Professional Documents
Culture Documents
Vulcan Iza Do
Uploaded by
Andres ShadayCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Vulcan Iza Do
Uploaded by
Andres ShadayCopyright:
Available Formats
Fundamento Terico
El caucho, conocido tambin como hule, est compuesto por molculas muy
grandes, stas a su vez, estn compuestas por miles de tomos unidos entre s,
formando una cadena muy larga. El hule, es uno de los tipos de materiales que se
conocen como polmeros, que significa muchas unidades, en los cuales la unidad
repetida se conoce como monmero. Generalmente, el acomodo de los tomos
se repite en un ciclo regular, motivo por el cual la estructura se puede escribir
como el segmento que se repite n veces [Belfort, 1988].
El caucho natural es una sustancia elstica y resistente, que se extrae de la corteza
de los rboles Hevea Brasiliensis, una especie
de importancia y originaria de
Amrica del Sur y el cual est formado en su mayora, por el ismero geomtrico
cis-1,4-poliisopreno [Salazar, 2004]. La sustancia extrada se conoce como ltex y su
composicin es de 30 a 36% del hidrocarburo del caucho, 0,30-0,70% de cenizas, 1-2%
de protenas y un 2% de resinas [Campos 2001].
Debido a la constante y creciente demanda de los productos elaborados a partir del
caucho, el hombre se vio en la necesidad de desarrollar fuentes alternativas de esta
materia prima (con un mejoramiento en la calidad). La formacin de los diversos
cauchos sintticos se basa en la polimerizacin de monmeros como butadieno,
estireno, cloropreno, etileno, propileno entre otros [Fisher, 1967].
Adems de los polmeros naturales y sintticos, este tipo de industria cuenta con un
pseudo caucho regenerado, el cual es el producto resultante de tratar por medios
trmicos, qumicos y mecnicos, los desperdicios de artculos de los compuestos
vulcanizados.
1
CONFORMADO DE ELASTMEROS S.A.
Segn Wong (1990), las formulaciones de hule se desarrollan sobre bases empricas,
sin embargo tal como lo recomienda Ramos (1999) hay que saber cmo seleccionar y
combinar hules y aditivos, de manera que se produzca: a) un compuesto con las
propiedades qumicas, fsicas y mecnicas que se necesitan en el producto terminado;
b) un compuesto con las mejores (ms fciles) caractersticas de procesamiento; y c)
una combinacin de las dos condiciones anteriores al menor costo posible.
Despus de la seleccin del polmero base (el hule), la seleccin del sistema de
vulcanizacin es lo ms importante en la formulacin de hules.
Aunque
normalmente constituye una parte muy pequea del compuesto, el sistema de
vulcanizacin tiene una influencia profunda en la naturaleza y alcance de la reaccin
de vulcanizacin, lo que a su vez determina en gran medida las propiedades finales
del vulcanizado [Ramos, 1999].
Proceso de Vulcanizacin
El descubrimiento del proceso de vulcanizacin del caucho en 1839 dio pie al
establecimiento de la industria del caucho moderna. Para ese entonces el uso del
hule era restringido por el hecho de que sus propiedades eran afectadas por
mbitos de temperatura moderados, y por su rpido deterioro en el aire y luz solar.
Dos hombres especialmente interesados en el desarrollo y uso comercial del
caucho, trabajaron de manera que se produjera el cambio que hara del caucho
un producto de gran valor comercial.
La vulcanizacin fue descubierta al mismo tiempo por Charles Goodyear en
Norteamrica y por Thomas Hancock en Inglaterra. Estos dos seores observaron que
CONFORMADO DE ELASTMEROS S.A.
al colocar una cantidad de hule en contacto con azufre y calentarlo se obtiene un
producto elstico que no se suaviza y es insoluble en ciertos disolventes [Eirch, 1978].
Hancock determin que para tal proceso se necesita entre 60 a 70 minutos para que el
hule vulcanice a una temperatura de 320 a 330 C, o para obtener los mismos
resultados se necesitaba trabajar de 15 a 20 minutos entre 350 y 370 C [Fisher, 1957].
