You might also like
- Steel Wire, Pressure Vessel Winding: Standard Specification ForDocument3 pagesSteel Wire, Pressure Vessel Winding: Standard Specification ForDouglasNo ratings yet
- A230A230M-05 (2011) E1 Standard Specification For Steel Wire, Oil-Tempered Carbon Valve Spring QualityDocument4 pagesA230A230M-05 (2011) E1 Standard Specification For Steel Wire, Oil-Tempered Carbon Valve Spring Qualitytjt4779No ratings yet
- Steel Wire, Oil-Tempered Carbon Valve Spring Quality: Standard Specification ForDocument4 pagesSteel Wire, Oil-Tempered Carbon Valve Spring Quality: Standard Specification ForErick ERICKNo ratings yet
- Steel Wire, Oil-Tempered For Mechanical SpringsDocument1 pageSteel Wire, Oil-Tempered For Mechanical SpringsJunNo ratings yet
- Chromium-Vanadium Alloy Steel Spring Wire: Standard Specification ForDocument4 pagesChromium-Vanadium Alloy Steel Spring Wire: Standard Specification ForHoem ITNo ratings yet
- Chromium-Vanadium Alloy Steel Spring Wire: Standard Specification ForDocument4 pagesChromium-Vanadium Alloy Steel Spring Wire: Standard Specification ForErick ERICKNo ratings yet
- A 877 - A877mDocument4 pagesA 877 - A877mAon HemmatadNo ratings yet
- Astm 401 PDFDocument4 pagesAstm 401 PDFJOSEPH REFUERZONo ratings yet
- Astm 401Document4 pagesAstm 401JOSEPH REFUERZONo ratings yet
- A231A231M-10 Standard Specification For Chromium-Vanadium Alloy Steel Spring WireDocument4 pagesA231A231M-10 Standard Specification For Chromium-Vanadium Alloy Steel Spring Wiretjt4779No ratings yet
- A 232 - A 232M - 05 (2011) E1 PDFDocument4 pagesA 232 - A 232M - 05 (2011) E1 PDFأسامة وحيد الدين رمضانNo ratings yet
- Astm A 227 A227m 2006Document4 pagesAstm A 227 A227m 2006Aadhya engineering ServicesNo ratings yet
- A878A878M-05 (2011) Standard Specification For Steel Wire, Modified Chromium Vanadium Valve Spring QualityDocument4 pagesA878A878M-05 (2011) Standard Specification For Steel Wire, Modified Chromium Vanadium Valve Spring Qualitytjt4779No ratings yet
- Astm A877.a877mDocument5 pagesAstm A877.a877mOS Laboratory100% (1)
- Steel Wire, Modified Chromium Vanadium Valve Spring Quality: Standard Specification ForDocument4 pagesSteel Wire, Modified Chromium Vanadium Valve Spring Quality: Standard Specification ForDouglasNo ratings yet
- ASTM A502-03 (Reapproved 2015)Document4 pagesASTM A502-03 (Reapproved 2015)Gabriel Perez CruzNo ratings yet
- ASTM-A227 Spring SteelDocument4 pagesASTM-A227 Spring SteelLalo CastañedaNo ratings yet
- A227A227M-06 (2011) Standard Specification For Steel Wire, Cold-Drawn For Mechanical SpringsDocument4 pagesA227A227M-06 (2011) Standard Specification For Steel Wire, Cold-Drawn For Mechanical Springstjt4779No ratings yet
- A713-04 (2010) Standard Specification For Steel Wire, High-Carbon Spring, For Heat-Treated ComponentsDocument3 pagesA713-04 (2010) Standard Specification For Steel Wire, High-Carbon Spring, For Heat-Treated Componentstjt4779No ratings yet
- A401A401M-10 Standard Specification For Steel Wire, Chromium-Silicon AlloyDocument4 pagesA401A401M-10 Standard Specification For Steel Wire, Chromium-Silicon Alloytjt4779No ratings yet
- A 254 - A 254M - 12 PDFDocument4 pagesA 254 - A 254M - 12 PDFأسامة وحيد الدين رمضانNo ratings yet
- Astm A 322 - 07Document4 pagesAstm A 322 - 07Luis MendozaNo ratings yet
- A 581 - A581M - 95b R00 - QTU4MS9BNTGXTQDocument3 pagesA 581 - A581M - 95b R00 - QTU4MS9BNTGXTQDeepak JNo ratings yet
- A 232 - A 232m - 99 Qtizmi9bmjmytqDocument4 pagesA 232 - A 232m - 99 Qtizmi9bmjmytqRafael GarciaNo ratings yet
- Precipitation Hardening Iron Base Superalloy Bars, Forgings, and Forging Stock For High-Temperature ServiceDocument3 pagesPrecipitation Hardening Iron Base Superalloy Bars, Forgings, and Forging Stock For High-Temperature ServiceDarwin DarmawanNo ratings yet
