You might also like
- Supervisión Administrativa de La ObraDocument38 pagesSupervisión Administrativa de La ObraBrayan ArosteguiNo ratings yet
- Prevencion de Riesgos en La MineriaDocument46 pagesPrevencion de Riesgos en La MineriaMauricio Alejandro Diaz Apey100% (2)
- Plantas NuclearesDocument32 pagesPlantas NuclearesElier Obando FloresNo ratings yet
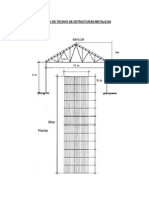
- Calculo de Techos de Estructuras MetalicasDocument19 pagesCalculo de Techos de Estructuras MetalicasWalter E. Pinillos86% (7)
- Paneles Solares CalculoDocument4 pagesPaneles Solares CalculoElier Obando FloresNo ratings yet
- A5Document11 pagesA5Gary Jonathan Morales AlvaradoNo ratings yet
- Coefficient of ExpansionDocument1 pageCoefficient of ExpansionElier Obando FloresNo ratings yet
- Calculo de Techos de Estructuras MetalicDocument1 pageCalculo de Techos de Estructuras MetalicElier Obando FloresNo ratings yet
- Trabajo CuadrosDocument3 pagesTrabajo CuadrosElier Obando FloresNo ratings yet
- ProcedimientosDocument1 pageProcedimientosElier Obando FloresNo ratings yet
- Clase 1, Redes y Partes de Un ProyectoDocument60 pagesClase 1, Redes y Partes de Un ProyectoChego PintoNo ratings yet
- Practica 05-Medida de Reactancia Inductiva, Capacitiva e Impedancia - Parte 2Document10 pagesPractica 05-Medida de Reactancia Inductiva, Capacitiva e Impedancia - Parte 2Willy FloresNo ratings yet
- Ecología y Medio Ambiente ModificadoDocument7 pagesEcología y Medio Ambiente ModificadoElier Obando FloresNo ratings yet
- Distribución de Planta 2Document2 pagesDistribución de Planta 2Elier Obando FloresNo ratings yet
- CUESTIONARIO Mecanica Computacional 1Document3 pagesCUESTIONARIO Mecanica Computacional 1Elier Obando FloresNo ratings yet
- Qué Es GeogebraDocument1 pageQué Es GeogebraElier Obando FloresNo ratings yet
- Las Bombas de PaletasDocument5 pagesLas Bombas de PaletasElier Obando FloresNo ratings yet
- Cajas ReductorasDocument8 pagesCajas ReductorasElier Obando FloresNo ratings yet
- Calculo para La Iluminación de CasaDocument2 pagesCalculo para La Iluminación de CasaElier Obando FloresNo ratings yet
- Informe de Maquinas Electricas 12Document5 pagesInforme de Maquinas Electricas 12Elier Obando FloresNo ratings yet
- Amiguiti AldoDocument1 pageAmiguiti AldoElier Obando FloresNo ratings yet
- COMPROVACIONDocument9 pagesCOMPROVACIONElier Obando FloresNo ratings yet
- Motores de Combustion InternaDocument1 pageMotores de Combustion InternaElier Obando FloresNo ratings yet
- Uniones SoldadasDocument53 pagesUniones SoldadasFelix Mata PeladoNo ratings yet
- Vehículos Híbridos Eléctricos Solares en La Ciudad de ArequipaDocument15 pagesVehículos Híbridos Eléctricos Solares en La Ciudad de ArequipaElier Obando FloresNo ratings yet
- Amiguiti AldoDocument1 pageAmiguiti AldoElier Obando FloresNo ratings yet
- Informe de InvestigacionDocument41 pagesInforme de InvestigacionEsbeidy Sanchez FrancoNo ratings yet
- Traajo Chire Parte Final MejoradoDocument3 pagesTraajo Chire Parte Final MejoradoElier Obando FloresNo ratings yet
- Calculo de La Bomba Segun Numeros AdimensionalesDocument2 pagesCalculo de La Bomba Segun Numeros AdimensionalesElier Obando FloresNo ratings yet
- Informe de Maquinas Electricas 12Document5 pagesInforme de Maquinas Electricas 12Elier Obando FloresNo ratings yet
