Professional Documents
Culture Documents
Standard VCS 5605,: Volvo Car Corporation
Uploaded by
szawelllOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Standard VCS 5605,: Volvo Car Corporation
Uploaded by
szawelllCopyright:
Available Formats
STANDARD VCS 5605,519
Volvo Car Corporation
Established Date: Issue: Page:
2013-04 4 1(16)
The English language version is the original and Den engelsksprkiga versionen r originalversion
the reference in case of dispute. och ska beropas i hndelse av tvist.
JOINING, ARC WELDING FOGNING, BGSVETSNING
Arc welding Bgsvetsning
Weld classes and requirements Svetsklasser och krav
Steel, thickness > 3 mm Stl, tjocklek > 3 mm
Orientation Orientering
This issue differs from issue 3 in that: Denna utgva skiljer sig frn utgva 3 genom att:
for section 4, the heading has been changed avsnitt 4 har bytt rubrik till Krav
to Requirements
section 5 Filler metal wire has been added. avsnitt 5 Tilllsatstrd har lagts till.
Contents Innehll
1 Scope and field of application 1 Omfattning och tillmpning
2 Symbolic representation of welds 2 Svetsbeteckningar
3 Weld classes 3 Svetsklassser
3.1 Weld class designations and requirements 3.1 Svetsklassbeteckningar och krav
3.2 Check length 3.2 Kontrollstrcka
3.3 Additional designations 3.3 Tillggsbeteckningar
4 Requirements 4 Krav
4.1 Definitions 4.1 Definitioner
4.2 Tables 4.2 Tabeller
5 Filler metal wire 5 Tillsatstrd
6 Quality assurance 6 Kvalitetsuppfljning
7 Indication in design-engineering 7 Angivelse i konstruktionsteknisk
documentation dokumentation
1 Scope and field of application 1 Omfattning och tillmpning
This standard is applicable to welding in steel Denna standard r tillmpbar fr svetsning i
sheets with a thickness > 3 mm. stlplt med en tjocklek > 3 mm.
Fusion welded joints in steel can, according to Smltsvetsfrband i stl kan enligt denna
this standard, be divided into four weld classes. standard indelas i fyra svetsklasser. Till varje
One or more additional requirements as specified svetsklass kan anges ett eller flera tillggskrav
in section 3.3 may be added to each weld class. enligt avsnitt 3.3.
The standard is applicable when producing, Standarden r tillmplig vid produktion, provning
testing, and inspecting welded assemblies in och kontroll av svetsade konstruktioner i stl.
steel.
Printed copies are uncontrolled. Print date: 2017-02-03
STANDARD VCS 5605,519
Volvo Car Corporation
Issue: Page:
4 2(16)
2 Symbolic representation of 2 Svetsbeteckningar
welds
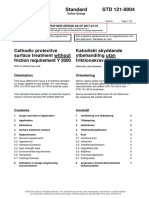
The structure of the symbolic representation of Svetsbeteckningens uppbyggnad beskrivs i
welds is described in VCS 5605,59. Figure 1 VCS 5605,59. Figur 1 visar exempel p hur en
gives an example of a symbolic representation of smltsvetsbeteckning kan se ut.
a fusion weld.
Number of weld elements
Antal delsvetsar
Dimension referring to weld cross-section
Mtt som avser svetsens tvrsnitt
Length of weld elements
Delsvetslngd
Spacing
Delning Additional designation
Tillggsbeteckning
Arrow line
Hnvisningsslinje a1.5 5 x 20 (10)
135-D-F Consequence class (see VCS 5060,39)
Konsekvensklass (se VCS 5060,39)
Welding class
Svetsklass
Elementary symbol Welding process (see VCS 5605,59)
Reference line Grundsymbol Svetsmetod (se VCS 5605,59)
Referenslinje
Fig. 1
3 Weld classes 3 Svetsklasser
3.1 Weld class designations and 3.1 Svetsklassbeteckningar och
requirements krav
The welded joints are divided into four weld Svetsfrbanden indelas i fyra svetsklasser A, B,
classes, A, B, C and D, with class A having the C och D med de strngaste kraven i klass A.
most rigorous requirements.
The requirements for weld classes A-D are shown Kraven fr svetsklasserna A-D framgr av
in the following three tables: fljande tre tabeller:
Table 1 specifies outer imperfections and Tabell 1 som anger yttre diskontinuiteter
shape deviations in butt joints och formavvikelser vid stumsvetsfrband
Table 2 specifies outer imperfections and Tabell 2 som anger yttre diskontinuiteter
shape deviations in fillet, corner and T-joints och formavvikelser vid kl-, hrn- och T-
svetsfrband
Table 3 specifies inner imperfections in butt, Tabell 3 som anger inre diskontinuiteter vid
fillet, corner and T-joints. stum-, kl-, hrn- och T-svetsfrband.
