You might also like
- Glulam Construction and Connection DetailsDocument7 pagesGlulam Construction and Connection DetailsNiceman NatiqiNo ratings yet
- Reinforced Concrete Buildings: Behavior and DesignFrom EverandReinforced Concrete Buildings: Behavior and DesignRating: 5 out of 5 stars5/5 (1)
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsFrom Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsRating: 4 out of 5 stars4/5 (1)
- Petra University (Architecture - Ebook) - Metal - Building - Systems - Design - and - Specifications-20610-Part145 PDFDocument2 pagesPetra University (Architecture - Ebook) - Metal - Building - Systems - Design - and - Specifications-20610-Part145 PDFFWICIPNo ratings yet
- Steel ConstructionsDocument23 pagesSteel ConstructionsdanmertzNo ratings yet
- Designing MSE Walls at Pile-Supported BridgesDocument15 pagesDesigning MSE Walls at Pile-Supported BridgesLjubomir JocicNo ratings yet
- Concrete in Highway Engineering: International Series of Monographs in Civil EngineeringFrom EverandConcrete in Highway Engineering: International Series of Monographs in Civil EngineeringRating: 4 out of 5 stars4/5 (5)
- How to Build a Global Model Earthship Operation II: Concrete WorkFrom EverandHow to Build a Global Model Earthship Operation II: Concrete WorkNo ratings yet
- Ziva RWW ManuscriptDocument3 pagesZiva RWW ManuscriptroderunnersdNo ratings yet
- Hyd Schematic 2658487205 - 005Document3 pagesHyd Schematic 2658487205 - 005Angelo Solorzano100% (2)
- 11.1.1 Connections in BuildingsDocument12 pages11.1.1 Connections in BuildingsNicoreac Monica PaulaNo ratings yet
- Flat Slab (Efficient Construction)Document4 pagesFlat Slab (Efficient Construction)tanhh5678No ratings yet
- 98 Tips For Designing Structural SteelDocument6 pages98 Tips For Designing Structural SteelVinod Kumar ReddyNo ratings yet
- Connections in offshore deck structuresDocument19 pagesConnections in offshore deck structuresMadhurimaMitraNo ratings yet
- 18 Istructe Ec2 (Concrete) Design ManualDocument2 pages18 Istructe Ec2 (Concrete) Design ManualBertin BakariNo ratings yet
- Test 3 FinalDocument8 pagesTest 3 FinaladithyaNo ratings yet
- C I 3304 Detailing CornerDocument5 pagesC I 3304 Detailing CornerNono_geotecNo ratings yet
- Chapter Ten: 10.2 Fixed-Base Versus Pinned-Base ColumnsDocument2 pagesChapter Ten: 10.2 Fixed-Base Versus Pinned-Base ColumnsNani TirumalasettiNo ratings yet
- Post Tensioning in Building StructuresDocument21 pagesPost Tensioning in Building StructuresLuan Truong VanNo ratings yet
- 98 Tips: For DesigningDocument6 pages98 Tips: For DesigningKarthikeyan KrishNo ratings yet
- Cost Effective ConnectionsDocument14 pagesCost Effective ConnectionsMarakan MaranNo ratings yet
- HTTP WWW - Sefindia.org Q System Files Reinforcement-QualityDocument9 pagesHTTP WWW - Sefindia.org Q System Files Reinforcement-Qualityarunn1609No ratings yet
- ESDEP WG 15A: Connections in Offshore Deck StructuresDocument20 pagesESDEP WG 15A: Connections in Offshore Deck StructuresLinh Tran100% (1)
- Steel and Concrete Composite Design For Long-Span BridgesDocument6 pagesSteel and Concrete Composite Design For Long-Span BridgesamigotNo ratings yet
- ValueengrDocument23 pagesValueengrredinezNo ratings yet
- Launching of Pre Stressed Girder by James R LibbyDocument19 pagesLaunching of Pre Stressed Girder by James R LibbyhammadhouseNo ratings yet
- 2010v09 98 TipsDocument6 pages2010v09 98 Tipsvenkatesh19701No ratings yet