- Seamless and Electric-Welded Low-Alloy Steel Tubes: Standard Specification ForDocument3 pagesSeamless and Electric-Welded Low-Alloy Steel Tubes: Standard Specification ForBobNo ratings yet
- Astm A82Document5 pagesAstm A82Darwin DarmawanNo ratings yet
- A254A254M-12 Standard Specification For Copper-Brazed Steel TubingDocument4 pagesA254A254M-12 Standard Specification For Copper-Brazed Steel TubingChuthaNo ratings yet
- Chromium-Vanadium Alloy Steel Spring Wire: Standard Specification ForDocument4 pagesChromium-Vanadium Alloy Steel Spring Wire: Standard Specification Foripkm123No ratings yet
- Zinc-Coated (Galvanized) Steel Core Wire For Aluminum Conductors, Steel Reinforced (ACSR)Document4 pagesZinc-Coated (Galvanized) Steel Core Wire For Aluminum Conductors, Steel Reinforced (ACSR)tor rapNo ratings yet
- Astm b498 b498m 98 Acsr用镀锌钢芯线 英文 AcsrDocument4 pagesAstm b498 b498m 98 Acsr用镀锌钢芯线 英文 AcsrnarinderNo ratings yet
- High Strength Steel Castings in Heavy Sections: Standard Specification ForDocument5 pagesHigh Strength Steel Castings in Heavy Sections: Standard Specification ForagustinNo ratings yet
- Steel Bars, Alloy, Standard GradesDocument4 pagesSteel Bars, Alloy, Standard GradesGian SennaNo ratings yet
- A322-13 Standard Specification For Steel Bars, Alloy, Standard GradesDocument4 pagesA322-13 Standard Specification For Steel Bars, Alloy, Standard GradesDiego Egoávil Méndez100% (1)
- Chromium-Vanadium Alloy Steel Valve Spring Quality Wire: Standard Specification ForDocument4 pagesChromium-Vanadium Alloy Steel Valve Spring Quality Wire: Standard Specification ForErick ERICKNo ratings yet
- Centrifugally Cast Austenitic Steel Pipe For High-Temperature ServiceDocument4 pagesCentrifugally Cast Austenitic Steel Pipe For High-Temperature ServiceNur Achmad BusairiNo ratings yet
- Steel Wire, Plain, For Concrete ReinforcementDocument4 pagesSteel Wire, Plain, For Concrete ReinforcementAcácio AlvesNo ratings yet
- A 228 - A 228M - 00 Qtiyoc0wma - PDFDocument4 pagesA 228 - A 228M - 00 Qtiyoc0wma - PDFRafael GarciaNo ratings yet
- A581A581M-95b (2014) Standard Specification For Free-Machining Stainless Steel Wire and Wire RodsDocument3 pagesA581A581M-95b (2014) Standard Specification For Free-Machining Stainless Steel Wire and Wire Rodstjt4779No ratings yet
- Astm A 502 - 03Document4 pagesAstm A 502 - 03Ahmad KhreisatNo ratings yet
- Astm A82 05Document5 pagesAstm A82 05Thiago Ribeiro da SilvaNo ratings yet
- Astm A351Document6 pagesAstm A351Rahul SinghNo ratings yet
- High-Strength Low-Alloy Structural Steel Plate With Low Carbon and Restricted Sulfur For Improved Weldability, Formability, and ToughnessDocument3 pagesHigh-Strength Low-Alloy Structural Steel Plate With Low Carbon and Restricted Sulfur For Improved Weldability, Formability, and ToughnessDiegoNo ratings yet
- A500m - 10Document5 pagesA500m - 10Caroline SosaNo ratings yet
- Astm A322 - 06Document4 pagesAstm A322 - 06Lucas Prezotto Puertas ErnandesNo ratings yet
- A183 PDFDocument4 pagesA183 PDFalifuat duygu100% (1)
- Cold-Formed Welded and Seamless Carbon Steel Structural Tubing in Rounds and ShapesDocument6 pagesCold-Formed Welded and Seamless Carbon Steel Structural Tubing in Rounds and ShapesMizha GomezNo ratings yet
- A648Document4 pagesA648Hanibale Nuril HakimNo ratings yet
- Wrought 18Chromium-14Nickel-2.5Molybdenum Stainless Steel Sheet and Strip For Surgical Implants (UNS S31673)Document4 pagesWrought 18Chromium-14Nickel-2.5Molybdenum Stainless Steel Sheet and Strip For Surgical Implants (UNS S31673)Angel ChangNo ratings yet
- Astm B 498Document5 pagesAstm B 498Nirmal WiresNo ratings yet