Printed copies are uncontrolled. Print date: 2017-02-03
STANDARD VCS 5605,519
Volvo Car Corporation
Issue: Page:
4 3(16)
3.2 Check length 3.2 Kontrollstrcka
The requirements in the tables apply to arbitrarily Kraven i tabellerna gller godtyckligt valda
chosen sections, check lengths of 200 mm in the strckor, kontrollstrckor, om 200 mm i
longitudinal direction of the weld. For weld lengths svetsens lngdriktning. Vid svetslngder mindre
shorter than 200 mm, the requirements shall be n 200 mm ska kraven sttas i relation till
related to the weld length. svetslngden.
3.3 Additional designations 3.3 Tillggsbeteckningar
Additional requirements may have been added to Till kraven i klasserna kan ytterligare krav vara
those of the various weld classes. In this case, lagda, vilka i s fall r angivna med en
they are marked with the additional designation F, tillggsbeteckning F, K, P, T, U, Y eller E.
K, P, T, U, Y or E.
3.3.1 F 3.3.1 F
The additional designation F shall be used when Tillggsbeteckningen F anvnds nr hgre krav
high finish requirements are specified for the stlls p svetsfrbandets finish.
welded joint.
This means that the weld shall Den innebr att svetsen ska
be even and straight vara jmn och rakt lagd
as far as practically and economically possible s lngt det r praktiskt och ekonomiskt
be unbroken mjligt, ha ett obrutet utfrande
not have any surface pores, arc strikes, vara fri frn ytporer, tndmrken,
spatter, oxide scale and other defects svetssprut, gldskal och andra defekter
disturbing the appearance of the weld. som str svetsens utseende.
3.3.2 K 3.3.2 K
The additional designation K shall be used when Tillggsbeteckningen K anvnds nr hgre krav
high corrosion resistance requirements are stlls p svetsfrbandets frmga att motst
specified for the welded joint. It means that korrosion. Den innebr att
surface imperfections such as sharp ytdiskontinuiteter som skarpa smltdiken,
undercuts, outer root defects, surface pores yttre rotfel, ytporer och krymphligheter ska
and cavities caused by shrinkage shall be vara utjmnade eller avlgsnade
evened out or removed
arc strikes, spatter and slag residues shall be tndmrken, svetssprut och slaggrester
avoided and, if this is not possible, they shall ska undvikas eller, om detta ej r mjligt,
be carefully removed omsorgsfullt avlgsnas
layers of oxide which form due to heating oxidskikt, som bildas p grund av
when welding stainless steel shall be removed uppvrmning vid svetsning av rostfria stl,
to the extent required. ska avlgsnas i erforderlig omfattning.
Printed copies are uncontrolled. Print date: 2017-02-03
STANDARD VCS 5605,519
Volvo Car Corporation
Issue: Page:
4 4(16)
3.3.3 P 3.3.3 P
The additional designation P shall be used when Tillggsbeteckningen P anvnds nr hgre
higher requirements, due to risk for lack of fusion, krav, p grund av risk fr bindfel, stlls p
are specified on penetration or side penetration intrngning eller sidointrngning (se VCS
(see VCS 5600,19). It means that 5600,19). Den innebr att
the penetration or side penetration shall be at intrngningen eller sidointrngningen ska
least 0,15 x the material thickness for material uppg till minst 0,15 x godstjockleken fr
thicknesses up to and including 10 mm godstjocklekar upp till och med 10 mm
for material thicknesses above 10 mm, the fr godstjocklekar ver 10 mm ska intrng-
penetration or side penetration shall be ningen eller sidointrngningen uppg till
minimum 1,5 mm minst 1,5 mm
the penetration shall be measured at the intrngningen mts mitt p fogprofilen
centre of the joint profile (see VCS 5600,19) (se VCS 5600,19)
the side penetration shall be measured at the sidointrngningen mts mitt p
centre of the leg(s). kateten/kateterna.
3.3.4 T 3.3.4 T
The additional designation T shall be used when Tillggsbeteckningen T anvnds nr tthetskrav
sealing requirements are specified for the welded finns p svetsfrbandet d.v.s frbandet ska
joint i.e. the joint shall meet specified requirements uppfylla angivna krav avseende tryck, medium
as to pressure resistance, medium and maximum och maximalt lckage.
leakage.
3.3.5 U 3.3.5 U
The additional designation U shall be used when Tillggsbeteckningen U anvnds nr hgre krav
high fatigue strength requirements are specified for stlls p svetsfrbandets utmattnings-
the welded joint. It means that hllfasthet. Den innebr att
undercuts, weld reinforcements, penetration smltdike, svetsrge, rotvulst, ej utfylld
beads, non-filled welds and root concavities svets och valv i rot ska ha en slt och jmn
shall have a smooth and even transition to the vergng till grundmaterialet
parent metal
incomplete root penetration is not permitted ofullstndig genomsvetsning ej tillts
arc strikes and spatter shall be avoided and, if tndmrken och svetssprut ska undvikas
this is not possible, they shall be carefully re- eller, om detta ej r mjligt, omsorgsfullt
moved. avlgsnas.