Por tanto, segn Claure (1994), se entiende que la vulcanizacin es el proceso por el
cual, un elastmero constituido de polmeros lineales se transforma en una red
tridimensional mediante la construccin de retculos, creando mejores propiedades
fisicoqumicas, con o sin el auxilio de una fuente de energa trmica.
Vulcanizacin con azufre
El sistema de vulcanizacin ms utilizado, bsicamente requiere el uso de azufre, un
acelerante y un activante, como el xido de zinc o algn cido graso. Generalmente,
cuando est presente el azufre se forma una red constituida de puentes o en laces,
que varan unos de otros [Salazar, 2004]., esto se puede observar en la figura 2.1.
El azufre representa uno de los componentes principales en la produccin de hule, ya
que con el agregado de ste el caucho vulcaniza, endureciendo bajo condiciones de
temperatura y presin, adquiriendo mayor estabilidad y resistencia mecnica sobre
un mayor mbito de temperatura. Adems es el tipo de vulcanizacin ms utilizada
en la actualidad debido a que el azufre es barato, le da al producto buenas
propiedades y tiene cuatro efectos importantes [Fisher, 1957]:
1. Cambia al hule de ser un material plstico a un material no plstico.
2. Cambia las caractersticas de solubilidad considerablemente: mientras que el
hule sin vulcanizar es principalmente soluble en benceno, hexano,
CONFORMADO DE ELASTMEROS S.A.
cloroformo y tetracloruro de carbono, el producto vulcanizado es insoluble
en estos solventes aunque aumente por sobre 300 por ciento.
3. Incrementa la resistencia a la tensin y resistencia a la abrasin, y reduce la
deformacin permanente y el mdulo de compresin.
4. Le permite al hule conservar estas propiedades en un amplio mbito de
temperaturas.
Figura 1. Esquema del proceso de vulcanizacin de caucho, empleando azufre
como agente vulcanizante [Castao, 2002]
Para que este proceso se lleve a cabo se requiere un incremento de la temperatura y,
generalmente, un aumento en la presin y de que se mantengan estas condiciones
durante cierto tiempo, dependiendo de las caractersticas del caucho a vulcanizar. La
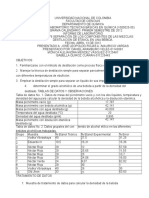
evaluacin del grado de vulcanizacin se ilustra por medio de la curva reomtrica,
tambin conocida como curva de curado o de vulcanizacin (figura 2.2). Esta curva
se lleva a cabo a temperatura constante y de ella se desprende informacin valiosa
respecto al proceso de vulcanizacin del caucho, como condiciones de proceso,
tiempo de curado y propiedades del vulcanizado [Castao, 2002].
CONFORMADO DE ELASTMEROS S.A.
Cura Apropiada
Figura 2. Curva reomtrica tpica [Castao, 2002].
Segn R.T. Vanderbilt Co. (1968), el grado de vulcanizacin de una mezcla de
caucho especfica, es funcin de muchas variables, entre ellas, la temperatura, el
tiempo y la presin de vulcanizacin. En las empresas donde se producen cauchos
vulcanizados se evala y se busca la mejora de su proceso, con el fin de que se
obtenga un producto que cumpla con los estndares de calidad correspondientes,
con el menor gasto energtico y de tiempo posible, y esto en la industria del
procesamiento del caucho, se da como una funcin del grado de vulcanizacin.
Vulcanizacin sin azufre elemental: otros sistemas de vulcanizacin
De acuerdo con Fisher (1957), los sistemas de vulcanizacin sin azufre se
enunciaron alrededor del ao 1915 por I. Ostromislensky, quien razon de forma
muy astuta que el caucho poda ser vulcanizado por sustancias que no contuvieran
azufre, pero s oxgeno, debido a que ste ltimo pertenece al mismo grupo que el
azufre y tiene propiedades de oxidacin leves, de igual forma utiliz compuestos
nitrogenados, que de igual forma cuentan con estas propiedades en combinacin
con hidrocarburos insaturados y que existen tambin en diferentes formas
cristalinas, tal como lo hace el azufre.
CONFORMADO DE ELASTMEROS S.A.
Dentro de estos sistemas alternativos de vulcanizacin se pueden citar [Claure,
1994]:
Reticulacin Hbrida: en este caso, el azufre no es el puente entre dos cadenas
polimricas, sino, que entre azufres convencionales aparecen grupos metilenos
(CH2) incrustados entre ellos.
