You might also like
- Cat c15 Ecm Wiring DiagramDocument13 pagesCat c15 Ecm Wiring Diagramosboy97% (67)
- Kubota RTV-X1100C Utility Vehicle Operators ManualDocument124 pagesKubota RTV-X1100C Utility Vehicle Operators ManualСвятослав Воронов100% (1)
- TM 5-3805-291-23-1Document1,520 pagesTM 5-3805-291-23-1Advocate100% (1)
- Tribology of Reciprocating Engines: Proceedings of the 9th Leeds–Lyon Symposium on Tribology Held in Bondington Hall, the University of Leeds, England 7–10 September 1982From EverandTribology of Reciprocating Engines: Proceedings of the 9th Leeds–Lyon Symposium on Tribology Held in Bondington Hall, the University of Leeds, England 7–10 September 1982No ratings yet
- Operators Manual Tw60-2 8069521 Ver 1.5 Rev 06042021Document108 pagesOperators Manual Tw60-2 8069521 Ver 1.5 Rev 06042021tim winkelmanNo ratings yet
- Effective Time ManagementDocument61 pagesEffective Time ManagementTafadzwa94% (16)
- CIRC 314-AN 178 INP EN EDENPROD 195309 v1Document34 pagesCIRC 314-AN 178 INP EN EDENPROD 195309 v1xloriki_100% (1)
- ASA 2018 Catalog WebDocument48 pagesASA 2018 Catalog WebglmedinaNo ratings yet
- WP-BRO-Hubs-Engl-20150318Document2 pagesWP-BRO-Hubs-Engl-20150318Gsp TonyNo ratings yet
- brake-pads-comparisonDocument1 pagebrake-pads-comparisonguilhermepzttNo ratings yet
- Oteva 70 ENDocument20 pagesOteva 70 ENlucaNo ratings yet
- Hose and CouplingsDocument8 pagesHose and CouplingsJorge luis Cervantes carrilloNo ratings yet
- ExtrusionDocument3 pagesExtrusionJohn Jose Partidas GutierrezNo ratings yet
- Steelflex: Redefining Total Coupling ValueDocument46 pagesSteelflex: Redefining Total Coupling ValuestephenlongislandNo ratings yet
- Worcester Controls Series F39 Pneumatic Actuator: Twin-Piston, Double Rack-And-PinionDocument12 pagesWorcester Controls Series F39 Pneumatic Actuator: Twin-Piston, Double Rack-And-Pinionalejomariana03No ratings yet
- Standard Smooth Tire For Pavement Skid-Resistance TestsDocument3 pagesStandard Smooth Tire For Pavement Skid-Resistance TestsDannyChaconNo ratings yet
- GEA17480A X$D Ultra 841 IECDocument8 pagesGEA17480A X$D Ultra 841 IECMichael UnzuetaNo ratings yet
- DeZURIK BAW AWWA BUTTERFLY VALVESDocument32 pagesDeZURIK BAW AWWA BUTTERFLY VALVESLuis Daniel ContrerasNo ratings yet
- Steelflex: Redefining Total Coupling ValueDocument47 pagesSteelflex: Redefining Total Coupling ValueJOSE INESNo ratings yet
- The Structural Blind Fastening System.: UltimateDocument6 pagesThe Structural Blind Fastening System.: UltimateDavid Matias Valverde RojasNo ratings yet
- Coal Feeder Upgrades: TH RD RDDocument2 pagesCoal Feeder Upgrades: TH RD RDphatNo ratings yet
- EXCEL High Performance Parts For HP-Cone-Crushers - MetsoDocument7 pagesEXCEL High Performance Parts For HP-Cone-Crushers - MetsoabcNo ratings yet
- Ifi 100 7Document13 pagesIfi 100 7Marco NiNo ratings yet
- Gear Units ForDocument6 pagesGear Units Forryangle07No ratings yet
- 571-3212 Trifecta Lit 3-18Document2 pages571-3212 Trifecta Lit 3-18Joel MejiaNo ratings yet
- High Performance Butterfly Valves: Corrosion ResistantDocument3 pagesHigh Performance Butterfly Valves: Corrosion ResistantMina MagdyNo ratings yet
- Baldor 841Document12 pagesBaldor 841Edgar Aponte RodriguezNo ratings yet
- Dezurik Awwa Butterfly Valves Baw Baw Awwa Butterfly Valves 43 - 00 - 1Document32 pagesDezurik Awwa Butterfly Valves Baw Baw Awwa Butterfly Valves 43 - 00 - 1jacquesstrappe06No ratings yet