Printed copies are uncontrolled. Print date: 2017-02-03
STANDARD VCS 5605,519
Volvo Car Corporation
Issue: Page:
4 5(16)
3.3.6 Y 3.3.6 Y
The additional designation Y shall be used when Tillggsbeteckningen Y anvnds nr krav t.ex.
requirements with regard to outer imperfections av utseendeskl stlls p svetsfrbandets yttre
and shape deviations are specified for the welded diskontinuiteter och formavvikelser.
joint, for example for reasons of appearance on the (Tillggsbeteckningen Y upphver drmed
welded joint. (The additional designation Y thereby svetsklassens krav p inre diskontinuiteter).
invalidates the weld class requirements concerning Den innebr att
inner discontinuities.) It means that
the acceptance limits for the outer acceptansgrnserna fr yttre
imperfections and shape deviations according diskontinuiteter och formavvikelser enligt
to tables 1 and 2 shall be met for the weld tabell 1 och 2 ska innehllas fr angiven
class stated. svetsklass.
3.1.5 E 3.1.5 E
Additional designation E shall be used when Tillggsbeteckning E anvnds nr krav p
subsequent machining of the weld is required. It efterbearbetning av svetsen finns. Den innebr
means that imperfections in the transition between att diskontinuiteter i vergngen mellan svets
weld and parent metal shall be eliminated by och grundmaterial ska elimineras genom
subsequent machining (e.g. grinding or TIG efterbearbetning (t.ex. genom slipning eller TIG-
treatment). behandling).
4 Requirements 4 Krav
4.1 Definitions 4.1 Definitioner
The dimensional designations in tables 1-3 mean: Mttbeteckningarna i tabell 1-3 innebr:
t= the nominal material thickness of the parent t= nominell godstjocklek hos
metal. This always refers to the smallest grundmaterialet. I svetsfrband med olika
nominal material thickness in welded joints godstjocklekar hos grundmaterialen
with different parent metal thicknesses avses alltid den minsta
nominella godstjockleken
D= the smallest distance between the D= minsta avstndet mellan avsedda
imperfections concerned diskontinuiteter
l= the length of a single imperfection l= lngden fr enskild diskontinuitet
A= the dimensions of the imperfection in a A= diskontinuitetens utstrckning i tvrsnitt
cross-section
b= the width of the reinforcement of the weld b= bredden hos svetsens rge
c= the width of the penetration bead of the c= bredden hos svetsens rotvulst.
weld.
Printed copies are uncontrolled. Print date: 2017-02-03
STANDARD VCS 5605,519
Volvo Car Corporation
Issue: Page:
4 6(16)
4.2 Tables 4.2 Tabeller
Table 1 - Outer imperfections and shape deviations in butt joints Check length: 200 mm
Tabell 1 - Yttre diskontinuiteter och formavvikelser vid stumsvetsfrband Kontrollstrcka: 200 mm
No Type of imperfection Weld classes
Nr. Diskontinuitetstyp Svetsklasser
D C B A
1 Crack Not permitted Not permitted Not permitted Not permitted
Spricka Tillts ej Tillts ej Tillts ej Tillts ej
2 Outer lack of fusion Not permitted Not permitted Not permitted Not permitted
Yttre bindfel Tillts ej Tillts ej Tillts ej Tillts ej
3 Incomplete root A 0,2t, but max. A 0,1t, but max. Not permitted Not permitted
penetration 2 mm. 1 mm Tillts ej Tillts ej
Ofullstndig l 100 mm l t, but max.
genomsvetsning A 0,2t, dock 25 mm
max. 2 mm. A 0,1t, dock
l 100 mm max. 1 mm
l t, dock
max. 25 mm
4 Excessive penetration Locally permitted Locally permitted Not permitted Not permitted
Genomrinning Tillts lokalt if the penetration Tillts ej Tillts ej
bead goes over
to the parent
metal smoothly
Tillts lokalt om
rotvulsten i vrigt
har jmn ver-
gng till grund-
materialet
Printed copies are uncontrolled. Print date: 2017-02-03
STANDARD VCS 5605,519
Volvo Car Corporation
Issue: Page:
4 7(16)
No Type of imperfection Weld classes
Nr. Diskontinuitetstyp Svetsklasser
D C B A
5 End crater Permitted but not Permitted but not Not permitted Not permitted
ndkrater with crack with crack Tillts ej Tillts ej
Tillts, dock ej Tillts, dock ej
med spricka med spricka
6 Undercut Permitted locally Permitted locally Permitted locally Not permitted
Smltdike if A 0,2t, but if A 0,1t, but if A 0,05t, but Tillts ej
max. 2 mm max. 1 mm max. 0,5 mm.
