You might also like
- Anexo 4.1 - Vista en Planta Red Primaria y EDR D3 La GuardiaDocument1 pageAnexo 4.1 - Vista en Planta Red Primaria y EDR D3 La GuardiaAlvaro Jhoel Quinteros RNo ratings yet
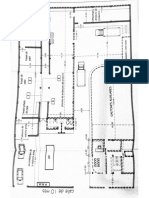
- Plano de PlantaDocument1 pagePlano de PlantaAlvaro Jhoel Quinteros RNo ratings yet
- Lehrer, Jonah - Cómo DecidimosDocument10 pagesLehrer, Jonah - Cómo DecidimosAlvaro Jhoel Quinteros R0% (1)
- 137950Document3 pages137950Eyver SubiaNo ratings yet
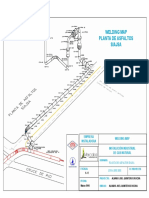
- Mapa de soldadura de la planta de asfaltos SIAJSADocument1 pageMapa de soldadura de la planta de asfaltos SIAJSAAlvaro Jhoel Quinteros RNo ratings yet
- Diagrama de CargasDocument1 pageDiagrama de CargasAlvaro Jhoel Quinteros RNo ratings yet
- Procedimiento Revestimiento de TuberiasDocument3 pagesProcedimiento Revestimiento de TuberiasAlvaro Jhoel Quinteros RNo ratings yet
- Perdida de Carga LocalizadaDocument1 pagePerdida de Carga LocalizadaAlvaro Jhoel Quinteros RNo ratings yet
- Plano Red Primaria Del Distrito 5 Al Distrito 6 FinalDocument1 pagePlano Red Primaria Del Distrito 5 Al Distrito 6 FinalAlvaro Jhoel Quinteros RNo ratings yet
- FinalDocument3 pagesFinalAlvaro Jhoel Quinteros RNo ratings yet
- Ultimos Reguladores SiajsaDocument2 pagesUltimos Reguladores SiajsaAlvaro Jhoel Quinteros RNo ratings yet
- Plano Isométrico Spool de InterconexiónDocument1 pagePlano Isométrico Spool de InterconexiónAlvaro Jhoel Quinteros RNo ratings yet
- Grados APIDocument14 pagesGrados APIAlvaro Jhoel Quinteros RNo ratings yet
- Detalle Base de EDR 5000 MCHDocument1 pageDetalle Base de EDR 5000 MCHAlvaro Jhoel Quinteros RNo ratings yet
- Requerimiento Energético para Climatización de PiscinaDocument1 pageRequerimiento Energético para Climatización de PiscinaAlvaro Jhoel Quinteros RNo ratings yet
- Plano de Detalle Soporte de Tubería 2 DNDocument1 pagePlano de Detalle Soporte de Tubería 2 DNAlvaro Jhoel Quinteros RNo ratings yet
- Detalle Cámara de Derivación de La Línea de AcometidaDocument1 pageDetalle Cámara de Derivación de La Línea de AcometidaAlvaro Jhoel Quinteros RNo ratings yet
- 007 Pliego 150507-T-095 Ingenieria Basica y de Detalle San PedritoDocument59 pages007 Pliego 150507-T-095 Ingenieria Basica y de Detalle San PedritoAlvaro Jhoel Quinteros RNo ratings yet
- Metrix G16 IT 2Document3 pagesMetrix G16 IT 2Alvaro Jhoel Quinteros RNo ratings yet
- Anexo 1 - Obras Civiles d.8Document71 pagesAnexo 1 - Obras Civiles d.8Alvaro Jhoel Quinteros RNo ratings yet
- InstalaciónGasIndustrialPlantaAsfaltosDocument5 pagesInstalaciónGasIndustrialPlantaAsfaltosAlvaro Jhoel Quinteros RNo ratings yet
- Conciliacion No ViolentaDocument2 pagesConciliacion No ViolentaAlvaro Jhoel Quinteros RNo ratings yet
- Perdida de Carga LinealDocument1 pagePerdida de Carga LinealAlvaro Jhoel Quinteros RNo ratings yet
- 2 Anexo 2 - Graficos Sivingani Grupo 2Document13 pages2 Anexo 2 - Graficos Sivingani Grupo 2Alvaro Jhoel Quinteros RNo ratings yet
- s60 18Document16 pagess60 18rodonietoNo ratings yet
- ReGULADOR de 2 EtapaDocument1 pageReGULADOR de 2 EtapaAlvaro Jhoel Quinteros RNo ratings yet
- 8 - Compresibilidad Del GasDocument2 pages8 - Compresibilidad Del GasJerry LeeNo ratings yet