- 50001-Emerson Hytork BrochureDocument6 pages50001-Emerson Hytork BrochureM LuthfiNo ratings yet
- Low Profile Rubber Stair TreadDocument2 pagesLow Profile Rubber Stair TreadJose Carlos Guillen ZambranoNo ratings yet
- FMVSS 109 2019-10-01Document10 pagesFMVSS 109 2019-10-01skr_757No ratings yet
- PEER14015 Industrial Gear BoxesDocument4 pagesPEER14015 Industrial Gear BoxesMarcelo BorgesNo ratings yet
- Abanicos para Flujo MezcladoDocument52 pagesAbanicos para Flujo MezcladojhossielmartineauNo ratings yet
- 2.5.1 - Rollers Series PSV Where UsedDocument5 pages2.5.1 - Rollers Series PSV Where UsedMarco Antonio FloresNo ratings yet
- DW 450 FL - Devilead F 450 °fDocument2 pagesDW 450 FL - Devilead F 450 °fJava Cable CenterNo ratings yet
- Rexnord and Link-Belt Engineered Steel Chains: Conveyor, Elevator & Drive ChainsDocument135 pagesRexnord and Link-Belt Engineered Steel Chains: Conveyor, Elevator & Drive ChainsDwi April YantoNo ratings yet
- F111080 02-10 Engine Air Filtration OverviewDocument8 pagesF111080 02-10 Engine Air Filtration OverviewLuisa Fernanda CaicedoNo ratings yet
- FMVSS 109 2017-10-01Document10 pagesFMVSS 109 2017-10-01skr_757No ratings yet
- Mechanical Cementation ProductsDocument20 pagesMechanical Cementation Productstafhim rashidNo ratings yet
- Product Brochure Enduroframe 2017 PDFDocument8 pagesProduct Brochure Enduroframe 2017 PDFAbdul RoisNo ratings yet
- EN23193 442C BrochureDocument5 pagesEN23193 442C Brochuresf wNo ratings yet
- ZOOK Graphite Ruptur DiscsDocument8 pagesZOOK Graphite Ruptur DiscsDaniel ReyNo ratings yet
- EK-Quantum Vector TRIO RTX 3080/3090 Active Backplate: User GuideDocument14 pagesEK-Quantum Vector TRIO RTX 3080/3090 Active Backplate: User GuideBelei TudorNo ratings yet
- Helicoil Catalogue PDFDocument34 pagesHelicoil Catalogue PDFnitin9860No ratings yet
- Differ: The EXRAIL and Traditional Slide GuidesDocument2 pagesDiffer: The EXRAIL and Traditional Slide GuidesVignesh T ShekarNo ratings yet
- Extruder PDFDocument6 pagesExtruder PDFredaNo ratings yet
- Dokumen - Tips Roller-Chain PDFDocument84 pagesDokumen - Tips Roller-Chain PDFTaufik Selfa RNo ratings yet
- C PA Industries PressAcc AlimentadoresNeumaticos ACATDocument13 pagesC PA Industries PressAcc AlimentadoresNeumaticos ACATHector IbarraNo ratings yet
- Elecon Conveyor Idlers CatalogueDocument10 pagesElecon Conveyor Idlers CatalogueB DAS100% (1)
- Inserts For Plastics: Cover1Document24 pagesInserts For Plastics: Cover1rahil_sangNo ratings yet
- FafnirDocument168 pagesFafnirsacemiNo ratings yet
- Principles and Practices of Stud Welding: State-Of-The-Art PaperDocument13 pagesPrinciples and Practices of Stud Welding: State-Of-The-Art Paperalbert limantonoNo ratings yet
- MK PP ND Do en 181Document6 pagesMK PP ND Do en 181Ali HendyNo ratings yet
- Peer Hvac Industry BrochureDocument10 pagesPeer Hvac Industry Brochuregrupa2904No ratings yet
- Hilti HvaDocument14 pagesHilti Hvaceca_89No ratings yet
- 01 OpticsDocument29 pages01 OpticsAkistNo ratings yet
- General Purpose Centrifugal Fan, Model USDocument32 pagesGeneral Purpose Centrifugal Fan, Model USlsaishankar100% (1)
- Manual TV Series Iom Topworx en 82532Document36 pagesManual TV Series Iom Topworx en 82532wilbervizaareNo ratings yet