Tillts lokalt om A Tillts lokalt om l 25 mm
0,2t, dock max. A 0,1t, dock Tillts lokalt om
2 mm max. 1 mm A 0,05t, dock
max. 0,5 mm.
l 25 mm
7 Non filled weld A 0,2t, but A 0,1t, but A 0,05t, but Not permitted
Ej utfylld svets max. 2 mm max. 1 mm max. 0,5 mm Tillts ej
A 0,2t, dock A 0,1t, dock A 0,05t, dock
max. 2 mm max. 1 mm max. 0,5 mm
8 Root concavity A 0,2t, but A 0,1t, but A 0,05t, but Not permitted
Valv i rot max. 2 mm. max. 1 mm max. 0,5 mm Tillts ej
A 0,2t, dock A 0,1t, dock A 0,05t, dock
max. 2 mm max. 1 mm max. 0,5 mm
9 Surfaces pores The extension of The extension of Only scattered Not permitted
Ytporer a single pore a single pore pores. Single Tillts ej
0,2t, but 0,1t, but max. pore extension
max. 3 mm. Total 1,5 mm. Total 0,1 t, but max.
porosity area porosity area 1,5 mm. Total
25 mm2 10 mm2 porosity area
Enskild pors Enskild pors 5 mm2
utstrckning utstrckning Endast spridda
0,2t, dock 0,1t, dock max. porer. Enskild
max. 3 mm. Total 1,5 mm. Total pors utstrckning
porarea porarea 0,1 t, dock max.
25 mm2 10 mm2 1,5 mm. Total
porarea
5 mm2
Printed copies are uncontrolled. Print date: 2017-02-03
STANDARD VCS 5605,519
Volvo Car Corporation
Issue: Page:
4 8(16)
No Type of imperfection Weld classes
Nr. Diskontinuitetstyp Svetsklasser
D C B A
10 Arc strikes and spatter Occasional arc Arc strikes not Not permitted Not permitted
Tndmrken och strikes though not permitted. Tillts ej Tillts ej
svetssprut with crack are Occasional
permitted. Spatter globular spatter
which has stuck which has stuck
is permitted is permitted
Enstaka tnd- Tndmrken
mrken tillts, tillts ej. Enstaka
dock ej med fastsittande
spricka. svetssprutprlor
Fastsittande tillts
svetssprut tillts
11 Weld reinforcement A 1,5 + 0,15b. A 1,5 + 0,1b. A 1,5 + 0,05b. The weld rein-
Svetsrge Overlap is Overlap is not Overlap is not forcement shall be
permitted to a permitted. permitted removed and the
small extent A 1,5 + 0,1b. A 1,5 + 0,05b. surface machined
A 1,5 + 0,15b. verrunnen svets verrunnen svets to the level of the
verrunnen svets tillts ej tillts ej parent metal
tillts i mindre Svetsrgen ska
omfattning vara avlgsnad
och ytan planbe-
arbetad till grund-
materialets niv
12 Penetration bead The penetration
A 1,5 + 0,3c A 1,5 + 0,2c A 1,5 + 0,1c
Rotvulst bead shall be
removed and the
surface machined
to the level of the
parent metal
Rotvulsten ska
vara avlgsnad
och ytan planbe-
arbetad till grund-
materialets niv
13 Edge displacement, one- A 1,5 + 0,25t, A 0,15t, but A 0,1t, but A 0,1t, but max.
sided welding but max. t or max. 3 mm max. 2 mm. 2 mm
Kantfrskjutning, ensides- 4 mm A 0,1t, dock
A 0,15t, dock A 0,1t, dock
svetsning A 1,5 + 0,25t, max. 2 mm
max. 3 mm max. 2 mm
dock max. t eller
4 mm
1)
Printed copies are uncontrolled. Print date: 2017-02-03
STANDARD VCS 5605,519
Volvo Car Corporation
Issue: Page:
4 9(16)
No Type of imperfection Weld classes
Nr. Diskontinuitetstyp Svetsklasser
D C B A
14 Edge displacement, A 1,5 + 0,25t, A 0,2t, but max. A 0,15t, but A 0,1t, but
double-sided welding but max. t or 5 mm max. 3 mm max. 2 mm
Kantfrskjutning, dubbel- 5 mm A 0,2t, dock A 0,15t, dock A 0,1t, dock
sidig svetsning A 1,5 + 0,25t, max. 5 mm max. 3 mm max. 2 mm
dock max. t eller
5 mm
1)
1) The following applies to pipe joints: 1) Fr rrledningsskarvar gller:
Edge displacement A at the outside of the Kantfrskjutning A vid rrens utsida fr
tube must not exceed 0,5 t, but max. 1 mm inte verstiga 0,5 t, dock hgst 1 mm fr
for metal thickness up to 5 mm. For metal godstjocklek upp till 5 mm. Fr
thicknesses between 5 and 10 mm, 0,2 t is godstjocklek mellan 5 och 10 mm tillts
permitted and for thicknesses over 10 mm, 0,2 t och fr godstjocklek ver 10 mm
0,1 t + 1, but max. 4 mm. 0,1 t + 1, dock hgst 4 mm.