- Vimmr Se Fixing of Precast Concrete Columns To FoundationsDocument4 pagesVimmr Se Fixing of Precast Concrete Columns To FoundationsmagdyamdbNo ratings yet
- Design Jacking Pipa Australia STDDocument10 pagesDesign Jacking Pipa Australia STDDaniel SalehNo ratings yet
- Long Span Steel TrussDocument4 pagesLong Span Steel TrussDavid ReyesNo ratings yet
- Bezerra 2009Document10 pagesBezerra 2009ANTONY MIJAEL MELENDEZ SANCHEZNo ratings yet
- Connections: Best Tips of The 21st CenturyDocument4 pagesConnections: Best Tips of The 21st Centurysymon ellimac100% (1)
- Slab-on-Grade Reinforcing Design Course OutlineDocument9 pagesSlab-on-Grade Reinforcing Design Course OutlineAdam GreenlawNo ratings yet
- Steelconstruction - Info: Accuracy of Steel FabricationDocument12 pagesSteelconstruction - Info: Accuracy of Steel FabricationRavindra ErabattiNo ratings yet
- Concrete Floor SpecsDocument7 pagesConcrete Floor SpecsrshyamsNo ratings yet
- From WorkDocument42 pagesFrom WorkPrashant SunagarNo ratings yet
- Pouring Concrete Constant Thickness Plane Steel Composite FloorsDocument5 pagesPouring Concrete Constant Thickness Plane Steel Composite FloorsΤε ΧνηNo ratings yet
- Section 9 US 2011Document12 pagesSection 9 US 2011Carlos SYNo ratings yet
- Constructable Steel Structures OptimizedDocument10 pagesConstructable Steel Structures OptimizedTsiry Tsilavo RajaonaryNo ratings yet
- Bridge Splices and Connections GuideDocument10 pagesBridge Splices and Connections GuidePankaj_Taneja_9684No ratings yet
- Basics of Post-Installed Rebar Connections DesignDocument34 pagesBasics of Post-Installed Rebar Connections Designjrobert123321No ratings yet
- Basics of post-installed rebar connectionsDocument33 pagesBasics of post-installed rebar connectionsHaitham KayyaliNo ratings yet
- Reinforcement Design For Metal Building SystemsDocument6 pagesReinforcement Design For Metal Building SystemsamachmouchiNo ratings yet
- Advanced Construction Methods in R.C.C: Prestessed ConcreteDocument12 pagesAdvanced Construction Methods in R.C.C: Prestessed Concretepoosa annupriyaNo ratings yet
- 98 Tips For Designing Structural SteelDocument5 pages98 Tips For Designing Structural Steelklynchelle100% (2)
- Design and analysis of composite concrete-steel deck systemsDocument16 pagesDesign and analysis of composite concrete-steel deck systemsAhmad FitrahNo ratings yet
- Stud Welding of Shear Conector PDFDocument13 pagesStud Welding of Shear Conector PDFramdacNo ratings yet
- Additional Truss NotesDocument7 pagesAdditional Truss Notesmdavies20No ratings yet
- Link Slab Deck JointsDocument20 pagesLink Slab Deck JointsAnton Husen PurboyoNo ratings yet
- Article - Alternating Bar Sizes - CRSIDocument3 pagesArticle - Alternating Bar Sizes - CRSIErick Adrian Quintero Jaramillo100% (1)
- Reservoirs - Ch. 5 - PrefabricationDocument27 pagesReservoirs - Ch. 5 - PrefabricationtimsykiNo ratings yet
- Steel Moment Frames 101 - What To Consider When Creating Wide Open SpacesDocument3 pagesSteel Moment Frames 101 - What To Consider When Creating Wide Open SpacesgullipalliNo ratings yet
- Innovative Ways To Reinforce Slabs On GroundDocument8 pagesInnovative Ways To Reinforce Slabs On GroundScooby DooNo ratings yet
- Rebar TolerancesDocument4 pagesRebar Tolerancesjade5704No ratings yet
- Sixteen tips for fostering collaboration on splice designDocument4 pagesSixteen tips for fostering collaboration on splice designKamal HalawiNo ratings yet
