You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Aluminium Extrusion Training Workshop GuideDocument68 pagesAluminium Extrusion Training Workshop GuideChitranjan Kumar100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Plastic Bearings IGUSDocument532 pagesPlastic Bearings IGUSGuillermo LMNo ratings yet
- Prepare for Your Trade Entrance ExamDocument37 pagesPrepare for Your Trade Entrance ExamWattsoft100% (2)
- Food Sector EthiopiaDocument32 pagesFood Sector EthiopiaDaniel Alemayehu100% (1)
- The Workshop Manual W26, Edition June 2000Document230 pagesThe Workshop Manual W26, Edition June 2000DiyaNegiNo ratings yet
- French - Grammar - Tense - Booklet and Y12 Summer Task PDFDocument13 pagesFrench - Grammar - Tense - Booklet and Y12 Summer Task PDFAnonymous LVibFVNo ratings yet
- Tutorial-Driven Precast Pile Estimation CostDocument3 pagesTutorial-Driven Precast Pile Estimation CostMuhd FiziNo ratings yet
- Proper Waste DisposalDocument17 pagesProper Waste DisposalCharlyn Flores100% (1)
- Overview of Cement Manufacturing 09.06.21Document39 pagesOverview of Cement Manufacturing 09.06.21Abhishek Michael ChandNo ratings yet
- Husky Group7Document2 pagesHusky Group7Shruti Mandal80% (5)
- True Centrifugal CastingDocument6 pagesTrue Centrifugal Castingmuhammadasrafazmi0% (1)
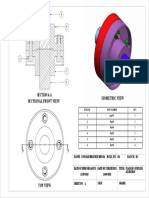
- Flange Coupling AssemblyDocument1 pageFlange Coupling AssemblyDiyaNegiNo ratings yet
- TD ImportantsDocument6 pagesTD ImportantsDiyaNegiNo ratings yet
- Flange Coupling AssemblyDocument1 pageFlange Coupling AssemblyDiyaNegiNo ratings yet
- New Ticket For SundayDocument2 pagesNew Ticket For SundayDiyaNegiNo ratings yet
- Photography Format For Imigration CanadaDocument1 pagePhotography Format For Imigration CanadaFlamur SallahuNo ratings yet
- Parts of PBLDocument1 pageParts of PBLDiyaNegiNo ratings yet
- Install Notes (Please Read)Document1 pageInstall Notes (Please Read)DiyaNegiNo ratings yet
- Install Notes (Please Read)Document1 pageInstall Notes (Please Read)DiyaNegiNo ratings yet
- Parts of Launch PadDocument1 pageParts of Launch PadDiyaNegiNo ratings yet
- 6.0L Engine Removal PDFDocument10 pages6.0L Engine Removal PDFDiyaNegi100% (1)
- PBL Drawing Launch PadDocument1 pagePBL Drawing Launch PadDiyaNegiNo ratings yet
- eTicketLucknow2Delhi PDFDocument2 pageseTicketLucknow2Delhi PDFDejau ZodenNo ratings yet
- Sample Doc File 100kbDocument13 pagesSample Doc File 100kbakshay mishraNo ratings yet
- New Rich Text DocumentDocument5 pagesNew Rich Text DocumentDiyaNegiNo ratings yet
- Mind Map: Coreldraw X5: Foundational Skills, Art Production & Special EffectsDocument53 pagesMind Map: Coreldraw X5: Foundational Skills, Art Production & Special EffectsDiyaNegiNo ratings yet
- Model Answer Winter 2014Document16 pagesModel Answer Winter 2014DiyaNegiNo ratings yet
- MSBTETE WINTER EXAMINATION MODEL ANSWERDocument17 pagesMSBTETE WINTER EXAMINATION MODEL ANSWERtomsonNo ratings yet
- MSBTETE Winter Exam Model Answers for Technical Subject 17529Document17 pagesMSBTETE Winter Exam Model Answers for Technical Subject 17529DiyaNegiNo ratings yet
- J EBillSub KK 0366Document1 pageJ EBillSub KK 0366dukarNo ratings yet
- Model Answer Winter 2015Document16 pagesModel Answer Winter 2015DiyaNegiNo ratings yet
- IELTS Advantage. Writing Skills PDFDocument129 pagesIELTS Advantage. Writing Skills PDFDiyaNegiNo ratings yet
- Microcontroller Development BoardsDocument2 pagesMicrocontroller Development BoardsDiyaNegiNo ratings yet
- CapstoneDocument41 pagesCapstoneDiyaNegiNo ratings yet
- Design of Input Gear-Shaft-ExamplerDocument11 pagesDesign of Input Gear-Shaft-ExamplerGuru PrasadNo ratings yet
- Assembly To DetailDocument1 pageAssembly To DetailDiyaNegiNo ratings yet
- Design of Belt Conveyors Part 1Document32 pagesDesign of Belt Conveyors Part 1anirban687No ratings yet
- BEDocument11 pagesBEPingky Ongkowidjojo50% (2)
- Spheerol LMMDocument2 pagesSpheerol LMMArnaldo BenitezNo ratings yet
- Powermill NCSIMUL Interface EN PDFDocument1 pagePowermill NCSIMUL Interface EN PDFnnn765No ratings yet
- MultiCam Corporate BrochureDocument32 pagesMultiCam Corporate BrochureDaniel AustinNo ratings yet
- 2 ProductivityDocument14 pages2 ProductivityMohd Nazri SalimNo ratings yet
- Astm C267Document6 pagesAstm C267Hà KhểnhNo ratings yet
- GSCM-23-The Role of Information Sharing in Global Supply Chain OperationsDocument13 pagesGSCM-23-The Role of Information Sharing in Global Supply Chain Operationsabdul rehmanNo ratings yet
- Dr. E.deming's Perception On QualityDocument3 pagesDr. E.deming's Perception On QualityAnsar Abdal KarimNo ratings yet
- NagpurDocument36 pagesNagpurKevin HenryNo ratings yet
- p5 p6 m3 Industrial Robots and Flexible Manufacturing Systems in Engineering2Document5 pagesp5 p6 m3 Industrial Robots and Flexible Manufacturing Systems in Engineering2hi_am_balajiNo ratings yet
- Successful Pin BrazingDocument2 pagesSuccessful Pin BrazingGlennSymingtonNo ratings yet
- Chapter 1Document94 pagesChapter 1rethinamkNo ratings yet
- Oil Coolers: Mobile Air CooledDocument5 pagesOil Coolers: Mobile Air CooledErdincNo ratings yet
- Erucic Acid PDFDocument3 pagesErucic Acid PDFVivek VikramNo ratings yet
- History of 5S Quality Assurance SystemDocument2 pagesHistory of 5S Quality Assurance SystembahatungauNo ratings yet
- Cera Grout Ep 42Document2 pagesCera Grout Ep 42MohamedSherinCpNo ratings yet
- Nitotile XsDocument2 pagesNitotile XsBalasubramanian AnanthNo ratings yet
- Install Plastic RefractoriesDocument7 pagesInstall Plastic Refractoriescoli15No ratings yet
- KHD Comflex PDFDocument4 pagesKHD Comflex PDFm_verma21No ratings yet
- Varuna's vision to provide total water solutions and contribute to societyDocument5 pagesVaruna's vision to provide total water solutions and contribute to societyVikrant KansaraNo ratings yet