You might also like
- How to Rebuild & Modify Rochester Quadrajet CarburetorsFrom EverandHow to Rebuild & Modify Rochester Quadrajet CarburetorsRating: 5 out of 5 stars5/5 (2)
- Optimizing Performance of the Mitsubishi L200 4D56 VGT EngineDocument7 pagesOptimizing Performance of the Mitsubishi L200 4D56 VGT EngineDraganKostovski100% (1)
- Yamaha Exciter 440 EX440 1980Document18 pagesYamaha Exciter 440 EX440 1980mkaukolaNo ratings yet
- 500MW Steam Turbine Erection ManualDocument127 pages500MW Steam Turbine Erection ManualRajagopal GanapathyNo ratings yet
- Alignment of Diesel Generator Sets With The Two-Bearing GeneratorDocument10 pagesAlignment of Diesel Generator Sets With The Two-Bearing Generatorwillian100% (3)
- Erection Manual For FRP 943 BOWL MILLDocument88 pagesErection Manual For FRP 943 BOWL MILLLALCHAND RAWANINo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Equipment Service Manuals DIS201: Frame 9fa Gas Turbine Pulse Filtration System A040Document46 pagesEquipment Service Manuals DIS201: Frame 9fa Gas Turbine Pulse Filtration System A040Anthony MayNo ratings yet
- Danfoss - Czesci Serwisowe - Numery KatalogoweDocument186 pagesDanfoss - Czesci Serwisowe - Numery KatalogoweYassine Boulhend100% (1)
- KSB - Etanorm FXV - TSB Pompe KSBDocument44 pagesKSB - Etanorm FXV - TSB Pompe KSBioan cristian cotorobai100% (1)
- Sequence of Turbine Erection Upto BaringDocument6 pagesSequence of Turbine Erection Upto BaringPeter Antony100% (2)
- Z03 AersqDocument6 pagesZ03 AersqPhilip PetersonNo ratings yet
- Heatsink AsDocument2 pagesHeatsink AsDjoko PurnomoNo ratings yet
- Generator ClassDocument93 pagesGenerator ClassSam100% (5)
- Site Activities BD and SulzerDocument10 pagesSite Activities BD and SulzerFer VFNo ratings yet
- DPL Training Project PDFDocument18 pagesDPL Training Project PDFBhupesh yadavNo ratings yet
- Documents - Pub Training Report 565de94aa5c26Document47 pagesDocuments - Pub Training Report 565de94aa5c26EE OPN1TTPSNo ratings yet
- 500 MW Steam Turbine Erection SequenceDocument4 pages500 MW Steam Turbine Erection Sequencelovelyshree100% (1)
- Erection 150MW DTC TurboDocument30 pagesErection 150MW DTC TurboPradeep Yallanki100% (1)
- Manufacturing Process of TG 800 MW, Stator Winding Bar BHEL, Production Block-4, HEEPDocument26 pagesManufacturing Process of TG 800 MW, Stator Winding Bar BHEL, Production Block-4, HEEPPrashant TiwariNo ratings yet
- By Ms. Soh Ley Bau Generation Section - Electrical Unit (Ilsas), TNBDocument137 pagesBy Ms. Soh Ley Bau Generation Section - Electrical Unit (Ilsas), TNBAriee Arie100% (2)
- Turbogenerator Basics: Sharmendra Kumar SR Engineer (EMD)Document55 pagesTurbogenerator Basics: Sharmendra Kumar SR Engineer (EMD)Amit BiswasNo ratings yet
- Product Information PacketDocument5 pagesProduct Information PacketPablo OsoriaNo ratings yet
- Hitachi Hydroelectric EquipmentDocument16 pagesHitachi Hydroelectric EquipmentGordon ChaiNo ratings yet
- Installation of Current Limiting Reactors in Esp: - Monday, June 07, 2021Document15 pagesInstallation of Current Limiting Reactors in Esp: - Monday, June 07, 2021srmohapatra5086No ratings yet
- 500 MW Turbine Erection Manual FullDocument164 pages500 MW Turbine Erection Manual FullAmar N. Maurya100% (1)
- Revised Final JK 30 MW Turbine Overhauling ReportDocument38 pagesRevised Final JK 30 MW Turbine Overhauling ReportRajesh GoladaNo ratings yet