- A Short Guide to the Types and Details of Constructing a Suspension Bridge - Including Various Arrangements of Suspension Spans, Methods of Vertical Stiffening and Wire Cables Versus Eyebar ChainsFrom EverandA Short Guide to the Types and Details of Constructing a Suspension Bridge - Including Various Arrangements of Suspension Spans, Methods of Vertical Stiffening and Wire Cables Versus Eyebar ChainsNo ratings yet
- Some Mooted Questions in Reinforced Concrete Design American Society of Civil Engineers, Transactions, Paper No. 1169, Volume LXX, Dec. 1910From EverandSome Mooted Questions in Reinforced Concrete Design American Society of Civil Engineers, Transactions, Paper No. 1169, Volume LXX, Dec. 1910No ratings yet
- Reinforced Concrete Grade Beams, Piles & Caissons: A Practical Guide for Hillside ConstructionFrom EverandReinforced Concrete Grade Beams, Piles & Caissons: A Practical Guide for Hillside ConstructionNo ratings yet
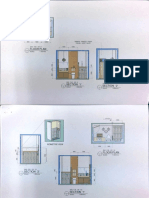
- Floor plan and sections for 2nd floor room 9 and 10Document2 pagesFloor plan and sections for 2nd floor room 9 and 10josephbawaNo ratings yet
- Tilt-Up Panel Lifting AnalysisDocument7 pagesTilt-Up Panel Lifting Analysisthavaraj8No ratings yet
- Mast DetailDocument1 pageMast DetailjosephbawaNo ratings yet
- T 097Document4 pagesT 097sathishNo ratings yet
- Mechanical Deck Lay OutDocument1 pageMechanical Deck Lay OutjosephbawaNo ratings yet
- M1Document1 pageM1josephbawaNo ratings yet
- Prefix With LedgesDocument1 pagePrefix With LedgesjosephbawaNo ratings yet
- Method Statement For Tower Crane Erection & ManagementDocument3 pagesMethod Statement For Tower Crane Erection & ManagementjosephbawaNo ratings yet
- PcfixingDocument7 pagesPcfixingjosephbawaNo ratings yet
- Msds Adbond DLDocument3 pagesMsds Adbond DLjosephbawaNo ratings yet
- 10 PDFDocument1 page10 PDFjosephbawaNo ratings yet
- mp4Document2 pagesmp4josephbawaNo ratings yet
- Asa PDFDocument1 pageAsa PDFjosephbawaNo ratings yet
- Typical Flat PanelDocument1 pageTypical Flat PaneljosephbawaNo ratings yet
- Tilt-Up Panel Lifting AnalysisDocument7 pagesTilt-Up Panel Lifting Analysisthavaraj8No ratings yet
- Adbond DLDocument1 pageAdbond DLjosephbawaNo ratings yet
- MBY-6 Print WT + WEBDocument1 pageMBY-6 Print WT + WEBjosephbawaNo ratings yet
- Welding Plates On I-Beam - 27 April 2016-Layout1Document1 pageWelding Plates On I-Beam - 27 April 2016-Layout1josephbawaNo ratings yet
- 1763Document7 pages1763josephbawaNo ratings yet
- Purlin Design AnalysisDocument29 pagesPurlin Design AnalysisMel Bryan Escobido SolisNo ratings yet
- Warehouse Pedestal Layout1Document1 pageWarehouse Pedestal Layout1josephbawaNo ratings yet
- Auto Lift Precast Concrete Wind Tower: Maximum Optimization in Large HeightsDocument7 pagesAuto Lift Precast Concrete Wind Tower: Maximum Optimization in Large HeightsjosephbawaNo ratings yet
- Elev EstimateDocument1 pageElev EstimatejosephbawaNo ratings yet
- Expanda FoamDocument2 pagesExpanda FoamjosephbawaNo ratings yet
- Authorization FormDocument1 pageAuthorization FormjosephbawaNo ratings yet
- Common Errors in Truss Design PDFDocument8 pagesCommon Errors in Truss Design PDFdarkkimiNo ratings yet
- Performance Based Fire Design for Concrete Filled Steel ColumnsDocument10 pagesPerformance Based Fire Design for Concrete Filled Steel ColumnsjosephbawaNo ratings yet
- 1997 Uniform Building Code To UBC - IBC - Crossref - 06Document44 pages1997 Uniform Building Code To UBC - IBC - Crossref - 06Janardhan CharyuluNo ratings yet