- A231A231Document4 pagesA231A231MohamedNo ratings yet
- Astm A395-1999 (2018)Document8 pagesAstm A395-1999 (2018)senthil selvarajNo ratings yet
- A705A705MDocument7 pagesA705A705MAnderson TadeuNo ratings yet
- ASTM A227 A227M - 06 Steel Spring WireDocument4 pagesASTM A227 A227M - 06 Steel Spring WireLesley EsparzaNo ratings yet
- Structural Steel Design to Eurocode 3 and AISC SpecificationsFrom EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsNo ratings yet
- Friction Stir Welding of High Strength 7XXX Aluminum AlloysFrom EverandFriction Stir Welding of High Strength 7XXX Aluminum AlloysNo ratings yet
- Astm d1418Document3 pagesAstm d1418Ali KeshavarzNo ratings yet
- 4130 Steel: AISI 4130 Aircraft Quality Steel Delivered When You Need ItDocument1 page4130 Steel: AISI 4130 Aircraft Quality Steel Delivered When You Need Ittjt4779No ratings yet
- AISI 4130: Category Type Steel GradeDocument2 pagesAISI 4130: Category Type Steel Gradetjt4779No ratings yet
- Number Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 9 - MegaWorkbookDocument1 pageNumber Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 9 - MegaWorkbooktjt4779No ratings yet
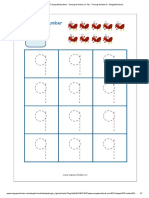
- Number Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 5 - MegaWorkbookDocument1 pageNumber Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 5 - MegaWorkbooktjt4779No ratings yet
- 5S General Evaluation SheetDocument1 page5S General Evaluation SheetMadhavaram SVNo ratings yet
- 5S Audit SheetDocument1 page5S Audit SheetNeumar NeumannNo ratings yet
- Number Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 8 - MegaWorkbookDocument1 pageNumber Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 8 - MegaWorkbooktjt4779No ratings yet
- 5S ChecklistDocument1 page5S ChecklistsriharikrishnNo ratings yet
- Number Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 7 - MegaWorkbookDocument1 pageNumber Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 7 - MegaWorkbooktjt4779No ratings yet
- Number Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 10Document1 pageNumber Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 10tjt4779No ratings yet
- Number Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 3 - MegaWorkbookDocument1 pageNumber Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 3 - MegaWorkbooktjt4779No ratings yet
- 7Document1 page7tjt4779No ratings yet
- Number Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 2 - MegaWorkbookDocument1 pageNumber Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 2 - MegaWorkbooktjt4779No ratings yet
- Number Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 4 - MegaWorkbookDocument1 pageNumber Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 4 - MegaWorkbooktjt4779No ratings yet
- O-Rings UK 005095 Vers1 - Dimensional ToleranceDocument24 pagesO-Rings UK 005095 Vers1 - Dimensional Tolerancetjt4779No ratings yet
- Number Tracing Worksheet - Tracing Number 6Document1 pageNumber Tracing Worksheet - Tracing Number 6tjt4779No ratings yet
- Number Tracing Worksheet 1-10 - Tracing Number 1Document1 pageNumber Tracing Worksheet 1-10 - Tracing Number 1tjt4779100% (1)
- 1Document1 page1tjt4779No ratings yet
- 8Document1 page8tjt4779No ratings yet
- 10Document1 page10tjt4779No ratings yet
- 9Document1 page9tjt4779No ratings yet
- 2Document1 page2tjt4779No ratings yet
- O-Rings UK 005095 Vers1 - Dimensional ToleranceDocument24 pagesO-Rings UK 005095 Vers1 - Dimensional Tolerancetjt4779No ratings yet
- 5Document1 page5tjt4779No ratings yet
- QSP - 09 - Management of Change Rev 0 PDFDocument4 pagesQSP - 09 - Management of Change Rev 0 PDFPhuong HuynhNo ratings yet
- 6Document1 page6tjt4779No ratings yet