Esta unin permite, retculos ms robustos y
elsticos, adems la adhesin caucho-metal es mejor.
Vulcanizacin con perxidos: este tipo de vulcanizacin permite la reticulacin
tcnicamente estable entre dos tomos de carbono. Tiene como ventaja que
vulcaniza tanto a elastmeros saturados como insaturados. Entre sus desventajas
se pueden mencionar su alto costo y su limitante con el uso de muchos
antioxidantes. Segn Ramos y Snchez (1999), los perxidos utilizados en la
vulcanizacin de hules deben ser: estables durante su almacenamiento, seguros
durante su manejo y reativos a las temperaturas normales de vulcanizacin.
Otros: algunos xidos metlicos, como el xido de zinc y de magnesio, se pueden
usar para vulcanizar algunos tipos de neopreno. Existe tambin, la vulcanizacin
a base de resinas, dioximas, llamadas tambin para-quinona-dioximas, stas
brindan al producto vulcanizado una mayor resistencia al calor. Otro, a base de
resinas, es la de tipo alquil-fenil-formaldehdo, el cual se emplea para vulcanizar
el butil y otros elastmeros insaturados.
Aceleradores de la vulcanizacin
La vulcanizacin del caucho natural, slo con azufre, presenta las siguientes
desventajas: requiere de tiempos relativamente largos y altas temperaturas; las
CONFORMADO DE ELASTMEROS S.A.
propiedades de los vulcanizados no son las mejores que se pudieran obtener;
presentan muy baja resistencia al envejecimiento, alta tendencia a la migracin de
azufre y propiedades mecnicas bajas.
Por las razones anteriores se hizo necesario el uso de compuestos orgnicos,
llamados aceleradores, los cuales aumentan la velocidad de reaccin del proceso de
vulcanizacin, y como consecuencia de su uso, las temperaturas de vulcanizacin
disminuyen en demasa. De acuerdo con Ramos y Snchez (1999) las ventajas que
trae el utilizar estos compuestos orgnicos son: la proporcin de azufre necesaria
para la vulcanizacin se reduce; por tanto se evit la migracin del azufre y se
increment la resistencia al envejecimiento de los vulcanizados.
La clasificacin inicial de los aceleradores orgnicos se bas en su efecto sobre la
reaccin de vulcanizacin del hule natural, sin embargo, aunque todava se utiliza
esta clasificacin, ya no es necesariamente la mejor, debido a que el efecto de
algunos aceleradores sobre la vulcanizacin del hule natural es muy diferente a su
efectos sobre la vulcanizacin de algunos hules sintticos.
Por tal motivo, los
aceleradores orgnicos se clasifican ahora de acuerdo con el grupo qumico al que
pertenecen. En el cuadro 2.1 se observa dicha clasificacin.
Cuadro 1. Clasificacin de los aceleradores de la vulcanizacin [Ramos, 1999]
Clasificacin inicial
Clasificacin actual
Aceleradores ultrarrpidos
Ditiocarbomatos
Aceleradores semiultrarrpidos
Xantanos
Aceleradores medio rpidos
Tiuramios (disulfuros y monosulfuros)
Aceleradores lentos
Tiazoles (mercaptos y sulfenamidas)
Amino aldehdos
Aceleradores bsicos (guanidinas)
CONFORMADO DE ELASTMEROS S.A.
Mtodos de vulcanizacin
Como seala Wong (1990), una de las formas en que se lleva a cabo el proceso de
vulcanizacin es en moldes cerrados, donde se coloca el material a vulcanizar. Por
medio de prensas calientes se lleva a cabo las respectivas reacciones. Estas prensas
son calentadas ya sea con vapor, agua caliente a presin, resistencias elctricas o
con aire caliente.
Moldeo por compresin*
Este mtodo es simple, pero requiere de mucha mano de obra y no puede ser
automatizado. Consiste en colocar el material a vulcanizar en el molde, el cual se
cierra y se le aplica temperatura y presin. Es necesario que haya un exceso de
material para asegurarse que el molde se llene completamente. El molde debe
tener canales para desalojar el exceso de material. Este sistema es utilizado para la
fabricacin de llantas.
