You might also like
- 7-12-0011 Rev 5Document1 page7-12-0011 Rev 5cynideNo ratings yet
- Design Philosophy - StaticDocument61 pagesDesign Philosophy - StaticDarshan PanchalNo ratings yet
- Technical Data: 150x100 FS2KA 5 90Document5 pagesTechnical Data: 150x100 FS2KA 5 90infonetsmgNo ratings yet
- Tanky 53 KL Rev.1Document187 pagesTanky 53 KL Rev.1Priyo Jati WahyonoNo ratings yet
- PSV Data Sheets: Customer NameDocument4 pagesPSV Data Sheets: Customer NameImmanuelNo ratings yet
- 11d Pms Rev00a Ongc 27jul15Document3 pages11d Pms Rev00a Ongc 27jul15abhiNo ratings yet
- BP Variable Catalog 09VDocument52 pagesBP Variable Catalog 09VPetros IosifidisNo ratings yet
- Scope Matrix PDFDocument5 pagesScope Matrix PDFNathanNo ratings yet
- E-03.0) General Static-Mixing Customer Specification QuestionnaireDocument2 pagesE-03.0) General Static-Mixing Customer Specification QuestionnaireimyourscinNo ratings yet
- Drainage Calc Tank Cylindrical Cross SectionDocument7 pagesDrainage Calc Tank Cylindrical Cross SectionparykoochakNo ratings yet
- WI06-0260 Calculations For Obround Nozzle ConnectionsDocument4 pagesWI06-0260 Calculations For Obround Nozzle ConnectionskumarNo ratings yet
- Suction Heaters and Heating Coils Suction Heaters and Heating CoilsDocument3 pagesSuction Heaters and Heating Coils Suction Heaters and Heating CoilsDaysianne100% (1)
- Equivalent Length of A Reducer - Google SearchDocument3 pagesEquivalent Length of A Reducer - Google SearchzoksiNo ratings yet
- Api 682 Cross ReferenceDocument1 pageApi 682 Cross ReferenceLuis BassoNo ratings yet
- Vessel 2 Is To 1 Ellipsoidal VesselDocument3 pagesVessel 2 Is To 1 Ellipsoidal VesselHoang-Vu BuiNo ratings yet
- Electrical Generators Rev3.1Document115 pagesElectrical Generators Rev3.1genergiaNo ratings yet
- Recirculation Model of Kettle ReboilerDocument11 pagesRecirculation Model of Kettle ReboilerGreat AmpongNo ratings yet
- Tank Agitator Data Sheet Engineering Procurement Project ManagementDocument10 pagesTank Agitator Data Sheet Engineering Procurement Project ManagementAliZenatiNo ratings yet
- Comparison of Design and Analysis of Tube Sheet Thickness by Using Uhx Code-2/comparison of Design and Analysis of Tube Sheet Thickness by Using Uhx Code-2 PDFDocument13 pagesComparison of Design and Analysis of Tube Sheet Thickness by Using Uhx Code-2/comparison of Design and Analysis of Tube Sheet Thickness by Using Uhx Code-2 PDFruponline1No ratings yet
- Filter CalculationDocument4 pagesFilter CalculationRashmi RanjanNo ratings yet
- The Physical Properties of The Hot Fluid Have Been Extrapolated Beyond The Valid Temperature RangeDocument3 pagesThe Physical Properties of The Hot Fluid Have Been Extrapolated Beyond The Valid Temperature RangeSrihari KodimelaNo ratings yet
- Arz 104 Wood 125141Document1 pageArz 104 Wood 125141youcef islaNo ratings yet
- Analysis of Air Water Cooled Condenser in Vapour Compression System IJERTV10IS050132Document6 pagesAnalysis of Air Water Cooled Condenser in Vapour Compression System IJERTV10IS050132Abdulrahman AlnasharNo ratings yet
- Input From Simulation Result From Table or Chart AssumptionDocument31 pagesInput From Simulation Result From Table or Chart AssumptionMohamed Mamdouh AbdelHameed100% (1)
- Combined Status of BoqmDocument22 pagesCombined Status of Boqmhemant1284No ratings yet
- TQ - Air Fin Cooler (CS) - ModificationDocument6 pagesTQ - Air Fin Cooler (CS) - ModificationAvinash ShuklaNo ratings yet
- TUBESHEETDocument5 pagesTUBESHEETMehta MehulNo ratings yet