- Pit QuarryDocument100 pagesPit Quarrybeto pagoadaNo ratings yet
- Esposito 1999Document6 pagesEsposito 1999Hồ Thanh TùngNo ratings yet
- Rumeca IdlerDocument20 pagesRumeca IdlerTriết Lãm NgôNo ratings yet
- Pure 50Document9 pagesPure 50Carlos LagosNo ratings yet
- Brands You Trust.: CENTER LINE® - Resilient Seated Butterfly Valves Now All Ductile Iron Body Standard On Series 200Document8 pagesBrands You Trust.: CENTER LINE® - Resilient Seated Butterfly Valves Now All Ductile Iron Body Standard On Series 200Yamil Diaz SantosNo ratings yet
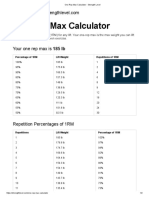
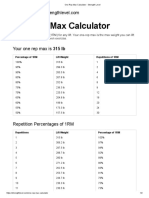
- Miitay Press One Rep Max Calculator - Strength LevelDocument2 pagesMiitay Press One Rep Max Calculator - Strength Leveltim winkelmanNo ratings yet
- Operators Manual Tw65-2 #8051399 Rev 02-2019Document131 pagesOperators Manual Tw65-2 #8051399 Rev 02-2019tim winkelman100% (1)
- Operating Manual Contilube Ii Automatic Lubrication UnitDocument24 pagesOperating Manual Contilube Ii Automatic Lubrication Unittim winkelman100% (1)
- EkjfwekheDocument60 pagesEkjfwekhetim winkelmanNo ratings yet
- Powerclean One Rep Max Calculator - Strength LevelDocument2 pagesPowerclean One Rep Max Calculator - Strength Leveltim winkelmanNo ratings yet
- Bench Press One Rep Max Calculator - Strength LevelDocument2 pagesBench Press One Rep Max Calculator - Strength Leveltim winkelmanNo ratings yet
- Deadlift One Rep Max Calculator - Strength LevelDocument2 pagesDeadlift One Rep Max Calculator - Strength Leveltim winkelmanNo ratings yet
- Landing Gear HandoutDocument4 pagesLanding Gear Handouttim winkelmanNo ratings yet
- v8 ToolsDocument14 pagesv8 Toolstim winkelmanNo ratings yet
- 134a Truck Ac RepairDocument39 pages134a Truck Ac Repairtim winkelmanNo ratings yet
- ReadmeDocument7 pagesReadmeRobert SirbuNo ratings yet
- h353PASS03 FillableDocument2 pagesh353PASS03 Fillabletim winkelmanNo ratings yet
- 06 02 H340 PDFDocument2 pages06 02 H340 PDFtim winkelmanNo ratings yet
- 06 05 H367Document2 pages06 05 H367tim winkelmanNo ratings yet
- Identify Causes of Temperature Control Problems in The A/C System DetermineDocument2 pagesIdentify Causes of Temperature Control Problems in The A/C System Determinetim winkelmanNo ratings yet
- AP14 LERU Roadmap For Research Data FinalDocument36 pagesAP14 LERU Roadmap For Research Data Finaltim winkelmanNo ratings yet
- SM PV776TSP158779 LoresDocument120 pagesSM PV776TSP158779 LoresEsam PhlipeNo ratings yet
- Natf 84Document3 pagesNatf 84tim winkelmanNo ratings yet
- Trailer Frame Types HandoutDocument6 pagesTrailer Frame Types Handouttim winkelmanNo ratings yet
- HDR 1994 en Complete NostatsDocument136 pagesHDR 1994 en Complete Nostatstim winkelmanNo ratings yet
- Jar - 16-20296a - Grizzly Steppe-2016-1229 PDFDocument13 pagesJar - 16-20296a - Grizzly Steppe-2016-1229 PDFtim winkelmanNo ratings yet
- SF 3Document1,270 pagesSF 3tim winkelmanNo ratings yet
- HDE-264 User and Tech Manual - RD000461 - Rev ADocument38 pagesHDE-264 User and Tech Manual - RD000461 - Rev Atim winkelmanNo ratings yet
- Bulk Upload GuideDocument25 pagesBulk Upload Guidetim winkelmanNo ratings yet
- Natf 84Document3 pagesNatf 84tim winkelmanNo ratings yet
- Specifications for Electronic Filing of Forms 1097, 1098, 1099, 3921, 3922, 5498, and W-2GDocument149 pagesSpecifications for Electronic Filing of Forms 1097, 1098, 1099, 3921, 3922, 5498, and W-2Gtim winkelmanNo ratings yet
