You might also like
- DC MOTOR BASICSDocument12 pagesDC MOTOR BASICSaadhargilhotraNo ratings yet
- Electro 3 Finals Task PerformanceDocument23 pagesElectro 3 Finals Task PerformanceJuan Miguel TorresNo ratings yet
- Plant Utilities & Safety: Prime MoversDocument90 pagesPlant Utilities & Safety: Prime Moversaimi wahabNo ratings yet
- Charging SystemDocument22 pagesCharging SystemTrần Văn ChươngNo ratings yet
- Generators and MotorsDocument9 pagesGenerators and Motorseng.muhammad.waterNo ratings yet
- Working Principle of A DC Motor - Circuit GlobeDocument6 pagesWorking Principle of A DC Motor - Circuit GlobeHumair AhmedNo ratings yet
- Application of DC Shunt MotorDocument5 pagesApplication of DC Shunt MotorPrajwal Deep RaiNo ratings yet
- Basic Motor TheoryDocument48 pagesBasic Motor Theoryantoniogh2No ratings yet
- Motors and Generators: First Hand Investigations From The SyllabusDocument26 pagesMotors and Generators: First Hand Investigations From The SyllabusAbdullionNo ratings yet
- DC & AC Machines and Speed ControlDocument53 pagesDC & AC Machines and Speed ControlInsane Clown Prince60% (5)
- CNC Drive ClassificationDocument20 pagesCNC Drive Classificationamit kumarNo ratings yet
- DC vs AC Motors GuideDocument13 pagesDC vs AC Motors GuideYash Jude NathanNo ratings yet
- Application of DC Shunt Motor: Lovely Professional University Amit Raj ROLL NO-RB4802A28 Reg. No-10803543 B.Tech - MEDocument5 pagesApplication of DC Shunt Motor: Lovely Professional University Amit Raj ROLL NO-RB4802A28 Reg. No-10803543 B.Tech - MEshailesh singhNo ratings yet
- Eddy Current Brakes: Published On Feb 12, 2016Document4 pagesEddy Current Brakes: Published On Feb 12, 2016BALAJINo ratings yet
- AC Definitons and Other ChurvaDocument7 pagesAC Definitons and Other ChurvaErvin GohNo ratings yet
- Magnetic Effects of Electric Current 2018Document5 pagesMagnetic Effects of Electric Current 2018Rohit NairNo ratings yet
- EMI Unit 4 Part 2 - DC, AC, Stepper Motot and RelaysDocument25 pagesEMI Unit 4 Part 2 - DC, AC, Stepper Motot and RelaysAyushman SharmaNo ratings yet
- Generator and MotorDocument19 pagesGenerator and Motortrihandoko1631No ratings yet
- Chapter 2 - Starting - SytemDocument73 pagesChapter 2 - Starting - SytemEyasu demsewNo ratings yet
- ProjectDocument25 pagesProjectAsif MuhammadNo ratings yet
- Assignment Ac DCDocument10 pagesAssignment Ac DCKamil KhairiNo ratings yet
- DC MotorDocument14 pagesDC MotorShreyash SargarNo ratings yet
- Induction MotorDocument20 pagesInduction MotorVenkata SubramanianNo ratings yet
- DC MachinesDocument23 pagesDC MachinesNoyaNo ratings yet
- What Is The Commutation ProcessDocument3 pagesWhat Is The Commutation Processكرار قاسم صبيح ابنيانNo ratings yet
- Construction and Working Principles of Measuring InstrumentsDocument20 pagesConstruction and Working Principles of Measuring Instrumentsmarcelee wheatleNo ratings yet
- Electrical Drives in Industry: An Introduction to DC MotorsDocument28 pagesElectrical Drives in Industry: An Introduction to DC Motorsgurunathan14No ratings yet
- Part A: Theory/ Scientific PrincipleDocument11 pagesPart A: Theory/ Scientific PrincipleJay CherizNo ratings yet