- HTTPWWW Ptmts Org Pl2010-2-Arivalagan-kDocument12 pagesHTTPWWW Ptmts Org Pl2010-2-Arivalagan-kjosephbawaNo ratings yet
- (Math 6 WK 5 L9) - Problems Involving Addition and or Subtraction of DecimalsDocument43 pages(Math 6 WK 5 L9) - Problems Involving Addition and or Subtraction of DecimalsRhea OciteNo ratings yet
- It 7sem Unit Ii IotDocument10 pagesIt 7sem Unit Ii IotMaitrayee SuleNo ratings yet
- Sinavy Pem Fuel CellDocument12 pagesSinavy Pem Fuel CellArielDanieli100% (1)
- MI 276 Rev B - Conversion of Turbochargers For Opposite Engine RotationDocument15 pagesMI 276 Rev B - Conversion of Turbochargers For Opposite Engine RotationJesse BarnettNo ratings yet
- Proejcr ManduaDocument552 pagesProejcr ManduaDanny NguyenNo ratings yet
- 6 Main Rotor Config DesignDocument44 pages6 Main Rotor Config DesignDeepak Paul TirkeyNo ratings yet
- Media Effects TheoriesDocument6 pagesMedia Effects TheoriesHavie Joy SiguaNo ratings yet
- Documentation For UStarDocument26 pagesDocumentation For UStarthunder77No ratings yet
- Sulzer MC EquipmentDocument12 pagesSulzer MC EquipmentsnthmlgtNo ratings yet
- The UFO Book Encyclopedia of The Extraterrestrial (PDFDrive)Document756 pagesThe UFO Book Encyclopedia of The Extraterrestrial (PDFDrive)James Lee Fallin100% (2)
- The Godfather Term One Sample Basic Six Annual Scheme of Learning Termly Scheme of Learning WEEK 1 - 12Document313 pagesThe Godfather Term One Sample Basic Six Annual Scheme of Learning Termly Scheme of Learning WEEK 1 - 12justice hayfordNo ratings yet
- COP Oil: For Epiroc Components We Combine Technology and Environmental SustainabilityDocument4 pagesCOP Oil: For Epiroc Components We Combine Technology and Environmental SustainabilityDavid CarrilloNo ratings yet
- Sewer CadDocument10 pagesSewer CadAlvaro Jesus Añazco YllpaNo ratings yet
- ISO 17000 2004 Terms & DefintionsDocument6 pagesISO 17000 2004 Terms & DefintionsSelvaraj SimiyonNo ratings yet
- Th255, Th255c Axle Cat ServiceDocument280 pagesTh255, Th255c Axle Cat ServiceKevine KhaledNo ratings yet
- Influence of Oxygen in Copper - 2010Document1 pageInfluence of Oxygen in Copper - 2010brunoNo ratings yet
- Face To Face Pre-Intermediate B1Document162 pagesFace To Face Pre-Intermediate B1Andra OlariNo ratings yet
- 21st Century Literature Exam SpecsDocument2 pages21st Century Literature Exam SpecsRachel Anne Valois LptNo ratings yet
- Display TFT SPI ST7735Document6 pagesDisplay TFT SPI ST7735Adlene DenniNo ratings yet
- Admission:Discharge Criteria in Speech-Language Pathology - ASHADocument16 pagesAdmission:Discharge Criteria in Speech-Language Pathology - ASHANádia MarquesNo ratings yet
- Brochure Troysperse+CD1+Brochure+ (TB0112)Document8 pagesBrochure Troysperse+CD1+Brochure+ (TB0112)mario3312No ratings yet
- Lecture 6Document16 pagesLecture 6Dina Saad EskandereNo ratings yet
- CA Module Franklin Gari RDocument28 pagesCA Module Franklin Gari RFranklin GariNo ratings yet
- Naaqs 2009Document2 pagesNaaqs 2009sreenNo ratings yet
- Course-PM SSY135 Wireless Communications 21-22Document7 pagesCourse-PM SSY135 Wireless Communications 21-22Amirhossein MohsenianNo ratings yet
- Sci9 Q4 Mod8.2Document24 pagesSci9 Q4 Mod8.2John Christian RamosNo ratings yet
- Giljang - Bsn2-A10 - Sas 1-3Document7 pagesGiljang - Bsn2-A10 - Sas 1-3Cherylen Casul GiljangNo ratings yet
- Chapter 6 - 31-05-2023Document163 pagesChapter 6 - 31-05-2023Saumitra PandeyNo ratings yet