You might also like
- PIA Training Module on Basic AerodynamicsDocument25 pagesPIA Training Module on Basic AerodynamicsAhsan Malik100% (1)
- Module 1.1 - B1B2 - Rev 00 (Full Permission)Document56 pagesModule 1.1 - B1B2 - Rev 00 (Full Permission)Ahsan MalikNo ratings yet
- Module 8.1 - B1B2 - Rev 00 (Full Permission)Document24 pagesModule 8.1 - B1B2 - Rev 00 (Full Permission)Ahsan MalikNo ratings yet
- Lec 2Document25 pagesLec 2Priyank SrivastavaNo ratings yet
- Lec 5Document22 pagesLec 5Utkarsh VermaNo ratings yet
- PTC Air Conditioning and Cabin PressurizationDocument66 pagesPTC Air Conditioning and Cabin PressurizationAhsan Malik0% (1)
- Download Free Easa Part 66 Book PDFDocument4 pagesDownload Free Easa Part 66 Book PDFAhsan Malik25% (4)
- DC 4Document61 pagesDC 4Ahsan MalikNo ratings yet
- Module 7 (Maintenance Practices) Sub Module 7.17 (Aircraft HDocument39 pagesModule 7 (Maintenance Practices) Sub Module 7.17 (Aircraft HAhsan MalikNo ratings yet
- Notes - Digital Communication Lecture-1Document63 pagesNotes - Digital Communication Lecture-1shakeebsadiqNo ratings yet
- Field and VectoresDocument27 pagesField and VectoresMyameSirameNo ratings yet
- Module 9 (Human Factors) Sub Module 9.9 (Hazards in The WorkDocument7 pagesModule 9 (Human Factors) Sub Module 9.9 (Hazards in The WorkAhsan MalikNo ratings yet
- Module 1.3 - B1B2 - Rev 00 (Full Permission)Document42 pagesModule 1.3 - B1B2 - Rev 00 (Full Permission)Ahsan MalikNo ratings yet
- DC 3 PDFDocument57 pagesDC 3 PDFAhsan MalikNo ratings yet
- Algebra Module - Key ConceptsDocument43 pagesAlgebra Module - Key ConceptsAhsan MalikNo ratings yet
- Module 7 (Maintenance Practices) Sub Module 7.1 (Safety PrecDocument42 pagesModule 7 (Maintenance Practices) Sub Module 7.1 (Safety PrecAhsan MalikNo ratings yet
- Module 1.1 - B1B2 - Rev 00 (Full Permission)Document56 pagesModule 1.1 - B1B2 - Rev 00 (Full Permission)Ahsan MalikNo ratings yet
- Module 7 (Maintenance Practices) Sub Module 7.18 (Aircraft DDocument67 pagesModule 7 (Maintenance Practices) Sub Module 7.18 (Aircraft DAhsan MalikNo ratings yet
- PTC A, B1.1 & B2 Basic Notes - Sub Module 8.4 (Flight StabilDocument25 pagesPTC A, B1.1 & B2 Basic Notes - Sub Module 8.4 (Flight StabilAhsan MalikNo ratings yet
- Bearing Maintenance TechniquesDocument15 pagesBearing Maintenance TechniquesAhsan MalikNo ratings yet
- Module 7 (Maintenance Practices) Sub Module 7.20 (Maintenanc PDFDocument22 pagesModule 7 (Maintenance Practices) Sub Module 7.20 (Maintenanc PDFAhsan Malik100% (1)
- Module 08-Basic AerodynamicDocument172 pagesModule 08-Basic AerodynamicAhmed Mifxal100% (1)
- Module 7 (Maintenance Practices) Sub Module 7.4 (Avionic GenDocument16 pagesModule 7 (Maintenance Practices) Sub Module 7.4 (Avionic GenAhsan MalikNo ratings yet
- Module 7 (Maintenance Practices) Sub Module 7.3 (Tools)Document99 pagesModule 7 (Maintenance Practices) Sub Module 7.3 (Tools)Ahsan Malik100% (2)
- Module 7 (Maintenance Practices) Sub Module 7.10 (Springs)Document6 pagesModule 7 (Maintenance Practices) Sub Module 7.10 (Springs)Aamir JavaidNo ratings yet
- Module 7 (Maintenance Practices) Sub Module 7.9 (Pipes and H PDFDocument16 pagesModule 7 (Maintenance Practices) Sub Module 7.9 (Pipes and H PDFAhsan MalikNo ratings yet