- Servomotor Construction: Stator and A Rotating Magnetic FieldDocument19 pagesServomotor Construction: Stator and A Rotating Magnetic FieldctsakNo ratings yet
- DC Motor ExplainedDocument3 pagesDC Motor Explainedimran kadriNo ratings yet
- Chapter 8 - Electrical, Starting, and Ignition SystemsDocument213 pagesChapter 8 - Electrical, Starting, and Ignition SystemsKim RioverosNo ratings yet
- 325 07 Fundamentals ADocument42 pages325 07 Fundamentals Ahavvan962No ratings yet
- Motors and Generators SummaryDocument17 pagesMotors and Generators SummaryMNo ratings yet
- Gravity LightDocument97 pagesGravity LightArun Kumar Yadav100% (1)
- Construction of DC MachineDocument10 pagesConstruction of DC MachineMohamed IbrahemNo ratings yet
- Apllied PhysicsDocument9 pagesApllied PhysicsM. Qasim ZiaNo ratings yet
- Basic Motor TheoryDocument39 pagesBasic Motor Theoryarfat_ahmad_khanNo ratings yet
- Ac MotorsDocument10 pagesAc MotorsJonas Marco CagueteNo ratings yet
- Alternator ToyotaDocument5 pagesAlternator ToyotaAYON_MSNNo ratings yet
- Generating Electrical CurrentDocument6 pagesGenerating Electrical Currentjavierruizleon100% (5)
- Topic - DC Moto-Wps OfficeDocument3 pagesTopic - DC Moto-Wps OfficeSanayNo ratings yet
- Principles of DC Motor OperationDocument49 pagesPrinciples of DC Motor OperationAvanish Verma100% (1)
- Everything That Moves Uses Motors: An Introduction to DC Electric MotorsDocument31 pagesEverything That Moves Uses Motors: An Introduction to DC Electric MotorsJames Adrian Abalde SaboNo ratings yet
- Unit 3 Three Phase Alternator PDFDocument38 pagesUnit 3 Three Phase Alternator PDFPalak JioNo ratings yet
- TechportDocument6 pagesTechportMaureen TatadNo ratings yet
- Designing A DC MotorDocument7 pagesDesigning A DC MotorPravat SatpathyNo ratings yet
- 3-5 Physics Elec MagDocument34 pages3-5 Physics Elec MagPrecious BalgunaNo ratings yet
- Pid 2Document64 pagesPid 2RafaelNo ratings yet
- Electric Motor: Rotor (Document3 pagesElectric Motor: Rotor (qwert qwertNo ratings yet
- PHY PROJECT DC GeneratorDocument18 pagesPHY PROJECT DC Generatorelfbaba476No ratings yet
- Electric Motors-Abdulla AlhashmiDocument3 pagesElectric Motors-Abdulla AlhashmiAbdulla Al HashmiNo ratings yet
- Scotch Yoke MechanismDocument37 pagesScotch Yoke MechanismSaravanan Viswakarma100% (1)
- Electric Motors and GeneratorsDocument2 pagesElectric Motors and GeneratorsNURSHAHADAH ISMAELNo ratings yet
- Working Principle of DC MotorDocument6 pagesWorking Principle of DC MotorMosabNo ratings yet
- Unit-V DC MotorDocument57 pagesUnit-V DC MotorSri balaji sampathNo ratings yet
- Eddy Current BrakesDocument24 pagesEddy Current BrakesMd Jawed AkhtarNo ratings yet
- A New System of Alternating Current Motors and Transformers and Other EssaysFrom EverandA New System of Alternating Current Motors and Transformers and Other EssaysRating: 5 out of 5 stars5/5 (1)
- A New System of Alternating Current Motors and TransformersFrom EverandA New System of Alternating Current Motors and TransformersRating: 1 out of 5 stars1/5 (1)
- How Do Electric Motors Work? Physics Books for Kids | Children's Physics BooksFrom EverandHow Do Electric Motors Work? Physics Books for Kids | Children's Physics BooksNo ratings yet