- Design Calculations For Pressure VesselsDocument51 pagesDesign Calculations For Pressure VesselsFuehrerNo ratings yet
- J3X & JF3X PDFDocument2 pagesJ3X & JF3X PDFMukiara LuffyNo ratings yet
- E 106Document1 pageE 106Bith SMGNo ratings yet
- SQ8167 - 01 - Methanol Reboiler - BKU Option - (Alt Case 10 Deg Approach) .HTRI 6th Aug 21Document4 pagesSQ8167 - 01 - Methanol Reboiler - BKU Option - (Alt Case 10 Deg Approach) .HTRI 6th Aug 21SRINo ratings yet
- Astm F436.04 PDFDocument6 pagesAstm F436.04 PDFWelington Volpatto MoraisNo ratings yet
- IR HL Heatless DryerDocument1 pageIR HL Heatless DryerYing Kei ChanNo ratings yet
- Pertamina FRP and Ball Valve Specification SheetDocument3 pagesPertamina FRP and Ball Valve Specification Sheetbagus handokoNo ratings yet
- ASME B31.3 Valve Selection GuideDocument18 pagesASME B31.3 Valve Selection GuideRyan Goh Chuang HongNo ratings yet
- Tubesheet As Per ASME Sec. VIII-Div.1 UHXDocument1 pageTubesheet As Per ASME Sec. VIII-Div.1 UHXruponline1No ratings yet
- Coupling UW16.2 KL Ver 1.1Document4 pagesCoupling UW16.2 KL Ver 1.1gopaltryNo ratings yet
- Instructed By: Hossein Sadeghi: An Introduction To Welded Tanks For Oil Storage, Api Standard 650Document287 pagesInstructed By: Hossein Sadeghi: An Introduction To Welded Tanks For Oil Storage, Api Standard 650Tania HuqNo ratings yet
- Orifice Plates & AssembliesDocument12 pagesOrifice Plates & AssembliesAjay CNo ratings yet
- Peggen03 PDFDocument5 pagesPeggen03 PDFMohamedNo ratings yet
- F&D Head Design Tool: Pressure Vessel Engineering LTDDocument1 pageF&D Head Design Tool: Pressure Vessel Engineering LTDMauricio KookcNo ratings yet
- Bulk Air Eliminator R1Document1 pageBulk Air Eliminator R1hydrothermsNo ratings yet
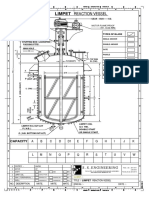
- Limpet Reaction Vessel PDFDocument1 pageLimpet Reaction Vessel PDFarajamani78No ratings yet
- 16 B 06 HDocument20 pages16 B 06 HVaibhav Bhoir0% (1)
- Erification Omment Heet: ALPHA ECC-Dehydration Skids Package For Tien Hai Thai Binh ProjectDocument2 pagesErification Omment Heet: ALPHA ECC-Dehydration Skids Package For Tien Hai Thai Binh ProjectLê Đức ThiệnNo ratings yet
- Mihir's Handbook Chapter 7Document10 pagesMihir's Handbook Chapter 7heyheyNo ratings yet
- Steam Out of VesselsDocument1 pageSteam Out of Vesselsanon_293243615No ratings yet
- Minimum Design Metal Temperature (MDMT) and Impact TestDocument8 pagesMinimum Design Metal Temperature (MDMT) and Impact Testramyatan SinghNo ratings yet
- Eqn Reference ASME BPVC r1sDocument5 pagesEqn Reference ASME BPVC r1sagarcia654127No ratings yet
- CN - Heat Tracing Calcualtion: Calculation Note D3-NGD PRO 024 NG-018Document1 pageCN - Heat Tracing Calcualtion: Calculation Note D3-NGD PRO 024 NG-018EmamokeNo ratings yet
- Cone Development CalculationsDocument5 pagesCone Development CalculationssaudimanNo ratings yet
- F.O.B Cost Estimation of Shell and Tube Heat Exchangers: Surface Area Per ShellDocument9 pagesF.O.B Cost Estimation of Shell and Tube Heat Exchangers: Surface Area Per ShellVINOD KAMBLENo ratings yet
- Improve Water Tank OperationsDocument90 pagesImprove Water Tank OperationsRamachandran VenkateshNo ratings yet
- Process Industry Basket StrainersDocument27 pagesProcess Industry Basket StrainersmartinnovelNo ratings yet
- Pressure Drop CalculatorDocument12 pagesPressure Drop CalculatorKevin PratyatamaNo ratings yet
- Data Sheet For T-8101.RevCDocument5 pagesData Sheet For T-8101.RevCSuresh SjNo ratings yet
