument2 pagesThermography Routes ProcedureronfrendNo ratings yet
- 450 A Oil Analysis 450 A Oil Analysis: Iron Copper Iron CopperDocument1 page450 A Oil Analysis 450 A Oil Analysis: Iron Copper Iron CopperronfrendNo ratings yet
- Vib.18 Signature AnalysisDocument2 pagesVib.18 Signature AnalysisronfrendNo ratings yet
- Level 3 NVQ Refinery Ops Control Room NOSDocument42 pagesLevel 3 NVQ Refinery Ops Control Room NOSronfrendNo ratings yet
- Estimating Convective Heat Transfer CoefficientsDocument9 pagesEstimating Convective Heat Transfer CoefficientsronfrendNo ratings yet
- Thermography LimitsDocument4 pagesThermography LimitsronfrendNo ratings yet
- Timely characters and creatorsDocument4 pagesTimely characters and creatorsnschober3No ratings yet
- Material Safety Data Sheet Lime Kiln Dust: Rev. Date:5/1/2008Document6 pagesMaterial Safety Data Sheet Lime Kiln Dust: Rev. Date:5/1/2008suckrindjink100% (1)
- sl2018 667 PDFDocument8 pagessl2018 667 PDFGaurav MaithilNo ratings yet
- Tygon S3 E-3603: The Only Choice For Phthalate-Free Flexible TubingDocument4 pagesTygon S3 E-3603: The Only Choice For Phthalate-Free Flexible TubingAluizioNo ratings yet
- Micropolar Fluid Flow Near The Stagnation On A Vertical Plate With Prescribed Wall Heat Flux in Presence of Magnetic FieldDocument8 pagesMicropolar Fluid Flow Near The Stagnation On A Vertical Plate With Prescribed Wall Heat Flux in Presence of Magnetic FieldIJBSS,ISSN:2319-2968No ratings yet
- For Coin & Blood (2nd Edition) - SicknessDocument16 pagesFor Coin & Blood (2nd Edition) - SicknessMyriam Poveda50% (2)
- Report Daftar Penerima Kuota Telkomsel Dan Indosat 2021 FSEIDocument26 pagesReport Daftar Penerima Kuota Telkomsel Dan Indosat 2021 FSEIHafizh ZuhdaNo ratings yet
- APC Smart-UPS 1500VA LCD 230V: Part Number: SMT1500IDocument3 pagesAPC Smart-UPS 1500VA LCD 230V: Part Number: SMT1500IDesigan SannasyNo ratings yet
- Microsoft Word 2000 IntroductionDocument72 pagesMicrosoft Word 2000 IntroductionYsmech SalazarNo ratings yet
- Imaging Approach in Acute Abdomen: DR - Parvathy S NairDocument44 pagesImaging Approach in Acute Abdomen: DR - Parvathy S Nairabidin9No ratings yet
- 00 CCSA TestDocument276 pages00 CCSA TestPedro CubillaNo ratings yet
- Embryo If Embryonic Period PDFDocument12 pagesEmbryo If Embryonic Period PDFRyna Miguel MasaNo ratings yet
- Electrosteel Castings Limited (ECL) - Technology That CaresDocument4 pagesElectrosteel Castings Limited (ECL) - Technology That CaresUjjawal PrakashNo ratings yet
- JD - Software Developer - Thesqua - Re GroupDocument2 pagesJD - Software Developer - Thesqua - Re GroupPrateek GahlanNo ratings yet
- Major Bank Performance IndicatorsDocument35 pagesMajor Bank Performance IndicatorsAshish MehraNo ratings yet
- Overview of Quality Gurus Deming, Juran, Crosby, Imai, Feigenbaum & Their ContributionsDocument11 pagesOverview of Quality Gurus Deming, Juran, Crosby, Imai, Feigenbaum & Their ContributionsVenkatesh RadhakrishnanNo ratings yet
- New Brunswick CDS - 2020-2021Document31 pagesNew Brunswick CDS - 2020-2021sonukakandhe007No ratings yet
- Steps To Configure Linux For Oracle 9i Installation: 1. Change Kernel ParametersDocument5 pagesSteps To Configure Linux For Oracle 9i Installation: 1. Change Kernel ParametersruhelanikNo ratings yet
- Give Five Examples Each of Nature Having Reflection Symmetry and Radial Symmetry Reflection Symmetry Radial Symmetry Butterfly StarfishDocument12 pagesGive Five Examples Each of Nature Having Reflection Symmetry and Radial Symmetry Reflection Symmetry Radial Symmetry Butterfly StarfishANNA MARY GINTORONo ratings yet
- Binomial ExpansionDocument13 pagesBinomial Expansion3616609404eNo ratings yet
- Tender34 MSSDSDocument76 pagesTender34 MSSDSAjay SinghNo ratings yet
- Um 0ah0a 006 EngDocument1 pageUm 0ah0a 006 EngGaudencio LingamenNo ratings yet
- IP68 Rating ExplainedDocument12 pagesIP68 Rating ExplainedAdhi ErlanggaNo ratings yet
- Health Education and Health PromotionDocument4 pagesHealth Education and Health PromotionRamela Mae SalvatierraNo ratings yet
- Condy LatorDocument11 pagesCondy LatorrekabiNo ratings yet
- Covey - Moral CompassingDocument5 pagesCovey - Moral CompassingAsimNo ratings yet
- DSE61xx Configuration Suite Software Manual PDFDocument60 pagesDSE61xx Configuration Suite Software Manual PDFluisNo ratings yet
- Newcomers Guide To The Canadian Job MarketDocument47 pagesNewcomers Guide To The Canadian Job MarketSS NairNo ratings yet
- Positioning for competitive advantageDocument9 pagesPositioning for competitive advantageOnos Bunny BenjaminNo ratings yet
- Active and Passive Voice of Future Continuous Tense - Passive Voice Tips-1Document5 pagesActive and Passive Voice of Future Continuous Tense - Passive Voice Tips-1Kamal deep singh SinghNo ratings yet