- Tablas de Diseño de Elementos 1Document2 pagesTablas de Diseño de Elementos 1Elier Obando FloresNo ratings yet
- Epidemiología de La Enfermedad CoronariaDocument12 pagesEpidemiología de La Enfermedad CoronariaAndyRamosLopezNo ratings yet
- Guía operativa presupuesto participativo 2021 Alcaldías CDMXDocument22 pagesGuía operativa presupuesto participativo 2021 Alcaldías CDMXJannette Valencia JannisNo ratings yet
- Metodologia Manual ProcedimientosDocument27 pagesMetodologia Manual ProcedimientosJuan Pablo GamboaNo ratings yet
- Que Es Una MezclaDocument8 pagesQue Es Una MezclalauraNo ratings yet
- PROBABILIDADDocument2 pagesPROBABILIDADsalvador120694No ratings yet
- Razón vs experienciaDocument5 pagesRazón vs experienciaElvira GarciaNo ratings yet
- Proyecto Del LiceoDocument13 pagesProyecto Del LiceodoritaxxNo ratings yet
- Anexo LenguadoDocument47 pagesAnexo LenguadoCarlos Aleman AsteNo ratings yet
- QuirozDocument15 pagesQuirozPuntillo Limas JuanNo ratings yet
- Neuroanatomía y Neurofisiología Facultad Psicología UNLPDocument10 pagesNeuroanatomía y Neurofisiología Facultad Psicología UNLPrb_68No ratings yet
- Fundamentos de Una ApelaciónDocument12 pagesFundamentos de Una ApelaciónJRBurgosVillasmilNo ratings yet
- Manual de Participación Estudiantil para El FortalecimientoDocument179 pagesManual de Participación Estudiantil para El FortalecimientoAracely JiménezNo ratings yet
- 1 - La Empresa y Su EntornoDocument38 pages1 - La Empresa y Su EntornoMaría José Armenta CNo ratings yet
- Plan de Migracion de Datos para San Antonio Del SENADocument8 pagesPlan de Migracion de Datos para San Antonio Del SENAAnna Sepulveda50% (2)
- Contrato Anticipado 2022 Con FirmaDocument3 pagesContrato Anticipado 2022 Con FirmaLeidy Geraldine PavaNo ratings yet
- PUCCh - Vittorio Corbo - Precios Internacionales, Salarios e Inflación en Una Economía AbiertaDocument9 pagesPUCCh - Vittorio Corbo - Precios Internacionales, Salarios e Inflación en Una Economía AbiertaOttoniel RuizNo ratings yet
- CC - HH Resolucion Sesion 11Document3 pagesCC - HH Resolucion Sesion 11Adrian Machuca QuispeNo ratings yet
- Ret 068Document85 pagesRet 068UNO DOSNo ratings yet
- Filtros Pasivos TelecomunicacionesDocument14 pagesFiltros Pasivos TelecomunicacionesGonzalo David Unzueta EchalarNo ratings yet
- Ie y PeyeaDocument3 pagesIe y PeyeaRosalinda Ch BarretoNo ratings yet
- Comunicación No Verbal y Primera ImpresiónDocument1 pageComunicación No Verbal y Primera ImpresiónCatherine RamírezNo ratings yet
- Diseño Asistido Por ComputadoraDocument37 pagesDiseño Asistido Por ComputadoraomarNo ratings yet
- Como Podemos Memorizar Nombres y NúmerosDocument2 pagesComo Podemos Memorizar Nombres y NúmerosJano Jiménez PuentesNo ratings yet
- de Los Decimales A Los RealesDocument188 pagesde Los Decimales A Los RealesMonica rocio ibarra pomaNo ratings yet
- Pruebas para Evaluar Funcionamiento EjecutivoDocument78 pagesPruebas para Evaluar Funcionamiento EjecutivoAngie FacioNo ratings yet
- Trabajo Práctico 3 - Alvarenga SimonDocument3 pagesTrabajo Práctico 3 - Alvarenga SimonGuts BerserkNo ratings yet
- Crítica de La Razón Migrante. Bustamante, Carolina. Godoy, Vega, Francisco. (2014)Document43 pagesCrítica de La Razón Migrante. Bustamante, Carolina. Godoy, Vega, Francisco. (2014)Gabriela MontoyaNo ratings yet
- Lab de Electronica P1Document9 pagesLab de Electronica P1Jose Luis Cortez VillaoNo ratings yet