- Project Report On Anticollision SystemDocument76 pagesProject Report On Anticollision SystemArun Kumar YadavNo ratings yet
- Synopsis On Solar Powered RefrigeratorDocument3 pagesSynopsis On Solar Powered RefrigeratorArun Kumar YadavNo ratings yet
- Bthesis IIDocument93 pagesBthesis IIArun Kumar YadavNo ratings yet
- Introduction To PLCsDocument42 pagesIntroduction To PLCsArun Kumar YadavNo ratings yet
- Solar InverterDocument51 pagesSolar InverterArun Kumar Yadav100% (1)
- 2015BINP026Document40 pages2015BINP026Arun Kumar YadavNo ratings yet
- ReportDocument45 pagesReportpankajburraNo ratings yet
- Home Automation Using The Concept of IoTDocument5 pagesHome Automation Using The Concept of IoTArun Kumar Yadav0% (1)
- Synopsis On Retaining WallDocument7 pagesSynopsis On Retaining WallArun Kumar YadavNo ratings yet
- Gravity LightDocument97 pagesGravity LightArun Kumar Yadav100% (1)
- Report On DTMF Based Land RoverDocument84 pagesReport On DTMF Based Land RoverArun Kumar YadavNo ratings yet
- Biometric Voting MachineDocument59 pagesBiometric Voting MachineDeepak Kataria67% (3)
- Railway TrackDocument51 pagesRailway TrackArun Kumar YadavNo ratings yet
- Green House Monitoring Using GSMDocument47 pagesGreen House Monitoring Using GSMArun Kumar Yadav100% (7)
- "Regenerative Braking": Project Report OnDocument64 pages"Regenerative Braking": Project Report OnArun Kumar YadavNo ratings yet
- Sensor Operated Intelligent BrakingDocument5 pagesSensor Operated Intelligent BrakingArun Kumar YadavNo ratings yet
- Design of Sugar MeterDocument10 pagesDesign of Sugar MeterArun Kumar YadavNo ratings yet
- Advance Roving Device For Rescue OperationDocument35 pagesAdvance Roving Device For Rescue OperationArun Kumar YadavNo ratings yet
- ATM Security SystemDocument6 pagesATM Security SystemArun Kumar YadavNo ratings yet
- 078576Document10 pages078576Arun Kumar YadavNo ratings yet
- Ground Source CollingDocument2 pagesGround Source CollingArun Kumar YadavNo ratings yet
- Synopsis On 8 Canmdidate Quiz BuzzerDocument4 pagesSynopsis On 8 Canmdidate Quiz BuzzerArun Kumar YadavNo ratings yet
- Best Design of PV WindDocument37 pagesBest Design of PV WindArun Kumar YadavNo ratings yet
- 8051 BasicsDocument1 page8051 BasicsArun Kumar YadavNo ratings yet
- Design and Implementation of Seismic SensorDocument40 pagesDesign and Implementation of Seismic SensorArun Kumar YadavNo ratings yet
- RFID Based Chalan SystemDocument7 pagesRFID Based Chalan Systemفہد رضاNo ratings yet
- Avr TimerDocument1 pageAvr TimerArun Kumar YadavNo ratings yet
- 2010 Ieee EceDocument17 pages2010 Ieee EceArun Kumar YadavNo ratings yet
- Sismic Sensor CircuitDocument1 pageSismic Sensor CircuitArun Kumar YadavNo ratings yet
- Current Ripple Factor Performance of Half-Wave Rectifier With and Without Freewheeling DiodeDocument4 pagesCurrent Ripple Factor Performance of Half-Wave Rectifier With and Without Freewheeling DiodeSamuel AdamuNo ratings yet
- Downloaded From Manuals Search EngineDocument156 pagesDownloaded From Manuals Search EngineJesusRiveroNo ratings yet
- Diode Applications Tutorial Sheet Rectifier CircuitsDocument3 pagesDiode Applications Tutorial Sheet Rectifier CircuitsDaniel EkassiNo ratings yet
