You might also like
- Type Pet Chassis No. Group Figure brake pressure regulator control element mountingDocument2 pagesType Pet Chassis No. Group Figure brake pressure regulator control element mountingEsam PhlipeNo ratings yet
- VolvoDocument130 pagesVolvorepro3k85% (26)
- 0100 Engine MountingDocument2 pages0100 Engine MountingEsam PhlipeNo ratings yet
- Air sprung swivel seat for driver left sideDocument1 pageAir sprung swivel seat for driver left sideEsam PhlipeNo ratings yet
- Volvo - Manutenzione e MotoreDocument209 pagesVolvo - Manutenzione e MotoreAlex VdbusscheNo ratings yet
- Rab 025 AFDocument134 pagesRab 025 AFEsam PhlipeNo ratings yet
- ABX Pentra 60 User Manual PDFDocument160 pagesABX Pentra 60 User Manual PDFEsam Phlipe67% (3)
- TC-HEMAXA Service Manual BC-3000PLUS PDFDocument191 pagesTC-HEMAXA Service Manual BC-3000PLUS PDFEsam PhlipeNo ratings yet
- SysmexMODEL K-1000 Service Manual PDFDocument459 pagesSysmexMODEL K-1000 Service Manual PDFEsam Phlipe67% (6)
- Vehicle CalculationDocument34 pagesVehicle CalculationRitesh Singh100% (11)
- TEK-IIMini HEMATOLOGYANALYZER USER MANUAL PDFDocument94 pagesTEK-IIMini HEMATOLOGYANALYZER USER MANUAL PDFEsam Phlipe100% (1)
- SM PV776TSP158779 LoresDocument120 pagesSM PV776TSP158779 LoresEsam PhlipeNo ratings yet
- Rab 025 AFDocument134 pagesRab 025 AFEsam PhlipeNo ratings yet
- TEK-IIMini HEMATOLOGYANALYZER USER MANUAL PDFDocument94 pagesTEK-IIMini HEMATOLOGYANALYZER USER MANUAL PDFEsam Phlipe100% (1)
- B12R, D12D420-Sensors, Component LocationsDocument2 pagesB12R, D12D420-Sensors, Component LocationsEsam PhlipeNo ratings yet
- Compressed PDFDocument2 pagesCompressed PDFEsam PhlipeNo ratings yet
- V Ec140bec460b 3044351187 200409Document12 pagesV Ec140bec460b 3044351187 200409Esam Phlipe100% (1)
- New Engine VariantsDocument17 pagesNew Engine VariantsEsam PhlipeNo ratings yet
- Volvo VN, VHDDocument104 pagesVolvo VN, VHDRegistr Registr63% (8)
- mh14818 PDFDocument17 pagesmh14818 PDFEsam PhlipeNo ratings yet
- Volvo Truck Owners Operators MDocument204 pagesVolvo Truck Owners Operators MEsam PhlipeNo ratings yet
- Volvo VN, VHDDocument104 pagesVolvo VN, VHDRegistr Registr63% (8)
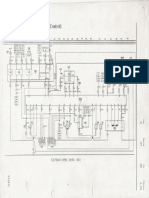
- Edc Volvo b10 PDFDocument1 pageEdc Volvo b10 PDFEsam Phlipe100% (1)
- Engine PDFDocument8 pagesEngine PDFEsam PhlipeNo ratings yet
- Volvo f12 FUSES PDFDocument6 pagesVolvo f12 FUSES PDFEsam Phlipe67% (3)
- Edc Volvo b10 PDFDocument1 pageEdc Volvo b10 PDFEsam Phlipe100% (1)
- Engine PDFDocument8 pagesEngine PDFEsam PhlipeNo ratings yet
- Design Changes PDFDocument4 pagesDesign Changes PDFEsam PhlipeNo ratings yet
- Volvo Tad 1241 Ge Workshop and Repair ManualDocument38 pagesVolvo Tad 1241 Ge Workshop and Repair Manualahmedalgalo80% (20)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Nissan VQ40DE 2011Document223 pagesNissan VQ40DE 2011Gustavo Gamez100% (2)
- Test Specification Data: Test Spec Number: Engine Serial Number: MCW00001 Engine Model: Combustion: AspirationDocument3 pagesTest Specification Data: Test Spec Number: Engine Serial Number: MCW00001 Engine Model: Combustion: AspirationMaimun maimunNo ratings yet