- QSP - 08 - Risk Assessment, Management and Contingency Planning Rev 0 PDFDocument11 pagesQSP - 08 - Risk Assessment, Management and Contingency Planning Rev 0 PDFPhuong Huynh100% (2)
- RIS 02 - Risk Assessment Form Rev 0Document1 pageRIS 02 - Risk Assessment Form Rev 0tjt4779No ratings yet
- Control de CambiosDocument1 pageControl de CambiosDonna Gabriela MarcanoNo ratings yet
- Thesis Statement For AladdinDocument8 pagesThesis Statement For Aladdindianaturnerspringfield100% (2)
- The Sharing EconomyDocument2 pagesThe Sharing EconomyHiprasoNo ratings yet
- Apsa StyleDocument4 pagesApsa StyleLincoln DerNo ratings yet
- Scherrer Equation - WikipediaDocument7 pagesScherrer Equation - WikipediaSilviu-Laurentiu BadeaNo ratings yet
- Plant SimulationDocument3 pagesPlant SimulationGrant Schorsch KalilNo ratings yet
- ForestDocument27 pagesForestMelinda RafaelNo ratings yet
- Inami, Problem Other MindsDocument19 pagesInami, Problem Other MindsfortyrrNo ratings yet
- Playboy 2Document12 pagesPlayboy 2theraphimNo ratings yet
- An Integrative Approach To Enhancing Small-Scale Poultry Slaughterhouses by Addressing Regulations and Food Safety in Northern - ThailandDocument9 pagesAn Integrative Approach To Enhancing Small-Scale Poultry Slaughterhouses by Addressing Regulations and Food Safety in Northern - ThailandgustiNo ratings yet
- SAP Sample Questions ReviewDocument18 pagesSAP Sample Questions ReviewYasir Yamin SadiNo ratings yet
- Open Area Test SitesDocument15 pagesOpen Area Test SitesSravani KorapakaNo ratings yet
- G10 Q3 PPT3Document20 pagesG10 Q3 PPT3Ma. Shiela Mira NarceNo ratings yet
- Rekha RaniDocument2 pagesRekha RaniSANDEEP SinghNo ratings yet
- (Nijhoff International Philosophy Series) Stanislaw Lesniewski - S. J. Surma Et Al. (Eds.) - Collected Works. 1, 2-Springer (1991)Document408 pages(Nijhoff International Philosophy Series) Stanislaw Lesniewski - S. J. Surma Et Al. (Eds.) - Collected Works. 1, 2-Springer (1991)Aldana Fontana100% (4)
- Prospectus 2023-24Document11 pagesProspectus 2023-24Niranjan SahooNo ratings yet
- Listening Cd1Document7 pagesListening Cd1Iulian Teodor0% (1)
- SGC Roles and FunctionsDocument25 pagesSGC Roles and FunctionsDivine Grace SamortinNo ratings yet
- ITC I MID TERMDocument2 pagesITC I MID TERMYadvendra BediNo ratings yet
- One-Way ANOVADocument23 pagesOne-Way ANOVAAnn JoyNo ratings yet
- Chapter 2 - Design For TheatreDocument15 pagesChapter 2 - Design For TheatreShannaiah Jade BoracNo ratings yet
- 5GMM StatesDocument7 pages5GMM Statesfadil3m2422No ratings yet
- The Real Case For Aushwitz - Carlo Mattogno PDFDocument692 pagesThe Real Case For Aushwitz - Carlo Mattogno PDFJordan100% (3)
- F8 Chapter 01Document3 pagesF8 Chapter 01Tay Joo FangNo ratings yet
- Superstress User Manual: Issue 6.5C September 2006Document295 pagesSuperstress User Manual: Issue 6.5C September 2006Nonoy Justiniane-Giray JrNo ratings yet
- ETHICS AND VALUES EDUCATION: What is PHILOSOPHYDocument26 pagesETHICS AND VALUES EDUCATION: What is PHILOSOPHYdominic nicart0% (1)
- LocationDocument12 pagesLocationPavithra GowthamNo ratings yet
- A Detailed Lesson Plan in (Teaching Science)Document8 pagesA Detailed Lesson Plan in (Teaching Science)Evan Jane Jumamil67% (3)
- Millipore AcademicDocument93 pagesMillipore Academickron541No ratings yet
- EDICONChina2019 - (87) - Vye, David - Designing A Narrowband 28-GHz Bandpass Filter For 5G Applications PDFDocument41 pagesEDICONChina2019 - (87) - Vye, David - Designing A Narrowband 28-GHz Bandpass Filter For 5G Applications PDFkhyatichavdaNo ratings yet
- Earth - A Spiritual Trap & Practical Exercises To Ascend - GLP EDITIONDocument111 pagesEarth - A Spiritual Trap & Practical Exercises To Ascend - GLP EDITIONMaggador Edward Alexander100% (3)