- Protective Relays 2Document51 pagesProtective Relays 2Tejas PendkalkarNo ratings yet
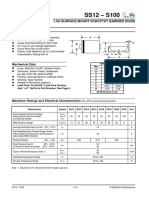
- 1.0A Surface Mount Schottky Barrier Diode: Add "-LF" Suffix To Part Number, See Page 4Document4 pages1.0A Surface Mount Schottky Barrier Diode: Add "-LF" Suffix To Part Number, See Page 4Nando AguilarNo ratings yet
- 1Document32 pages1Mohit ChavdaNo ratings yet
- Single Phase Full Wave Controlled Rectifier WithDocument6 pagesSingle Phase Full Wave Controlled Rectifier WithAhmed JamalNo ratings yet
- Syllabus For Distance Engineering Diploma in Electrical by KSOUDocument46 pagesSyllabus For Distance Engineering Diploma in Electrical by KSOUSunil JhaNo ratings yet
- Ece SyllabusDocument39 pagesEce SyllabusbaruaeeeNo ratings yet
- Iom Lp33 40k 120k SeriesDocument94 pagesIom Lp33 40k 120k SeriesMike MendozaNo ratings yet
- Chapter 4-Uncontrolled RectifiersDocument48 pagesChapter 4-Uncontrolled RectifiersBadr Al-SabriNo ratings yet
- 2/2 Solenoid Directional ValveDocument2 pages2/2 Solenoid Directional ValveTrong Hung NguyenNo ratings yet
- Chapter 2Document34 pagesChapter 2Kavineel KumarNo ratings yet
- Real-Time Power Monitoring and Load Control Project ReportDocument50 pagesReal-Time Power Monitoring and Load Control Project Reportsatyanarayana madireddyNo ratings yet
- Reliable AC Power Protection for IndustriesDocument15 pagesReliable AC Power Protection for IndustriesGerard GovinNo ratings yet
- Handbook On 25 & 4.5 KW ERRU of SG TLAC CoachesDocument47 pagesHandbook On 25 & 4.5 KW ERRU of SG TLAC Coachesrajesh kothariNo ratings yet
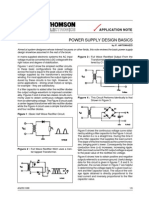
- 1707 An253 Power Supply Design Basics ImpDocument6 pages1707 An253 Power Supply Design Basics ImpbmmostefaNo ratings yet
- MV7000 Brochure - ENDocument9 pagesMV7000 Brochure - ENShanon RustoffNo ratings yet
- MIND SM en Servicemanual VS800 h39439-31 enDocument70 pagesMIND SM en Servicemanual VS800 h39439-31 enashfaqNo ratings yet
- 230-V, 900-W PFC With 98% Efficiency For Inverter-Fed Drives Reference DesignDocument46 pages230-V, 900-W PFC With 98% Efficiency For Inverter-Fed Drives Reference DesignNikolas AugustoNo ratings yet
- LS Training ManualDocument29 pagesLS Training ManualMuhammad Haris Baig100% (6)
- Synchronous MotorDocument16 pagesSynchronous MotorAnand Raman100% (1)
- Lab1 DiodesDocument4 pagesLab1 DiodesDavid TandjayaNo ratings yet
- Basler Electric Voltage Regulator 1256-990 Rev FDocument35 pagesBasler Electric Voltage Regulator 1256-990 Rev FPCSNo ratings yet
- 90KVA GPUDocument2 pages90KVA GPUWilliam Jaldin CorralesNo ratings yet
- KSKDocument197 pagesKSKAnonymous qIGu372No ratings yet
- FRS Hardware Manual.V100.enDocument4 pagesFRS Hardware Manual.V100.enMazen AlhouseenNo ratings yet
- Op-Amp Cookbook - Part 4: Electronic Rectifier CircuitsDocument18 pagesOp-Amp Cookbook - Part 4: Electronic Rectifier Circuitsamit281276No ratings yet
- Geneus Generators BDDocument4 pagesGeneus Generators BDjcNo ratings yet
- Smart City Traffic Control For Ambulance With Accident DtectionDocument47 pagesSmart City Traffic Control For Ambulance With Accident DtectionRupam Das100% (2)