- Condition Assessment & Repairs for Damaged Generator RotorDocument17 pagesCondition Assessment & Repairs for Damaged Generator RotorMuhammad Imran NasirNo ratings yet
- Turbo Generators at BHEL Haridwar Production Block-1Document20 pagesTurbo Generators at BHEL Haridwar Production Block-1twist0202No ratings yet
- 500MW Steam Turbine Erection ManualDocument127 pages500MW Steam Turbine Erection ManualRamineni Srinivasarao100% (1)
- Erection Manual for 500 MW Steam Turbine (KWU DesignDocument127 pagesErection Manual for 500 MW Steam Turbine (KWU DesigneravisrNo ratings yet
- IEC 61400 JUSTIFICATION E30/70 PRO SLM AnalysisDocument120 pagesIEC 61400 JUSTIFICATION E30/70 PRO SLM AnalysisAyan MajiNo ratings yet
- MFB Training PDFDocument19 pagesMFB Training PDFhai dangNo ratings yet
- Manual Roof-Top Frio Calor Por Bomba RT-008-030Document45 pagesManual Roof-Top Frio Calor Por Bomba RT-008-030giulianogjNo ratings yet
- Article 449THFS8048 DataPack 9Document8 pagesArticle 449THFS8048 DataPack 9carrei JohnNo ratings yet
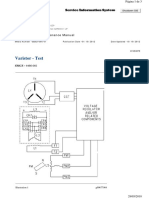
- Varistor - Test (GZP)Document3 pagesVaristor - Test (GZP)Hugo CiprianiNo ratings yet
- Performance Testing of An Electrically Assisted Turbocharger On A Heavy Duty Diesel EngineDocument23 pagesPerformance Testing of An Electrically Assisted Turbocharger On A Heavy Duty Diesel EngineZauron Kent TouchitNo ratings yet
- Erection Sequence: (For 500 MW Fixed Pedestal Type Turbine With Spring Loaded Foundation)Document4 pagesErection Sequence: (For 500 MW Fixed Pedestal Type Turbine With Spring Loaded Foundation)rohit_me083100% (1)
- An Overview of Ac Induction Motor Testing in Accordance With BS 4999 PART 143Document12 pagesAn Overview of Ac Induction Motor Testing in Accordance With BS 4999 PART 143Gourab SahaNo ratings yet
- 11 AC Induction Motor TestingDocument12 pages11 AC Induction Motor TestingrajNo ratings yet
- Steam Path Audit of Steam Turbine - CompressDocument38 pagesSteam Path Audit of Steam Turbine - CompressTc UmtNo ratings yet
- VIBRATION PROBLEM IN A HYDRO-TURBINE GENERATOR SETDocument7 pagesVIBRATION PROBLEM IN A HYDRO-TURBINE GENERATOR SETAnonymous NUn6MESxNo ratings yet
- Metode Konstruksi Turbine Generator WorkDocument5 pagesMetode Konstruksi Turbine Generator Workanindita dyah pawestriNo ratings yet
- Turbine ErectionDocument130 pagesTurbine Erectionkarthikgoldenrock100% (1)
- 10) PMS For Tankers - Mt. Riva V3.0 - January 2021Document22 pages10) PMS For Tankers - Mt. Riva V3.0 - January 2021Олег ФедькоNo ratings yet
- Electrical Machines Block 2Document23 pagesElectrical Machines Block 2Aravind PadhiNo ratings yet
- 40 PagesDocument40 pages40 PagesKARTHICKRAJ KANDASAMYNo ratings yet
- BHEL Erection ManualDocument127 pagesBHEL Erection Manualsv100% (3)
- Comparison Between All Four EnginesDocument5 pagesComparison Between All Four EnginesVikramjeet BanerjeeNo ratings yet
- Marathon Electric - 184TTFBD6006 - SpecificationsDocument4 pagesMarathon Electric - 184TTFBD6006 - SpecificationsJonalou ArominNo ratings yet
- TLB840R Hydraulic Testing GuideDocument13 pagesTLB840R Hydraulic Testing GuideLuisAntonioVegaParangueo100% (1)
- Bilge Pump Performance CurveDocument91 pagesBilge Pump Performance CurveИгорь КлимовNo ratings yet
- Generating Transformer ManufacturingDocument19 pagesGenerating Transformer ManufacturingROHIT YADAV100% (1)