- 10106302-Arctic Cat 400 500 650 700 Utility Atv Service Manual Repair 2007 PDFDocument478 pages10106302-Arctic Cat 400 500 650 700 Utility Atv Service Manual Repair 2007 PDFROLANDO MELENDEZNo ratings yet
- TM 9-705 Scout Cars, M3, M3A1, and 4.2 Mortar Motor Carriage, M2 1941Document220 pagesTM 9-705 Scout Cars, M3, M3A1, and 4.2 Mortar Motor Carriage, M2 1941RobertLockie100% (1)
- EIS 61000 Installation ManualDocument35 pagesEIS 61000 Installation Manuald0a0v0e0No ratings yet
- Wartsila - Christer Wiik - w31 - Oslo - 270116 PDFDocument16 pagesWartsila - Christer Wiik - w31 - Oslo - 270116 PDFGalih TjongekNo ratings yet
- M45LSE-100034T8 運転構造編(英)Document207 pagesM45LSE-100034T8 運転構造編(英)Tansu Mavunacı100% (4)
- Ja 304Document20 pagesJa 304Muhamad Nur IssamNo ratings yet
- The Effect of Valve Timing Diagram On Engine PerformanceDocument3 pagesThe Effect of Valve Timing Diagram On Engine PerformanceMuhammadKhizarSiddique100% (1)
- Outboard 2017 Brochure 210x135 - F3 LRDocument23 pagesOutboard 2017 Brochure 210x135 - F3 LRMarshall LeNo ratings yet
- P400E5 Manual de Partes 2200 PerkinsDocument647 pagesP400E5 Manual de Partes 2200 PerkinsJonathan Bareño88% (8)
- CV CARBS: Understanding Constant Velocity CarburetorsDocument5 pagesCV CARBS: Understanding Constant Velocity CarburetorsiskebikerNo ratings yet
- D2840 - V10 Diesel GeneratorDocument4 pagesD2840 - V10 Diesel GeneratorМария ЗинченкоNo ratings yet
- Motor Iveco F5C PDFDocument290 pagesMotor Iveco F5C PDFChristopher Jesus Reàtegui Olivares88% (8)
- Construction N45 ENT 125 KW (170 HP) at 2200 RPMDocument2 pagesConstruction N45 ENT 125 KW (170 HP) at 2200 RPMJasmin SelimićNo ratings yet
- Recognize The Functions of Oil in A Four-Stroke Piston-Powered EngineDocument11 pagesRecognize The Functions of Oil in A Four-Stroke Piston-Powered Engineapi-491765551No ratings yet
- Crankshaft ..Document3 pagesCrankshaft ..Haidar SareeniNo ratings yet
- TmiDocument4 pagesTmiHelder CTNo ratings yet
- 1106D-E66TA 121.2 KW IOPUDocument2 pages1106D-E66TA 121.2 KW IOPUmhmd_saadNo ratings yet
- How To Rebuild Your Nissan & Datsun OHC Engine PDFDocument1,404 pagesHow To Rebuild Your Nissan & Datsun OHC Engine PDFGanden IsRoni100% (1)
- Repair Kits For EngineDocument4 pagesRepair Kits For EnginePower MobileNo ratings yet
- Piston RingDocument8 pagesPiston RingashokkumarNo ratings yet
- Chevrolet 2ho 1.8lDocument9 pagesChevrolet 2ho 1.8lrectificamosNo ratings yet
- CDS23068 GPRP M1 PackageDocument10 pagesCDS23068 GPRP M1 PackageDavid SvídaNo ratings yet
- D13 800 PDFDocument2 pagesD13 800 PDFkhalidfarooq009No ratings yet
- P45P1S P50e1sDocument1 pageP45P1S P50e1sDavis AcuñaNo ratings yet
- MB DTC PDFDocument16 pagesMB DTC PDFDariusz BartniakNo ratings yet
- SL114APDocument11 pagesSL114APRaul DeonarainNo ratings yet
- Ems PDFDocument294 pagesEms PDFautoin100% (1)
- Thornycroft90 108 PDFDocument42 pagesThornycroft90 108 PDFvadim vadimNo ratings yet