- RG 03 A GCC DcoDocument63 pagesRG 03 A GCC DcoAlvaro Jhoel Quinteros RNo ratings yet
- RG 03 A GCC DcoDocument63 pagesRG 03 A GCC DcoAlvaro Jhoel Quinteros RNo ratings yet
- Caja NegraDocument5 pagesCaja NegraJesus CHNo ratings yet
- Actividad 1Document11 pagesActividad 1Asesorias Virtuales Ingeniería Mecánica y CivilNo ratings yet
- Generadores e independencia linealDocument24 pagesGeneradores e independencia linealivanNo ratings yet
- Evidencia de CalculosDocument15 pagesEvidencia de CalculosIron MikeNo ratings yet
- Brochure Algon Página Web ResumenDocument8 pagesBrochure Algon Página Web ResumenJaime MincholaNo ratings yet
- Capacidad ElectricaDocument21 pagesCapacidad ElectricaJim LopezNo ratings yet
- Flujo Laminar en Una Rendija EstrechaDocument25 pagesFlujo Laminar en Una Rendija EstrechaARIEL URIBE FLORES100% (2)
- Estudios Hidrologicos de BadenesDocument30 pagesEstudios Hidrologicos de BadenesAlberto TorresNo ratings yet
- Taller MetrologiaDocument6 pagesTaller MetrologiaTomas CruzNo ratings yet
- Guía de Laboratorio 1 de Introducción Al Procesamiento de Señales DigitalesDocument4 pagesGuía de Laboratorio 1 de Introducción Al Procesamiento de Señales DigitalesIrilizbethNo ratings yet
- Informe de Fisica 3 Flexion de Una Barra 1Document11 pagesInforme de Fisica 3 Flexion de Una Barra 1Anderson Torres FerrelNo ratings yet
- Tabla de Clasificacion SucsDocument1 pageTabla de Clasificacion SucsJames Resurrección HuamánNo ratings yet
- Taller OndasDocument1 pageTaller Ondasnikolas pirazanNo ratings yet
- Gps UbicacionDocument55 pagesGps UbicacionValdez Luis FranchescoNo ratings yet
- Cordillera Occidental 1Document23 pagesCordillera Occidental 1Espectros JaramilloNo ratings yet
- Ejercicio7 11Document11 pagesEjercicio7 11lolaNo ratings yet
- Torre de HanoiDocument9 pagesTorre de HanoiCelso Ventura Montiel HernandezNo ratings yet
- Bobinado de GeneradoresDocument136 pagesBobinado de GeneradoresNestor Luis Vargas Tumaya80% (5)
- Formación Huancané estudioDocument11 pagesFormación Huancané estudioCrstian Velez CruzNo ratings yet
- Cambio Unidades Factores ConversionDocument2 pagesCambio Unidades Factores ConversionChabi AyaNo ratings yet
- Reglamento Inflexibilidades Operativas CoesDocument8 pagesReglamento Inflexibilidades Operativas CoesRosendo RamirezNo ratings yet
- Distribución MuestralDocument74 pagesDistribución Muestralalejandro57% (7)
- Hoja de Reporte de Laboratorio 3 Mediciones Eléctricas .Document9 pagesHoja de Reporte de Laboratorio 3 Mediciones Eléctricas .Roy Tarazona VegaNo ratings yet
- Migración dorsal Nazca Perú margen activoDocument12 pagesMigración dorsal Nazca Perú margen activoWilly Lopez MogrovejoNo ratings yet
- La LocomotoraDocument11 pagesLa LocomotoraBrenda DíazNo ratings yet
- Especificaciones técnicas de lecho de secado para lodosDocument29 pagesEspecificaciones técnicas de lecho de secado para lodosJhonston Jhobdan Aquino Chavez0% (1)
- Monitor TermicoDocument4 pagesMonitor Termicodavid100% (1)
- Dip CoatingDocument10 pagesDip CoatingdarkvaroNo ratings yet
- Ecuaciones diferenciales en caída libre y circuitos eléctricosDocument8 pagesEcuaciones diferenciales en caída libre y circuitos eléctricosMIGUELNo ratings yet
- Práctica No 3Document6 pagesPráctica No 3Bere BaeNo ratings yet