You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Pentester BlueprintDocument27 pagesThe Pentester Blueprintjames smith100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- 6.water Treatment and Make-Up Water SystemDocument18 pages6.water Treatment and Make-Up Water Systempepenapao1217100% (1)
- Customer Advisory For Fire Suppression Systems - V4 - ENDocument18 pagesCustomer Advisory For Fire Suppression Systems - V4 - ENsak100% (1)
- Supplier Assessment Report-Shenzhen Illuman Photoelectronic Co., LTDDocument29 pagesSupplier Assessment Report-Shenzhen Illuman Photoelectronic Co., LTDAdam Andrew OngNo ratings yet
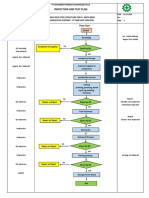
- Inspection and Test Plan: Flow Chart Start IncomingDocument1 pageInspection and Test Plan: Flow Chart Start IncomingSinden AyuNo ratings yet
- 8021b Aromatic and Halogenated Volatiles by Gas Chromatography UsingDocument21 pages8021b Aromatic and Halogenated Volatiles by Gas Chromatography UsingJames MarinNo ratings yet
- English Final Exam Level III - CadocentesdocxDocument4 pagesEnglish Final Exam Level III - CadocentesdocxJames MarinNo ratings yet
- Simulated Distillation TgaDocument7 pagesSimulated Distillation TgaJames MarinNo ratings yet
- Rye Columna Snyder 3 Bolas 2158 3coDocument1 pageRye Columna Snyder 3 Bolas 2158 3coJames MarinNo ratings yet
- El Recetario Industrial Hiscox-HopkinsDocument1,348 pagesEl Recetario Industrial Hiscox-HopkinsfolskanNo ratings yet
- SK Accessories - ENYAQ - Unpriced - JAN 2023 ART V2Document30 pagesSK Accessories - ENYAQ - Unpriced - JAN 2023 ART V2Viktor RégerNo ratings yet
- Health Programs Activities Timeframe Expected Output Child CareDocument3 pagesHealth Programs Activities Timeframe Expected Output Child CareC SamNo ratings yet
- CWK-IDD-009-CC-2020: Reference Checking Consent and Authorization Form Candidate's Full NameDocument1 pageCWK-IDD-009-CC-2020: Reference Checking Consent and Authorization Form Candidate's Full NamePopa Alina-ManuelaNo ratings yet
- Variable Displacement Engines: The Magic of Cylinder DeactivationDocument3 pagesVariable Displacement Engines: The Magic of Cylinder DeactivationdinuNo ratings yet
- EXPERIMENT 5 - Chroamtorgraphy GRP9 RevDocument2 pagesEXPERIMENT 5 - Chroamtorgraphy GRP9 RevMic100% (2)
- The Congressional Committee and Philippine Policymaking: The Case of The Anti-Rape Law - Myrna LavidesDocument29 pagesThe Congressional Committee and Philippine Policymaking: The Case of The Anti-Rape Law - Myrna LavidesmarielkuaNo ratings yet
- Cd6352 Lee Swee LeongDocument24 pagesCd6352 Lee Swee LeongFrea Marie SarabiaNo ratings yet
- Generate Profits from Bottled Water Using Atmospheric Water GeneratorsDocument20 pagesGenerate Profits from Bottled Water Using Atmospheric Water GeneratorsJose AndradeNo ratings yet
- Reading 1Document2 pagesReading 1Marcelo BorsiniNo ratings yet
- SmithfieldDocument11 pagesSmithfieldandreea143No ratings yet
- Assessing Inclusive Ed-PhilDocument18 pagesAssessing Inclusive Ed-PhilElla MaglunobNo ratings yet
- Sunflower Herbicide ChartDocument2 pagesSunflower Herbicide ChartpapucicaNo ratings yet
- Test Units and Accessories: Sinteso™Document22 pagesTest Units and Accessories: Sinteso™Imad QsnNo ratings yet
- SafewayDocument70 pagesSafewayhampshireiiiNo ratings yet
- 3.SAFA AOCS 4th Ed Ce 2-66 1994Document6 pages3.SAFA AOCS 4th Ed Ce 2-66 1994Rofiyanti WibowoNo ratings yet
- 6V Plush Ride-On: Owner'S ManualDocument26 pages6V Plush Ride-On: Owner'S ManualVisas LaredoNo ratings yet
- Chemistry CHM 1311C 2012 Test 1 BlankDocument6 pagesChemistry CHM 1311C 2012 Test 1 BlankSimon HagosNo ratings yet
- VERALLIA WHITE-BOOK EN March2022 PDFDocument48 pagesVERALLIA WHITE-BOOK EN March2022 PDFEugenio94No ratings yet
- Kidde Ads Fm200 Design Maintenance Manual Sept 2004Document142 pagesKidde Ads Fm200 Design Maintenance Manual Sept 2004José AravenaNo ratings yet
- Biosafety FH Guidance Guide Good Manufacturing Practice enDocument40 pagesBiosafety FH Guidance Guide Good Manufacturing Practice enMaritsa PerHerNo ratings yet
- GDCR Final PDFDocument311 pagesGDCR Final PDFHrushikesh PatelNo ratings yet
- Notes Lecture No 3 Cell Injury and MechanismDocument5 pagesNotes Lecture No 3 Cell Injury and MechanismDr-Rukhshanda RamzanNo ratings yet
- Mola SubseaDocument10 pagesMola Subseashahbaz akramNo ratings yet
- Vacuum Conveyin 5.0Document56 pagesVacuum Conveyin 5.0Mostafa AtwaNo ratings yet
- Environmental Science OEdDocument9 pagesEnvironmental Science OEdGenevieve AlcantaraNo ratings yet