- Phase Equilibria: Basic Principles, Applications, Experimental TechniquesFrom EverandPhase Equilibria: Basic Principles, Applications, Experimental TechniquesNo ratings yet
- Heat Exchanger Design With HTRI SoftwareDocument37 pagesHeat Exchanger Design With HTRI SoftwareM ArshadNo ratings yet
- Combustion Fired Heater EbookDocument40 pagesCombustion Fired Heater Ebookatorresh090675100% (2)
- Distillation Rev41Document137 pagesDistillation Rev41rvkumar61No ratings yet
- Distillation Tower Internals InstallationDocument10 pagesDistillation Tower Internals Installationrvkumar61No ratings yet
- Section 3: Desalters: Reduced Crude Unit Corrosion. at The High Temperatures Found in Crude UnitDocument48 pagesSection 3: Desalters: Reduced Crude Unit Corrosion. at The High Temperatures Found in Crude Unitrvkumar61No ratings yet
- Sizing Shell and Tube Heat ExchangerDocument17 pagesSizing Shell and Tube Heat ExchangerCallum Biggs100% (3)
- Resolving Process Distillation Equipment OpportunitiesDocument13 pagesResolving Process Distillation Equipment Opportunitiesrvkumar61No ratings yet
- Nitrogen BlanketingDocument21 pagesNitrogen Blanketingrvkumar61No ratings yet
- Unit 5. Crude Oil Desalting: Professional Course in EnglishDocument30 pagesUnit 5. Crude Oil Desalting: Professional Course in Englishthlim19078656No ratings yet
- Interactive Excel Dashboards: by Mynda TreacyDocument22 pagesInteractive Excel Dashboards: by Mynda Treacyrvkumar61No ratings yet
- Excel 51 TipsDocument59 pagesExcel 51 Tipsklodiklodi100% (1)
- PREDICTING THE ULTIMATE CAPACITY OF FRACTIONATORSDocument26 pagesPREDICTING THE ULTIMATE CAPACITY OF FRACTIONATORSrvkumar61No ratings yet
- Column Pressure ControlDocument11 pagesColumn Pressure Controlrvkumar61No ratings yet
- Pump SizingDocument7 pagesPump Sizingrvkumar61No ratings yet
- Applying flare monitoring to identify major flaring contributorsDocument3 pagesApplying flare monitoring to identify major flaring contributorsrvkumar61No ratings yet
- Density and flow calculationsDocument2 pagesDensity and flow calculationsrvkumar61No ratings yet
- High Capacity Tray Reverse FlowDocument11 pagesHigh Capacity Tray Reverse Flowrvkumar61No ratings yet
- CDU 03 CO ControlDocument19 pagesCDU 03 CO Controlrvkumar61No ratings yet
- Gas Natural PDFDocument10 pagesGas Natural PDFCristian Andres Muñoz AguilarNo ratings yet
- Secret ChapterDocument22 pagesSecret Chapterrvkumar61100% (1)
- Pump SizingDocument7 pagesPump Sizingrvkumar61No ratings yet
- Condensate Return CEPDocument8 pagesCondensate Return CEPrvkumar61No ratings yet
- PREDICTING THE ULTIMATE CAPACITY OF FRACTIONATORSDocument26 pagesPREDICTING THE ULTIMATE CAPACITY OF FRACTIONATORSrvkumar61No ratings yet
- API Plan52 53A ReservoirDocument2 pagesAPI Plan52 53A Reservoirrvkumar61No ratings yet
- API-Mechanical Seal-Piping Plan Booklet-LORES-4C-MAR2016 PDFDocument90 pagesAPI-Mechanical Seal-Piping Plan Booklet-LORES-4C-MAR2016 PDFrvkumar61No ratings yet
- Heat Exchanger Selection and Design QuizDocument81 pagesHeat Exchanger Selection and Design Quizrvkumar61No ratings yet
- 15 Secrets of Time Management PDFDocument5 pages15 Secrets of Time Management PDFBalasuperamaniam Raman100% (2)
- Tax Planning Guide1 2017Document59 pagesTax Planning Guide1 2017rvkumar61No ratings yet
- Desalting Crude ManningDocument14 pagesDesalting Crude Manningrvkumar61No ratings yet
- Exploration Tools and Methods SlidesDocument15 pagesExploration Tools and Methods Slidesrvkumar61No ratings yet