Edge displacement A at the inside of the tube Kantfrskjutning A vid rrens insida fr
must not exceed 0,5 t, but max. 1 mm for inte verstiga 0,5 t, dock hgst 1 mm fr
metal thickness up to 5 mm. For thicknesses godstjocklek upp till 5 mm. Fr godstjocklek
over 5 mm, 0,05 (t-5) + 1 is permitted, but ver 5 mm tillts 0,05 (t-5) + 1, dock hgst
max. 2 mm. 2 mm.
Printed copies are uncontrolled. Print date: 2017-02-03
STANDARD VCS 5605,519
Volvo Car Corporation
Issue: Page:
4 10(16)
Table 2 - Outer imperfections and shape deviations in fillet, corner and T-joints Check length: 200 mm
Tabell 2 - Yttre diskontinuiteter och formavvikelser vid kl-, hrn- och Kontrollstrcka: 200 mm
T-svetsfrband
No. Type of imperfection Weld classes
Nr Diskontinuitetstyp Svetsklasser
D C B A
15 Crack Not permitted Not permitted Not permitted Not permitted
Spricka Tillts ej Tillts ej Tillts ej Tillts ej
16 Root defect Locally permitted Not permitted Not permitted Not permitted
Rotfel Tillts lokalt Tillts ej Tillts ej Tillts ej
17 End crater Permitted but not Permitted but not Not permitted Not permitted
ndkrater with crack with crack Tillts ej Tillts ej
Tillts, dock ej Tillts, dock ej
med spricka med spricka
18 Arc strikes and spatter Occasional arc Arc strikes not Not permitted Not permitted
Tndmrken och strikes but not permitted. Tillts ej Tillts ej
svetssprut with crack are Occasional
permitted. globular spatter
Spatter which which has stuck
has stuck is is permitted
permitted Tndmrken
Enstaka tnd- tilllts ej. Enstaka
mrken, dock ej fastsittande
med spricka till- svetssprutprlor
lts. Fastsittande tillts
svetssprut tillts
Printed copies are uncontrolled. Print date: 2017-02-03
STANDARD VCS 5605,519
Volvo Car Corporation
Issue: Page:
4 11(16)
No. Type of imperfection Weld classes
Nr Diskontinuitetstyp Svetsklasser
D C B A
19 Surface pores Single pore Single pore Only scattered Not permitted
Ytporer extension 0,2t, extension 0,1 t, pores. Single Tillts ej
but max. 3 mm. but max. 1,5 mm. pore extension
Total porosity Total porosity 0,1t, but
area 25 mm2 area 10 mm2 max. 1,5 mm.
Enskild pors Enskild pors ut- Total porosity
utstrckning strckning 0,1t, area 5 mm2
0,2t, dock dock max. Endast spridda
max 3 mm. Total 1,5 mm. Total porer. Enskild
porarea porarea pors utstrckning
25 mm2 10 mm2 0,1t dock max.
1,5 mm. Total
porarea
1,5 mm2
20 Undercut Locally A 0,2t, Locally A 0,1t, Locally A 0,05t, Not permitted
Smltdike but max. 2 mm but max. 1 mm but max. 0,5 mm. Tillts ej
Lokalt A 0,2t, Lokalt A 0,1t, l 25 mm
dock max. 2 mm dock max. 1 mm Lokalt A 0,05t,
dock max. 0,5
mm. l 25 mm
21 Leg deviation A 2 + 0,2a A 2 + 0,2a A 1,5 + 0,15a A 0,5 + 0,15a
Katetavvikelse
Printed copies are uncontrolled. Print date: 2017-02-03
STANDARD VCS 5605,519
Volvo Car Corporation
Issue: Page:
4 12(16)
No. Type of imperfection Weld classes
Nr Diskontinuitetstyp Svetsklasser
D C B A
22 Throat deviation Locally -0,2a Locally -0,1a Throat must not Throat must not
a-mttsavvikelse Lokalt -0,2a Lokalt -0,1a be less than be less than
specified specified
Underskridande Underskridande
av a-mtt tillts ej av a-mtt tillts ej
23 Connecting radius. Fully Even transition r4 min
penetrated T-weld joint Jmn vergng
Anslutningsradie. Genom-
svetsat T-frband
24 Connecting radius, fillet Even transition r4 min
weld Jmn vergng
Anslutningsradie, klsvets
Printed copies are uncontrolled. Print date: 2017-02-03
STANDARD VCS 5605,519
Volvo Car Corporation
Issue: Page:
4 13(16)
Table 3 - Inner imperfections in butt, fillet, corner and T-joints Check length: 200 mm
Tabell 3 - Inre diskontinuiteter vid stum-, kl-, hrn- och T-svetsfrband Kontrollstrcka: 200 mm
No. Type of imperfection Weld classes
Nr Diskontinuitetstyp Svetsklasser
D C B A
25 Crack Inner crack with Not permitted Not permitted Not permitted
Spricka A 0,2t but max. Tillts ej Tillts ej Tillts ej
4 mm, and
l t is permitted.
