You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Ground Source Heating and CoolingDocument25 pagesGround Source Heating and CoolingAnuj Reddy100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- TankDocument233 pagesTankDHAVAL PANCHAL100% (3)
- Iomm VFD-3 030112Document100 pagesIomm VFD-3 030112Alexander100% (1)
- Storage Tank Selection, Sizing and Troubleshooting, Kolmetz Handbook of Process Equipment DesignDocument39 pagesStorage Tank Selection, Sizing and Troubleshooting, Kolmetz Handbook of Process Equipment DesignAlexander100% (1)
- ERGIL's Internal Floating Roof Design, Construction and OperationDocument29 pagesERGIL's Internal Floating Roof Design, Construction and OperationVolkan Gudelek100% (1)
- Elements Periodic TableDocument168 pagesElements Periodic TablejackzhangNo ratings yet
- Centrifugal Pump Selection and SizingDocument56 pagesCentrifugal Pump Selection and SizingNoman Abu-FarhaNo ratings yet
- API 650 Water Storage TankDocument60 pagesAPI 650 Water Storage TankAlexanderNo ratings yet
- Gas Liquid Separators Bothamley JM CampbellDocument9 pagesGas Liquid Separators Bothamley JM CampbellLTORRESMNo ratings yet
- Gravity Separator Fundamentals and DesignDocument23 pagesGravity Separator Fundamentals and DesignThanh Van Le100% (1)
- Synergi Pipeline Simulator Brochure - tcm8 59286 PDFDocument4 pagesSynergi Pipeline Simulator Brochure - tcm8 59286 PDFAlexanderNo ratings yet
- Modelling of Naphtha Cracking For Olefins Production - Joao MarcosDocument9 pagesModelling of Naphtha Cracking For Olefins Production - Joao MarcosBahar MeschiNo ratings yet
- ETL Flame Arrester GuideDocument12 pagesETL Flame Arrester GuideaysegulNo ratings yet
- CEN-ING-18011-MEE-PL-001-2 Trampa de Despacho JF PDFDocument1 pageCEN-ING-18011-MEE-PL-001-2 Trampa de Despacho JF PDFAlexanderNo ratings yet
- Ac-Ms Modular Systems: Air Cooler IndustryDocument6 pagesAc-Ms Modular Systems: Air Cooler IndustryAlexanderNo ratings yet
- Intro To Pumping SystemsDocument0 pagesIntro To Pumping SystemssatstarNo ratings yet
- Design Criteria and Simulation of Flare Gas Recovery System: January 2015Document6 pagesDesign Criteria and Simulation of Flare Gas Recovery System: January 2015AlexanderNo ratings yet
- UL 142 SUN Rev 7 19 2013 ED 7 19 2018 PDFDocument2 pagesUL 142 SUN Rev 7 19 2013 ED 7 19 2018 PDFStephen Harold RayosoNo ratings yet
- Certification: Gulf Field Higher Institude of Petroleum - LimbeDocument60 pagesCertification: Gulf Field Higher Institude of Petroleum - LimbeAlexanderNo ratings yet
- TR Diss 1672 PDFDocument302 pagesTR Diss 1672 PDFsalamrefighNo ratings yet
- G LIT Aboveground-Vertical-Tanks UL 142Document2 pagesG LIT Aboveground-Vertical-Tanks UL 142juliosieteNo ratings yet
- Breathing Loss PDFDocument12 pagesBreathing Loss PDFAlexanderNo ratings yet
- Pump Selection, Sizing and Troubleshooting, Kolmetz Handbook of Process Equipment DesignDocument20 pagesPump Selection, Sizing and Troubleshooting, Kolmetz Handbook of Process Equipment DesignAlexanderNo ratings yet
- Emission Factor Documentation For AP-42Document219 pagesEmission Factor Documentation For AP-42Jaimin PatelNo ratings yet
- G LIT API-650-Tanks PDFDocument2 pagesG LIT API-650-Tanks PDFAlexanderNo ratings yet
- Emission Factor Documentation For AP-42Document219 pagesEmission Factor Documentation For AP-42Jaimin PatelNo ratings yet
- G LIT API-650-Tanks PDFDocument2 pagesG LIT API-650-Tanks PDFAlexanderNo ratings yet