- Steam Turbine PDFDocument98 pagesSteam Turbine PDFsuneel kumar rathore100% (3)
- Section08 A4 PDFDocument808 pagesSection08 A4 PDFjakkyjeryNo ratings yet
- Investigation of Platformer Reactor Nozzle CrackingDocument12 pagesInvestigation of Platformer Reactor Nozzle CrackingMubeenNo ratings yet
- Steam Blowing Procedure Unit-1 ParadeepDocument9 pagesSteam Blowing Procedure Unit-1 ParadeepMahadev KovalliNo ratings yet
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesFrom EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNo ratings yet
- D 3cpf 1225 001 - 1 Plot Plan TNKDocument1 pageD 3cpf 1225 001 - 1 Plot Plan TNKAnthony MayNo ratings yet
- G 3CPF 1331 955 0302 - 0Document1 pageG 3CPF 1331 955 0302 - 0Anthony MayNo ratings yet
- 924 Air ExtractionDocument3 pages924 Air ExtractionAnthony MayNo ratings yet
- Fittolerences (Read Only)Document10 pagesFittolerences (Read Only)ankitsarvaiyaNo ratings yet
- L&T Hydrocarbon Engineering: Approved For ConstructionDocument6 pagesL&T Hydrocarbon Engineering: Approved For ConstructionAnthony MayNo ratings yet
- 110 T 8069Document8 pages110 T 8069Anthony MayNo ratings yet
- Anaa m06 m10 LCB 0003 r0 Sectional DrawingDocument1 pageAnaa m06 m10 LCB 0003 r0 Sectional DrawingAnthony MayNo ratings yet
- G 3CPF 1331 952 0001 - 0Document1 pageG 3CPF 1331 952 0001 - 0Anthony MayNo ratings yet
- Anaa m06 E10 LCB 0006 r0 Motor Outline BoxDocument9 pagesAnaa m06 E10 LCB 0006 r0 Motor Outline BoxAnthony MayNo ratings yet
- Anaa-M06-M10-Lcb-0020 - R0 - Start Up Shut Down Block Diagram PDFDocument1 pageAnaa-M06-M10-Lcb-0020 - R0 - Start Up Shut Down Block Diagram PDFAnthony MayNo ratings yet
- RPT ComputersDocument4 pagesRPT ComputersAnthony MayNo ratings yet
- 0918 Fuel Nozzle PurgeDocument10 pages0918 Fuel Nozzle PurgeAnthony MayNo ratings yet
- 100t4597 PDFDocument6 pages100t4597 PDFAnthony MayNo ratings yet
- 399 A 5530Document6 pages399 A 5530Anthony MayNo ratings yet
- ADR ColdStartDocument1 pageADR ColdStartAnthony MayNo ratings yet
- Le Lithium Et La GrossesseDocument5 pagesLe Lithium Et La GrossesseAnthony MayNo ratings yet
- Fi Chier 0005Document7 pagesFi Chier 0005Anthony MayNo ratings yet
- The Alfa Laval MAB Separator: Technical Notes of Interest To Marine EngineersDocument0 pagesThe Alfa Laval MAB Separator: Technical Notes of Interest To Marine EngineersGeorgios Papakostas100% (1)
- 2007 Kobelco Stern Tube Seal Installation ManualDocument18 pages2007 Kobelco Stern Tube Seal Installation Manualvjmariner100% (1)
- Lubrication and Bearings Course ManualDocument64 pagesLubrication and Bearings Course ManualAnthony MayNo ratings yet
- The Alfa Laval MAB Separator: Technical Notes of Interest To Marine EngineersDocument0 pagesThe Alfa Laval MAB Separator: Technical Notes of Interest To Marine EngineersGeorgios Papakostas100% (1)
- Peugot 206 2001 2 0HDi FusesDocument9 pagesPeugot 206 2001 2 0HDi FusesAnthony MayNo ratings yet
- Combo FixDocument3 pagesCombo FixAnthony MayNo ratings yet
- Mechanical Seals ModuleDocument93 pagesMechanical Seals ModuleAnthony MayNo ratings yet
- Hydraulic Pump Module: Installation, Operation, and Maintenance Manual Model HP02Document7 pagesHydraulic Pump Module: Installation, Operation, and Maintenance Manual Model HP02Anthony MayNo ratings yet