Crack which
reaches the sur-
face or crack in
the heat-affected
zone is not
permitted
Inre spricka med
A 0,2t, dock
max 4 mm, och
l t tillts.
Spricka som nr
ytan eller spricka
i den vrmep-
verkade zonen
(HAZ) tillts ej
26 Lack of fusion A 0,2t, but Not permitted Not permitted Not permitted
Bindfel max. 4 mm, and Tillts ej Tillts ej Tillts ej
l t is permitted.
Lack of fusion
must not reach
the surface
A 0,2t, dock
max. 4 mm, och
l t tillts. Bindfel
fr ej n ytan
Printed copies are uncontrolled. Print date: 2017-02-03
STANDARD VCS 5605,519
Volvo Car Corporation
Issue: Page:
4 14(16)
No. Type of imperfection Weld classes
Nr Diskontinuitetstyp Svetsklasser
D C B A
27 Incomplete root A 0,2t, but A 0,2t, but A 0,1t, but Not permitted
penetration max. 4 mm. max. 2 mm. max. 2 mm. Tillts ej
Ofullstndig Incomplete root l 2t, but l 0,4t, but
genomsvetsning penetration must max. 50 mm. max. 20 mm.
not occur closer Incomplete root Incomplete root
than 100 mm to penetration must penetration must
the end of the not occur closer not occur closer
weld or the than 100 mm to than 100 mm to
crossing points the end of the the end of the
respectively weld or the weld or the
crossing point crossing point
A 0,2t, dock respectively 1) respectively
max. 4 mm.
Ofullstndig A 0,2t, dock A 0,1t, dock
genomsvetsning max. 2 mm. max. 2 mm.
fr ej frekomma l 2t, dock l 0,4t, dock
nrmare max. 50 mm. max. 20 mm.
svetsens nde Ofullstndig Ofullstndig
resp. korspunkter genomsvetsning genomsvetsning
n 100 mm fr ej frekomma fr ej frekomma
nrmare svet- nrmare
sens nde resp. svetsens nde
korspunkter n resp. korspunkter
100 mm 1) n 100 mm
28 Shrinkage cavity Permitted Occasional Not permitted
Krymphlighet Tillts cavities are Tillts ej
permitted but not
with crack.
Enstaka
hligheter tillts,
dock ej med
spricka.
1) If the distance from the surface of the parent 1) Om avstndet frn grundmaterialets yta till
metal to the root defect is less than A/2, the root rotfel r mindre n A/2 bedms rotfelet enligt
defect shall be regarded as per No. 3 in table 1. nr. 3 i tabell 1.
Printed copies are uncontrolled. Print date: 2017-02-03
STANDARD VCS 5605,519
Volvo Car Corporation
Issue: Page:
4 15(16)
Nr Type of imperfection Weld classes
No. Diskontinuitetstyp Svetsklasser
D C B A
29 Pores 2) 3) The extension of The extension of The extension of a single pore
Porer a single pore a single pore 0,2t, but max. 3 mm. An
0,4t but max. 0,3t but max. occasional pore can amount to 0,3t
6 mm. Total 4 mm. Total in a weld metal which is otherwise
porosity area porosity area free from defects if the space
8 t mm2 4t mm2 between the pores is at least 2t.
Enskild pors Enskild pors Total porosity area 2t mm2
utstrckning utstrckning Enskild pors utstrckning 0,2t,
0,4 t, dock max 0,3t, dock max. dock max. 3 mm. Enstaka por tillts i
6 mm. Total 4 mm. Total ett fr vrigt felfritt svetsgods uppg
porarea 8t mm2 porarea 4t mm2 till 0,3t, om avstndet mellan
porerna r minst 2t. Total porarea
2t mm2
30 Fine porosity 4) Total porosity Total porosity Total porosity area
Porsamling area 1,2t area 0,8t 0,4t mm2/100 mm2
mm2/100 mm2 mm2/100 mm2 Total porarea
Total porarea Total porarea 0,4t mm2/100 mm2 5)
1,2t mm2/100 0,8t mm2/100
mm2 5) mm2 5)
31 Slag inclusion Permitted Single inclusion Single inclusions l 0,4t, but max.
Slagginneslutning Tillts l 2t, but max. 20 mm. Scattered inclusions total
50 mm. Scattered length 2t but max. 50 mm. Total
inclusions total length for linear inclusions (i.e. when
length 3t, but the space between the inclusions is
max. 75 mm max. 3t t
Enskild slagg Enskild slagg l 0,4t, dock
l 2t dock max. max. 20 mm, spridda slaggers
50 mm. Spridda sammanlagda lngd 2t, dock
slaggers sam- max. 50 mm. Total lngd fr slagger
manlagda lngd i linje (d.v.s. d avstndet mellan
3t, dock max. inneslutningarna r hgst 3t t.