Vulcanizacin por transferencia
La vulcanizacin por transferencia consta de una cavidad que se encuentra en la
parte superior del molde. Esta cavidad tiene un volumen necesario para colocar el
material a vulcanizar. Este es introducido a presin por calaes que tiene la parte
superior del molde y llevarlo as al molde.
Tiene la ventaja sobre el moldeo por compresin que ocupa una menor cantidad de
mano de obra, sin embargo implica una mayor prdida de material que se
vulcaniza en la cavidad.
CONFORMADO DE ELASTMEROS S.A.
Moldeo por inyeccin
Es similiar a la vulcanizacin por transferencia, pero utiliza un depsito de
material del cual se alimenta al molde por medio de un tornillo o pistn que se
inyecta el material a las cavidades. Este mtodo no requiere de mano de obra
debido a que es automatizado. El depsito se mantiene a una temperatura baja
para evitar una prevulcanizacin.
Vulcanizacin continua
La vulcanizacin contnua se aplica slo para materiales que se obtienen en forma
contnua, generalmente por medio de extrusin. Este mtodo utiliza una cmara
por la cual pasa el material y se calienta a alta temperatura. El calentamiento se
lleva a cabo durante el tiempo necesario para que se d la vulcanizacin.
Entre los sistemas de vulcanizacin contnua se tiene la vulcanizacin con tubera a
vapor, con tnel de aire caliente, bao de sal, en cama fluidizada, extrusin con
cabeza cortante, vulcanizacin por radiacin y por microondas.
Hule isobutileno-isopreno: hule butilo (IIR)
El poli-isobutileno se introdujo comercialmente a finales de la dcada de los treinta
con los nombres de oppanol, por BASF, y de vistanex, por Exxon. No obstante,
aunque se trata de un material de tipo elastomrico, el poli-isobutileno (PIB) tuvo
inicialmente un uso muy limitado como hule, ya que, por un lado, como es un
material sin dobles ligaduras ste no se puede vulcanizar con azufre y, por otro
lado, en los intentos por vulcanizarlo con perxidos siempre se degrad el
material. Sin embargo, esta deficiencia se super a principios de los aos cuarenta
CONFORMADO DE ELASTMEROS S.A.
10
al copolimerizar el isobutileno con el isopreno, y el material as obtenido,
susceptible de vulcanizacin con azufre, se llam hule butilo (IIR) [Ramos, 1999].
Preparacin
Las materias primas para producir hule butilo son el isobutileno y el isopreno.
Este tipo de caucho se obtiene por el mtodo de polimerizacin catinica en
presencia de un cido de Lewis, como el AlCl3, y un poco de agua como
catalizador [Ramos, 1999].
La temperatura utilizada en la polimerizacin es
alrededor de los 140 F; entre ms baja sea la temperatura mayor ser el peso
molecular del polmero [R.T. Vanderbilt Co, 1968].
En la figura 2.3 se puede observar la reaccin de polimerizacin para la obtencin
del hule butilo.
Figura 3. Caucho Isobutileno-Isopreno (IIR), caucho butilo [Castao, 2002].
Propiedades
De acuerdo con Castao (2002), Fisher (1957), Ramos (1999) y R.T. Vanderbilt Co.
(1968), las principales propiedades de los hules butilo y halobutilo, en orden
aproximado de importancia, con respecto a otros elastmeros son:
CONFORMADO DE ELASTMEROS S.A.
11
Muy baja permeabilidad.
Muy baja absorcin de agua.
Muy buena resistencia al oxgeno.
Muy buena resistencia al ozono, por consiguiente resistente a las variaciones
climticas (interperie).
Buena resistencia al calor.
Muy buen aislamiento elctrico.
Buenos efectos de tensin, desgarre, y resistencia a la abrasin en compuestos
cargados.
Buena flexibilidad a bajas temperaturas.
Alta capacidad de mantener su elasticidad despus de una deformacin por
compresin.
Pobre resilencia.
A razn de estas caractersticas, sus principales aplicaciones son [Castao, 2002]:
Fabricacin de neumticos.
Cmaras y vejigas.