- Breathing Loss PDFDocument12 pagesBreathing Loss PDFAlexanderNo ratings yet
- 2000ti PDFDocument5 pages2000ti PDFsadatNo ratings yet
- 0217 PresentationDocument73 pages0217 PresentationHector RodriguezNo ratings yet
- 32B Oil After The Wellhead - FinalDocument50 pages32B Oil After The Wellhead - FinalalexshunNo ratings yet
- 1083ch7 0015 PDFDocument18 pages1083ch7 0015 PDFMuhammad NaeemNo ratings yet
- Humayun 2016Document6 pagesHumayun 2016elang revyNo ratings yet
- QwertyDocument3 pagesQwertyAaron AldoverNo ratings yet
- Chemistry - Test PrepDocument7 pagesChemistry - Test PrepMCHNo ratings yet
- Lecture 5the Periodic Table PDFDocument23 pagesLecture 5the Periodic Table PDFMohammedNo ratings yet
- Reaksi Alkilasi Friedel-Crafts: Kimia Organik II Jurusan Pendidikan KimiaDocument10 pagesReaksi Alkilasi Friedel-Crafts: Kimia Organik II Jurusan Pendidikan KimiaEkanisaKurniawatiNo ratings yet
- Complete Gas Flow EquationsDocument12 pagesComplete Gas Flow Equationstanzim mehdiNo ratings yet
- Ch. 1 Particulate Nature of MatterDocument10 pagesCh. 1 Particulate Nature of MatterهندNo ratings yet
- Unit 6 - Redox Reactions Student VersionDocument34 pagesUnit 6 - Redox Reactions Student VersionAmadu sallieuNo ratings yet
- Determination of Indiactor Constant of Bromocresol GreenDocument3 pagesDetermination of Indiactor Constant of Bromocresol GreenShouvik MitraNo ratings yet
- Thermo Model in HysysDocument12 pagesThermo Model in HysysAadi KhanNo ratings yet
- Antibacterial Polymers - A Mini Review: SciencedirectDocument6 pagesAntibacterial Polymers - A Mini Review: SciencedirectLe Quynh AnhNo ratings yet
- Numerical Modelling of A Direct Contact Condensation Experiment Using The AIAD FrameworkDocument25 pagesNumerical Modelling of A Direct Contact Condensation Experiment Using The AIAD FrameworkAmin AlAhmadyNo ratings yet
- Fosroc Solutions For: AdmixturesDocument9 pagesFosroc Solutions For: Admixturesjanuarto jamadiNo ratings yet
- EE1 LecturenotesDocument53 pagesEE1 LecturenotesVivek SuranaNo ratings yet
- Closed Reflux Titrimetric COD Method SummaryDocument2 pagesClosed Reflux Titrimetric COD Method SummaryAlberto VELOSA ROANo ratings yet
- Revised Chemistry of Lanthanoides PDFDocument61 pagesRevised Chemistry of Lanthanoides PDFFarzana MustafaNo ratings yet
- The Process of DecaffeinationDocument3 pagesThe Process of Decaffeinationjrc5569No ratings yet
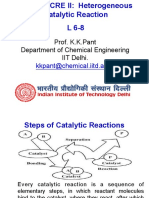
- Prof. K.K.Pant Department of Chemical Engineering IIT DelhiDocument45 pagesProf. K.K.Pant Department of Chemical Engineering IIT DelhiApaar MudgalNo ratings yet
- CLS Aipmt 18 19 XII Che Study Package 5 SET 1 Chapter 5Document10 pagesCLS Aipmt 18 19 XII Che Study Package 5 SET 1 Chapter 5Ûdây RäjpütNo ratings yet
- Worksheet Chemo G 12 Unit Tu 22 2016Document9 pagesWorksheet Chemo G 12 Unit Tu 22 2016Dagim YenenehNo ratings yet
- P-i-n Diode Working and TypesDocument9 pagesP-i-n Diode Working and TypesAshwin JoshiNo ratings yet
- Sankey DiagramDocument5 pagesSankey DiagramrajeshbharatNo ratings yet
- Pressure Vessels Data SheetDocument1 pagePressure Vessels Data SheetAndrés SepúlvedaNo ratings yet
- Bluestar Silicones SolventlessThermal BDDocument6 pagesBluestar Silicones SolventlessThermal BDSergio Daniel GonzalezNo ratings yet
- Periodic Trends WorksheetDocument5 pagesPeriodic Trends WorksheetChristy HuynhNo ratings yet