75 mm
32 Tungsten inclusion Permitted Scattered inclu- Occasional scattered inclusions with
Volframinneslutning Tillts sions with an ex- an extension of 0,2t are permitted,
tension of 0,3t but max. 3 mm
are permitted, but Enstaka spridda inneslutningar med
max. 4 mm utstrckning 0,2t tillts, dock
Spridda inneslut- max. 3 mm
ningar med max.
utstrckning
0,3t tillts, dock
max. 4 mm
2) Elongated pores shall be regarded as slag 2) Lngstrckta porer bedms som
inclusions. slagginneslutningar.
3) Pores along the same line can indicate lack of 3) Porer i linje kan tyda p bindfel, rotfel eller
fusion, root defect or a combination of these en kombination av dessa freteelser och ska
defects and shall be regarded as lack of fusion. bedmas som bindfel.
4) Porosity refers to at least three pores with D 4) Porsamling innebr minst tre porer med D
(pore distance) less than t/3. (poravstnd) under t/3.
Printed copies are uncontrolled. Print date: 2017-02-03
STANDARD VCS 5605,519
Volvo Car Corporation
Issue: Page:
4 16(16)
5) Total projected area of the pores (such as the 5) Porernas sammanlagda projicerade yta
pores are reproduced in a radiogram). (ssom porerna avbildas p ett radiogram).
5 Filler metal wire 5 Tillsatstrd
VCS 1352,10 specifies the filler metal wire types to VCS 1352,10 specificerar tillsatstrdstyper som
be used at VCC. ska anvndas inom VCC.
6 Quality assurance 6 Kvalitetsuppfljning
For quality assurance, see VCS 8610,039. Fr kvalitetsuppfljning se VCS 8610,039.
7 Indication in design- 7 Angivelse i konstruktions-
engineering documentation teknisk dokumentation
For this standard to apply, the indication below Fr att denna standard ska glla, ska
shall be indicated in the design-engineering nedanstende angivelse vara angiven i den
documentation: konstruktionstekniska dokumentationen:
WELDING OF METALLIC MATERIALS VCS 5605,59
Printed copies are uncontrolled. Print date: 2017-02-03
You might also like
- DeburringDocument5 pagesDeburringSowmen ChakrobortyNo ratings yet
- 5732Document9 pages5732Precitech Turnings Pvt. LtdNo ratings yet
- STD 5081,15 (VSC 5081,159) PDFDocument40 pagesSTD 5081,15 (VSC 5081,159) PDFMerimNo ratings yet
- Volvo Weld StandardsDocument15 pagesVolvo Weld Standardsmaddyaug3369No ratings yet
- Volvo GWD StanderdDocument29 pagesVolvo GWD Standerdbrharrill185100% (1)
- VOLVO Corporate StandardsDocument29 pagesVOLVO Corporate StandardsXNo ratings yet
- STD 311-0009 Rev.05Document43 pagesSTD 311-0009 Rev.05rgi178No ratings yet
- Volvo Standard 551172Document8 pagesVolvo Standard 551172Pete SwiftNo ratings yet
- SS en 10268 2006 A1 2013 en PDFDocument11 pagesSS en 10268 2006 A1 2013 en PDFdineshNo ratings yet
- STD 1112,32 Rev. 04Document4 pagesSTD 1112,32 Rev. 04Reginaldo SantosNo ratings yet
- SS en Iso 17639 2022 enDocument18 pagesSS en Iso 17639 2022 enMarisa Escolano100% (1)
- Standard STD 181-0004: Fusion Welding SmältsvetsningDocument20 pagesStandard STD 181-0004: Fusion Welding SmältsvetsningsoperNo ratings yet
- STD 5660,5 2009 - 10 Rev 8Document14 pagesSTD 5660,5 2009 - 10 Rev 8marcelo rezendeNo ratings yet
- Solda - Volvo Welding SymbolsDocument15 pagesSolda - Volvo Welding Symbols9876030206No ratings yet
- Fusion Welding Steel 07 A 3 MM - STD 181-0002Document12 pagesFusion Welding Steel 07 A 3 MM - STD 181-0002Rudiney TrombettaNo ratings yet
- BCD 8203 004Document14 pagesBCD 8203 004Daniele BiglianiNo ratings yet
- VCS 5737,29-2012Document7 pagesVCS 5737,29-2012Wei Yue ZhuanNo ratings yet
- Corporate Standard STD 5081: Orientation OrienteringDocument41 pagesCorporate Standard STD 5081: Orientation OrienteringSoma SundaramNo ratings yet
- BCD 8203 0042Document8 pagesBCD 8203 0042Daniele BiglianiNo ratings yet
- 5023,49 Symbols and Designations For Molded PartsDocument13 pages5023,49 Symbols and Designations For Molded PartsGarry TaylorNo ratings yet
- 102 0005Document5 pages102 0005rgi178No ratings yet