Aislamiento de cables de alto voltaje.
Amortiguadores de choque.
Impermeabilizacin para cubiertas y embalses.
En la industria farmacutica.
En el caso de esta ltima aplicacin, para la industria farmacutica, los halobutilos
son utilizados como tapones para inyectables y esto es precisamente lo que
produce Conformado de Elastmeros S.A., empresa pionera en este campo en
Costa Rica.
CONFORMADO DE ELASTMEROS S.A.
12
Vulcanizacin
Para este tipo de caucho, hay que poner atencin a los aspectos: sistemas de
vulcanizacin, cargas minerales, aceites y plastificantes, y a los estabilizadores
[R.T. Vanderbilt Co, 1968].
El IIR requiere de sistemas de vulcanizacin poderosos, por esta razn, el hule
butilo no deber ser covulcanizado, ya sea en una mezcla o en capas adyacentes, con
un hule dieno (como NR, SBR o BR), debido a que estos ltimos reaccionarn ms
fcilmente con el sistema de vulcanizacin, dejando al IIR casi sin vulcanizar
[Ramos, 1999].
Acorde a Fisher (1957), el hule butilo no puede ser vulcanizado con perxidos, ya que esto
conlleva a la degradacin del polmero.
En el caso de la vulcanizacin con azufre, se utilizan menores cantidades de ste que las
utilizadas con los hules dieno; sin embargo, se utilizan aceleradores ms poderosos.
Tambin se utilizan sistemas con base en donadores de azufre, para as dar una mayor
resistencia al envejecimiento y menor deformacin permanente [Castao, 2002].
El
cuadro 2.2 indica sistemas tpicos de vulcanizacin para hule butilo.
Cuadro 2. Sistemas tpicos de vulcanizacin para IIR [Ramos, 1999]
Sistema convencional Sistema con donador de azufre
IIR
Azufre
xido de zinc
Tiazol
Tiuramio/ditiocarbamato
Ditiomorfolina
100 phr
0,5 - 2
5
0,5 1,0
1,0 2,5
-
100 phr
0 0,5
5
0 0,5
3 4,5
1,5 2,0
CONFORMADO DE ELASTMEROS S.A.
13
Al igual que con otros polmeros, se utiliza negro de humo y cargas minerales para
mejorar las propiedades mecnicas o para mejorar la procesabilidad. Se utilizan
tambin aceites minerales o plastificantes para reducir la viscosidad durante el
procesado o para modificar las propiedades del vulcanizado.
Se debe tener
cuidado de no utilizar aditivos con insaturacin de tipo olefnico, debido a que
stos reaccionarn preferencialmente con el sistema de vulcanizacin, dejando al
hule butilo con un menor grado de vulcanizacin [Eirich, 1978].
Debido a la estabilidad inherente al IIR, no se utilizan normante antioxidantes ni
antiozonantes. La resistencia al envejecimiento se controla mejor seleccionando
adecuadamente el sistema de vulcanizacin [Ramos, 1999].
Copolmeros halogenados del IIR*
En la dcada de los sesenta fueron introducidos los hules clorobutilo (CIIR) y
bromobutilo (BIIR), que se vulcanizan mucho ms rpido y no requieren de
poderosos sistemas de vulcanizacin. Los clorobutilos tienen un contenido de
1,2% de cloro y los bromobutilos de 2,0% de bromo [Fisher, 1957]. La diferencia
radica en el peso atmico del cloro y el bromo.
La superioridad de los hules halgeno-butilo por sobre los butilos normales, radica
en los siguientes aspectos [Castao, 2002]:
Mayor versatilidad de vulcanizacin; pueden ser vulcanizados con
perxidos (solo los bromobutilos), o con xido de zinc o de magnesio.
Mayor velocidad de vulcanizacin con menor concentracin de agentes
vulcanizantes.
Compatibilidad para covulcanizarse con otros hules dieno.
CONFORMADO DE ELASTMEROS S.A.
Mayor adhesin hacia s mismo y hacia otros hules.
Mejor resistencia al calor.
14
De igual manera, estos hules halgeno-butilo cuentan con las propiedades de los
hules butilo normales, como:
Baja permeabilidad a los gases.
Excelente resistencia a la interperie.