- DNB Paper - IDocument7 pagesDNB Paper - Isushil chaudhari100% (7)
- Entrepreneurship Project On Jam, Jelly & PicklesDocument24 pagesEntrepreneurship Project On Jam, Jelly & Picklesashish karshinkarNo ratings yet
- B. Pharmacy 2nd Year Subjects Syllabus PDF B Pharm Second Year 3 4 Semester PDF DOWNLOADDocument25 pagesB. Pharmacy 2nd Year Subjects Syllabus PDF B Pharm Second Year 3 4 Semester PDF DOWNLOADarshad alamNo ratings yet
- Is.4162.1.1985 Graduated PipettesDocument23 pagesIs.4162.1.1985 Graduated PipettesBala MuruNo ratings yet
- STS Chapter 1 ReviewerDocument4 pagesSTS Chapter 1 ReviewerEunice AdagioNo ratings yet
- Canon imageFORMULA DR-X10CDocument208 pagesCanon imageFORMULA DR-X10CYury KobzarNo ratings yet
- Rotary Twin Scew Brochure UK HRDocument20 pagesRotary Twin Scew Brochure UK HRNguyễn Hữu DũngNo ratings yet
- A Compilation of Thread Size InformationDocument9 pagesA Compilation of Thread Size Informationdim059100% (2)
- Feline DermatologyDocument55 pagesFeline DermatologySilviuNo ratings yet
- 7890 Parts-Guide APDocument4 pages7890 Parts-Guide APZia HaqNo ratings yet
- Clean Milk ProductionDocument19 pagesClean Milk ProductionMohammad Ashraf Paul100% (3)
- Project Binder 2Document23 pagesProject Binder 2Singh DhirendraNo ratings yet
- Background of The Study Statement of ObjectivesDocument4 pagesBackground of The Study Statement of ObjectivesEudelyn MelchorNo ratings yet
- Essentials For Professionals: Road Surveys Using SmartphonesDocument25 pagesEssentials For Professionals: Road Surveys Using SmartphonesDoly ManurungNo ratings yet
- Proceedings of The 16 TH WLCDocument640 pagesProceedings of The 16 TH WLCSabrinaNo ratings yet
- Library Dissertation in Community DentistryDocument9 pagesLibrary Dissertation in Community DentistryPayForPaperCanada100% (1)
- Sto - Cristo Proper Integrated School 1 Grading Grade 9 Science Table of SpecializationDocument2 pagesSto - Cristo Proper Integrated School 1 Grading Grade 9 Science Table of Specializationinah jessica valerianoNo ratings yet
- 2018-04-12 List Mold TVSDocument5 pages2018-04-12 List Mold TVSFerlyn ValentineNo ratings yet
- The Art of Now: Six Steps To Living in The MomentDocument5 pagesThe Art of Now: Six Steps To Living in The MomentGiovanni AlloccaNo ratings yet
- g4 - Stress Analysis of Operating Gas Pipeline Installed by HorizontalDocument144 pagesg4 - Stress Analysis of Operating Gas Pipeline Installed by HorizontalDevin DickenNo ratings yet
- Progibb LV Plus PGR - Low Voc FormulationDocument2 pagesProgibb LV Plus PGR - Low Voc FormulationDodik Novie PurwantoNo ratings yet
- Life of A Landfill PumpDocument50 pagesLife of A Landfill PumpumidNo ratings yet
- Certificate Testing ResultsDocument1 pageCertificate Testing ResultsNisarg PandyaNo ratings yet
- Sri Radhakrishna SwamijiDocument43 pagesSri Radhakrishna SwamijiNarayana IyengarNo ratings yet
- Problem SolutionsDocument5 pagesProblem SolutionskkappaNo ratings yet
- Xii Neet Chemistry Mcqs PDFDocument30 pagesXii Neet Chemistry Mcqs PDFMarcus Rashford100% (3)
- Effect of Some Algal Filtrates and Chemical Inducers On Root-Rot Incidence of Faba BeanDocument7 pagesEffect of Some Algal Filtrates and Chemical Inducers On Root-Rot Incidence of Faba BeanJuniper PublishersNo ratings yet