- Corporate Standard STD 5732: Orientation OrienteringDocument7 pagesCorporate Standard STD 5732: Orientation OrienteringEngenharia APedroNo ratings yet
- Welding STD0331Document5 pagesWelding STD0331Sowmen ChakrobortyNo ratings yet
- Standard STD 121-0001: Painting Y 600 Lackering Y 600Document15 pagesStandard STD 121-0001: Painting Y 600 Lackering Y 600vijayanth gNo ratings yet
- STD 121-0003Document9 pagesSTD 121-0003Gustavo FelipeNo ratings yet
- 5023,503Document5 pages5023,503rgi178No ratings yet
- Standard STD 101-0005: Symbols, Designations and General Drawing Methods Symboler, Beteckningar Och Allmänt RitsättDocument29 pagesStandard STD 101-0005: Symbols, Designations and General Drawing Methods Symboler, Beteckningar Och Allmänt RitsättAndras StegerNo ratings yet
- Standard STD 103-0010: Marking of Aluminium Parts Märkning Av Aluminium-ArtiklarDocument4 pagesStandard STD 103-0010: Marking of Aluminium Parts Märkning Av Aluminium-ArtiklaradanicolaeNo ratings yet
- PIN Material STD1110, 051Document19 pagesPIN Material STD1110, 051Andras StegerNo ratings yet
- 111-0002 - Dimensional Tolerances For CastingsDocument8 pages111-0002 - Dimensional Tolerances For CastingsthisisjineshNo ratings yet
- 101 0005Document29 pages101 0005judithvelasquezNo ratings yet
- Standard STD 1152: Orientering OrientationDocument9 pagesStandard STD 1152: Orientering OrientationHaroldo Hubner NetoNo ratings yet
- Standard STD 121-0006Document6 pagesStandard STD 121-0006Francesco VignaliNo ratings yet
- Volvo STD 103-0002Document10 pagesVolvo STD 103-0002seb.mur94gmail.comNo ratings yet
- VCS-5737-29- 中文说明Document4 pagesVCS-5737-29- 中文说明Wei Yue ZhuanNo ratings yet
- BCD1006,605Document5 pagesBCD1006,605Daniele BiglianiNo ratings yet
- Corporate Standard STD 5023: Orientering OrientationDocument29 pagesCorporate Standard STD 5023: Orientering OrientationYvetteNo ratings yet
- STD 1153,601Document2 pagesSTD 1153,601marcelo rezendeNo ratings yet
- VCS 5060,39Document5 pagesVCS 5060,39DavideNo ratings yet
- STD 121-0004Document7 pagesSTD 121-0004marcelo rezendeNo ratings yet
- 330-0010 Steel Procurement StandardDocument7 pages330-0010 Steel Procurement StandardKumaravel SivaNo ratings yet
- Volvo Chrome Plate STD 573212Document5 pagesVolvo Chrome Plate STD 573212jleikNo ratings yet
- Standard STD 311-0007: Steel StålDocument33 pagesStandard STD 311-0007: Steel Stålvijayanth gNo ratings yet
- 101-0005 Norma VolvoDocument32 pages101-0005 Norma VolvoFernando Moreira da silvaNo ratings yet
- Standard STD 311-0002: Steel Sheet Metal Tunnplåt Av StålDocument27 pagesStandard STD 311-0002: Steel Sheet Metal Tunnplåt Av StålHaroldo Hubner NetoNo ratings yet
- 2009 deDocument8 pages2009 deRapegaNo ratings yet
- Fuel Nipple STD 311-0004 PDFDocument10 pagesFuel Nipple STD 311-0004 PDFAndras StegerNo ratings yet
- Standard STD 1125: Orientation OrienteringDocument11 pagesStandard STD 1125: Orientation Orienteringvijayanth gNo ratings yet
- Corporate Standard STD 1107: Orientering OrientationDocument4 pagesCorporate Standard STD 1107: Orientering OrientationVinayak V SNo ratings yet
- VCS 1107,8 PDFDocument33 pagesVCS 1107,8 PDFDaniele BiglianiNo ratings yet
- 102 0008Document16 pages102 0008Sowmen Chakroborty0% (1)
- 5051,16 PDFDocument35 pages5051,16 PDFjuscelinofsNo ratings yet
- Handbok2011 ByggbeslagDocument248 pagesHandbok2011 ByggbeslagPatrik AlfredssonNo ratings yet
- VCS 1102,49Document9 pagesVCS 1102,49Daniele BiglianiNo ratings yet
- STD 121-0001Document17 pagesSTD 121-0001robsonpintakNo ratings yet
- 101 0005Document32 pages101 0005rgi178No ratings yet
- Standard STD 1125: Orientation OrienteringDocument11 pagesStandard STD 1125: Orientation OrienteringAndres ElezcanoNo ratings yet
- Standard STD 121-0012Document13 pagesStandard STD 121-0012Gyan Ka Data PackNo ratings yet
- STD 121-0013 - 01 2017Document13 pagesSTD 121-0013 - 01 2017Harold_katzerNo ratings yet
- 5051,15 PDFDocument24 pages5051,15 PDFjuscelinofsNo ratings yet