Excelente resistencia al ozono.
Baja resilencia.
Sin embargo, se debe tomar en cuena que los hules halgeno-butilo son ms
costosos que los hules normales.
Tapones elastomricos para viales inyectables
Es importante que se haga referencia al producto motivo del presente proyecto,
sobre el cual se est realizando esta investigacin, que se ahonde en su descripcin,
uso, estndares, caractersticas, entre otros.
Segn la norma ISO 8871 (2003), se desarrollan partes elastomricas para uso
farmacutico en varios diseos y tamaos dependiendo de su uso final. Estas
partes se utilizan para diferentes propsitos dependiendo del dispositivo en cual se
incorporarn. Por tanto se deben clasificar en las siguientes categoras:
Partes elastomricas para viales inyectables (ISO 8362-2)
Partes elastomricas para recipientes de infusin (ISO 8536-2)
Partes elastomricas para jeringas prellenas (ISO 11040-2 y 11040-5)
CONFORMADO DE ELASTMEROS S.A.
15
Partes elastomricas para dispositivos mdicos para uso farmacutico
(excepto guantes y sondas)
Partes elastomricas para productos liofilizados (ISO 8362-5 y 8536-6)
El producto involucrado en el presente estudio, son tapones elastomricos para
viales inyectables, los cuales se clasifican por tanto en el primer grupo de la
clasificacin anterior, es decir aplica en este caso la norma ISO 8362-2. Estos
tapones son productos de uso farmacutico, que se utilizan como materiales
primarios de empaque en contacto directo con las preparaciones farmacuticas,
vase figura 4.
Figura 4. Uso de tapones elastomricos para viales inyectables.
Segn Castao (2002), este tipo de tapones se produce por moldeo por compresin
de lminas del caucho elastomrico correspondiente, se fabrican comnmente de
butilo y halobutilos (bromobutilo y clorobutilo), sin embargo, tambin se fabrican
de estireno-butadieno, neopreno, butadieno-acrilonitrilo, silicn, nitrilo, etilenopropileno-dieno, entre otros. La escogencia del material se da en funcin del grado
de inocuidad entre el tapn y el medicamento con el cual se encontrarn en
contacto. Asimismo, existen diversos tamaos comerciales, dicho tamao hace
CONFORMADO DE ELASTMEROS S.A.
16
referencia al dimetro nominal (DN) en milmetros de la cabeza del tapn, entre los
que se encuentran 13, 20, 30 y 32. El ms difundido es el de DN 20.
Este tipo de producto se encuentra normado y sujeto a una serie de rigurosas
especificaciones, lo cual es razonable en el entendido que estos tapones se
encuentran en contacto directo con el medicamento, es decir, son materiales
primarios de empaque.
Bsicamente, los tapones elastomricos para viales inyectables se encuentra regido
bajo dos estndares: la norma ISO 8871 Partes elastomricas para parenterales y para
dispositivos de uso farmacutico y la norma ISO 8362-2 Contenedores de inyeccin para
inyectables y accesorios parte 2: tapones para viales inyectables. Asimismo, existen
otras normas, como Farmacopeas, normas DIN Alemanas, normas ASTM, que
tambin pautan este tipo de tapones, en realidad el uso especfico de alguna en
detrimento de las dems va en funcin de la zona geogrfica de aplicacin de las
mismas, pues las especificaciones, metodologas y lmites que contienen son
prcticamente los mismos.
La norma ISO 8871 es la norma general para todas las partes hechas de elastmeros
para uso farmacutico, esta se comprende de 5 partes, en las cuales se especifican
los requisitos y mtodos qumicos, biolgicos, funcionales, de identificacin y
caracterizacin. La norma ISO 8871 hace la referencia hacia la norma ISO 8362-2,
estndar especfico del producto que se estudia en el presente proyecto (tapones
para viales inyectables), as en ella se detalla el diseo, dimensiones, materiales,
rendimientos, requisitos y pruebas.
CONFORMADO DE ELASTMEROS S.A.