- Alignment Module.Document64 pagesAlignment Module.Anthony MayNo ratings yet
- Readme InstructionDocument2 pagesReadme InstructionAnthony MayNo ratings yet
- MSP Culasse 1 Annexes PDFDocument19 pagesMSP Culasse 1 Annexes PDFAnthony MayNo ratings yet
- Principles of Mobile HydraulicDocument101 pagesPrinciples of Mobile Hydraulictazjuan1100% (1)
- MeasureMaster Dual Chamber Orifice FittingDocument6 pagesMeasureMaster Dual Chamber Orifice FittingirfanNo ratings yet
- Double Pipe Heat Exchanger Project #3 CalculationsDocument12 pagesDouble Pipe Heat Exchanger Project #3 CalculationsJames Buser100% (1)
- Training Workshop 2020Document10 pagesTraining Workshop 2020Carrasco AngelsNo ratings yet
- GD675-5 Fuel Filter Assembly Parts ListDocument2 pagesGD675-5 Fuel Filter Assembly Parts ListJuan MendozaNo ratings yet
- XATS 156 DD: Parts List For Portable CompressorsDocument132 pagesXATS 156 DD: Parts List For Portable Compressorsdavid perezNo ratings yet
- Valve Types and SymbolsDocument164 pagesValve Types and Symbolssantos ayala100% (3)
- BL 02 FM200 T&C CommentsDocument1 pageBL 02 FM200 T&C CommentsMaged Lotfy Abdel-aalNo ratings yet
- Excelon Filter - Regulators - B72, 73, 74Document3 pagesExcelon Filter - Regulators - B72, 73, 74Sreevathsa GururajNo ratings yet
- Flowtec Pump Manual 528Document20 pagesFlowtec Pump Manual 528icarus_fallenNo ratings yet
- Mus (PPT 1)Document14 pagesMus (PPT 1)Sagar GawdeNo ratings yet
- API Specification Seat TestDocument3 pagesAPI Specification Seat TestSam JoseNo ratings yet
- Documents - MX DPV Vertical Multistage Pumps 60 HZ Technical Data DP PumpsDocument80 pagesDocuments - MX DPV Vertical Multistage Pumps 60 HZ Technical Data DP PumpsAnonymous ItzBhUGoi100% (1)
- 2100.015 SHORTSTOPP 300D Split Tee and SHORTPLUG WGBDocument4 pages2100.015 SHORTSTOPP 300D Split Tee and SHORTPLUG WGBMORELLI silvio100% (1)
- Shapotools O & M Manual (S) R2Document21 pagesShapotools O & M Manual (S) R2Thennarasan GNo ratings yet
- Eaton 1CE30 Eaton B6743Document4 pagesEaton 1CE30 Eaton B6743Ibrahim AbdElHamidNo ratings yet
- LAF and BSC Maintenance PDFDocument68 pagesLAF and BSC Maintenance PDFMuchlas AkbarNo ratings yet
- Hydraulic & Electric Circuit Guide for ECD45 Crawler DrillDocument14 pagesHydraulic & Electric Circuit Guide for ECD45 Crawler DrillrolandNo ratings yet
- Orca HL - SeriesDocument2 pagesOrca HL - SerieserwinNo ratings yet
- Notice Mitigeur Douche FrenchTripleControlIssue2COMBINATIONDocument39 pagesNotice Mitigeur Douche FrenchTripleControlIssue2COMBINATIONPascal ArenouNo ratings yet
- Laminar and Turbulent in Pipe-2 PDFDocument20 pagesLaminar and Turbulent in Pipe-2 PDFBoos yousufNo ratings yet
- Qsi Series CompressorDocument142 pagesQsi Series CompressorJayNo ratings yet
- PH-85 Set Up - TDS 6SDocument3 pagesPH-85 Set Up - TDS 6SJim SharpNo ratings yet
- 06 Final Drive & Tandem PDFDocument4 pages06 Final Drive & Tandem PDFYerson Genovez RamosNo ratings yet
- B16.104 Chinese PDFDocument1 pageB16.104 Chinese PDFalgerrlNo ratings yet
- Diverter Drilling System For Well Control Full GuideDocument19 pagesDiverter Drilling System For Well Control Full GuiderahulNo ratings yet
- Tristar & SPS Product Presentation General - by CSIDocument68 pagesTristar & SPS Product Presentation General - by CSILaksanarote FongonNo ratings yet
- Cavitation ControlDocument3 pagesCavitation Controlspadafora77No ratings yet