17
En la parte ISO 8871-1 (2003) se especifican una serie de mtodos de pruebas
comparativas para la evaluacin qumica de los tapones por la determinacin de
extrables de autoclavados acuosos de los mismos. Dichas pruebas y sus lmites se
indican en el cuadro 3. Se enumeran dos diferentes lmites, para elastmero tipo I
y tipo II, el tipo I es para lmites ms estrictos y es el preferible, mientras que el tipo
II es para tapones que, a causa de una composicin diferente para obtener
propiedades mecnicas especiales, como los de mltiples dosis,
no pueden
cumplir con requisitos tan estrictos.
Cuadro 3. Controles qumicos y lmites para los tapones elastomricos para
viales inyectables, elastmeros tipo I y II [ISO 8871-1, (2003)]
Anexo de
Prueba
Requisitos/Lmites
ISO 8871-1
Turbidez
Color
Acidez/alcalinidad
Absorbancia
Sustancias reductoras
Tipo I: No ms turbio que la suspensin de referencia II
Tipo II: No ms turbio que la suspensin de referencia III
A.1
Tipo I y II: Mo ms intensamente colorido que la solucin
de referencia GY5
A.2
Tipo I y II:
0,3 ml de solucin de hidrxido de sodio 0,01 M /
0,8 ml de solucin de cido clorhdrico 0,01 M
Tipo I: 0,2 en todo el mbito entre 220 nm a 360 nm
Tipo II: 4,0 en todo el mbito entre 220 nm a 360 nm
Tipo I: 3,0 ml de solucin de tiosulfato de sodio 0,01 M
Tipo II: 7,0 ml de solucin de tiosulfato de sodio 0,01 M
Metales pesados extrables Tipo I y II: 2,0 mg/l
Zinc extrable
Tipo I y II: 5,0 mg/l
Amoniaco extrable
Tipo I y II: 2,0 mg/l
Tipo I: 2,0 mg/50ml
Residuos de evaporacin Tipo II: 4,0 mg/50ml
Sulfuros voltiles
Conductividad
Tipo I y II: mancha negra en el papel de acetato no debe
ser mayor o ms oscura que la referencia (0,154mg Na2S
por cada 20 cm2 de rea superficial de tapones)
Tipo I: 15 S/cm
Tipo II: 30 S/cm
CONFORMADO DE ELASTMEROS S.A.
18
En la parte ISO 8871-5 (2005), se especifican los requisitos funcionales para las
partes elastomricas que se utilizan en conjunto con dispositivos de perforacin,
los parmetros que se evalan son aquellos importantes y asociados al proceso de
perforacin. Dichas pruebas y sus lmites se indican en el cuadro 2.4. Los
resultados de estas pruebas funcionales se obtienen en funcin del grado de
vulcanizado del caucho (proceso productivo).
Cuadro 4. Controles funcionales y lmites para los tapones elastomricos para
viales inyectables [ISO 8871-5, (2005)]
Anexo de la
Prueba
Requisitos/Lmites
ISO 8871-5
Penetrabilidad
La fuerza requerida para perforar no debe ser mayor que 10 N
para cada tapn evaluado
Fragmentacin
A simple vista, el nmero de fragmentos elastomricos
detectables por 48 perforaciones, no debe ser mayor de 5
Autosellado
A simple vista, ninguno de los viales evaluados debe
contener traza alguna de solucin coloreada
Integridad sello-vial*
A simple vista, ninguno de los viales evaluados debe
contener traza alguna de solucin coloreada
* La prueba de autosellado implica la realizacin de la prueba de integridad sello-vial, por tanto si se realiza la de
autosellado (que es slo para tapones de mltiples dosis) no se requiere realizar la otra.
You might also like
- Apu Instalaciones ElectricasDocument48 pagesApu Instalaciones ElectricasRoner Javier Aleman Torres100% (1)
- Análisis Espectroscopía RMNDocument8 pagesAnálisis Espectroscopía RMNMarión Inostroza OlivaresNo ratings yet
- Extracción y Separación de Pigmentos VegetalesDocument16 pagesExtracción y Separación de Pigmentos Vegetalescarlos de los santosNo ratings yet
- Covenin 3826Document10 pagesCovenin 3826reynel carrascoNo ratings yet
- Sistemas Neumaticos e Hidraulicos - 3-4 - Gua n2 Circuitos de Mando NeumticoDocument23 pagesSistemas Neumaticos e Hidraulicos - 3-4 - Gua n2 Circuitos de Mando NeumticoJesus MedranoNo ratings yet
- Los TherbligsDocument10 pagesLos TherbligsAndres ShadayNo ratings yet
- Practicas de Laboratorio de Maquinas Electricas LibDocument77 pagesPracticas de Laboratorio de Maquinas Electricas LibMarín Silva MauricioNo ratings yet
- TX MaquinasDocument9 pagesTX MaquinasSantos AchotegüiNo ratings yet
- Determinación Del Pka Del Azul de Bromotimol Por EspectrofotometríaDocument8 pagesDeterminación Del Pka Del Azul de Bromotimol Por EspectrofotometríaJorge RosalesNo ratings yet
- Destilación de Etanol en Una Bebida.Document6 pagesDestilación de Etanol en Una Bebida.Xavier Bolivar Ayala BenítezNo ratings yet
- Estandar de Extraccion .GCDDocument1 pageEstandar de Extraccion .GCDAnonymous GdWMlV46bUNo ratings yet
- Reporte No 8. Aromaticos, Sintesis de Acido Picrico.Document3 pagesReporte No 8. Aromaticos, Sintesis de Acido Picrico.Pablo SanchezNo ratings yet
- AnteproyectoDocument9 pagesAnteproyectoGonzalo GarciaNo ratings yet
- Bioplasticos de plátano y mandarina reducen contaminaciónDocument2 pagesBioplasticos de plátano y mandarina reducen contaminaciónAngelo LlanqueNo ratings yet
- Síntesis de Un Halogenuro de AlquiloDocument13 pagesSíntesis de Un Halogenuro de AlquiloJason Davis75% (4)
- Estructura y función de los ácidos nucleicosDocument76 pagesEstructura y función de los ácidos nucleicosEvelyn OrrantiaNo ratings yet
- Surfactantes y TensoactivosDocument28 pagesSurfactantes y TensoactivosJoseGarcia100% (1)
- Ácido bórico: insecticida inorgánico de baja toxicidadDocument2 pagesÁcido bórico: insecticida inorgánico de baja toxicidadRoger CubasNo ratings yet
- Refinación de Los Aceites LubricantesDocument2 pagesRefinación de Los Aceites LubricantesL Angel SanchezNo ratings yet
- Optimización de producción y ventas para sombreros vaqueros considerando requerimientos de mano de obra y límites de mercadoDocument12 pagesOptimización de producción y ventas para sombreros vaqueros considerando requerimientos de mano de obra y límites de mercadoAndreaNo ratings yet
- Contaminacion Por Emisiones VehicularesDocument55 pagesContaminacion Por Emisiones VehicularesDario OviedoNo ratings yet
- I Eliminatorio de Biología (Solución)Document7 pagesI Eliminatorio de Biología (Solución)Andrés Reinoso SánchezNo ratings yet
- ConclusionesDocument11 pagesConclusionesGabriela Díaz RoncerosNo ratings yet
- 2811 2023 Cot Senales FotoluminiscentesDocument1 page2811 2023 Cot Senales FotoluminiscentesLuis EspinozaNo ratings yet
- Arancel AgrofixDocument2 pagesArancel AgrofixIsaac Ignacio GuillénNo ratings yet
- Reporte BiologíaDocument3 pagesReporte BiologíaPablo Ramirez100% (3)
- 1000102Document16 pages1000102LidiaPariNo ratings yet
- Presentación 10 GLUCONEOGENESISDocument30 pagesPresentación 10 GLUCONEOGENESISE Clinton LMNo ratings yet
- El Mundo de La CarboquímicaDocument7 pagesEl Mundo de La CarboquímicaCindy Pulido100% (1)
- Productos Orgánicos Certificados Tecnología AmbientalDocument9 pagesProductos Orgánicos Certificados Tecnología AmbientalFuria Verde AlexNo ratings yet
- Actividad IntegradoraDocument20 pagesActividad IntegradoraLimón SalNo ratings yet
- Los PoriferosDocument4 pagesLos PoriferosAnonymous GY7EYzw100% (1)
- Lápiz LabialDocument4 pagesLápiz LabialIris Hernandez GarciaNo ratings yet