- Module 7 (Maintenance Practices) Sub Module 7.2 (Workshop PR PDFDocument34 pagesModule 7 (Maintenance Practices) Sub Module 7.2 (Workshop PR PDFAhsan MalikNo ratings yet
- Easa Module 07Document258 pagesEasa Module 07Avinda Sandamal50% (2)
- PTC A, B1.1 & B2 Basic Notes - Sub Module 8.1 (Physics of THDocument23 pagesPTC A, B1.1 & B2 Basic Notes - Sub Module 8.1 (Physics of THAhsan MalikNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- CARIBBEAN COMMUNITY COMMON EXTERNAL TARIFFDocument733 pagesCARIBBEAN COMMUNITY COMMON EXTERNAL TARIFFmanuelr07No ratings yet
- Controlling Hazards MethodsDocument4 pagesControlling Hazards MethodsJonasNo ratings yet
- ManualDocument202 pagesManualSri Sai100% (1)
- A Case Study On The Internationalisation of Urban OutfittersDocument21 pagesA Case Study On The Internationalisation of Urban OutfittersAislingOwensNo ratings yet
- L430-Lucian VI Dipsads Saturnalia Herodotus or Aetion Zeuxis or Antiochus Harmonides HesiodDocument524 pagesL430-Lucian VI Dipsads Saturnalia Herodotus or Aetion Zeuxis or Antiochus Harmonides HesiodFreedom Against Censorship Thailand (FACT)100% (1)
- Safety A Priority in Becoming An Outdoor Woman: "No Bull"Document8 pagesSafety A Priority in Becoming An Outdoor Woman: "No Bull"BS Central, Inc. "The Buzz"No ratings yet
- Sta - Ana v. Maliwat Digest G.R. No. L-23023 August 31, 1968Document7 pagesSta - Ana v. Maliwat Digest G.R. No. L-23023 August 31, 1968Emil BautistaNo ratings yet
- Bed Make-Up and Replenishments of LinensDocument6 pagesBed Make-Up and Replenishments of LinensAngelica CasullaNo ratings yet
- A Study On Buying Behaviour of Customers at Big BazaarDocument98 pagesA Study On Buying Behaviour of Customers at Big BazaarTunnu SunnyNo ratings yet
- Beach Bag 1Document9 pagesBeach Bag 1Oliangel NavasNo ratings yet
- BIKAPURDocument11 pagesBIKAPURTanya SinghNo ratings yet
- The Killers Notes BA Punjab UniversityDocument6 pagesThe Killers Notes BA Punjab UniversityRazi Hassan100% (1)
- CATHLEEN NI HOULIHAN - Final+ MusicDocument11 pagesCATHLEEN NI HOULIHAN - Final+ MusicBohdan HutaNo ratings yet
- Achaemenid Culture and Local Traditions in Anatolia, Southern Caucasus and Iran. 2007Document177 pagesAchaemenid Culture and Local Traditions in Anatolia, Southern Caucasus and Iran. 2007Denis Topal100% (4)
- WS20 and Todays Word Is FashionDocument2 pagesWS20 and Todays Word Is FashionaalvaresNo ratings yet
- Workbook answer key for career explorationDocument16 pagesWorkbook answer key for career explorationBen Aguilar AguilaNo ratings yet
- Fried and The BeholderDocument50 pagesFried and The BeholderjophippsNo ratings yet
- Mba Summer 2019Document2 pagesMba Summer 2019Deepak SolankiNo ratings yet
- Vibram Soles History 1937-2017Document4 pagesVibram Soles History 1937-2017Mayayo: Carrerasdemontana.comNo ratings yet
- The Spoon TheoryDocument2 pagesThe Spoon TheorySamantha HugsNo ratings yet
- Costa Rica Presentation: By: Sophia BuckleyDocument13 pagesCosta Rica Presentation: By: Sophia BuckleySxhilNo ratings yet
- #34 SHIRLEY F. TORRES v. IMELDA PEREZ, GR No. 188225, 2012-11-28Document3 pages#34 SHIRLEY F. TORRES v. IMELDA PEREZ, GR No. 188225, 2012-11-28Denise DianeNo ratings yet
- HistoryDocument47 pagesHistoryRAMON ENRIQUEZ HIGH SCHOOLNo ratings yet
- HS II Year Assignment - DBMSDocument2 pagesHS II Year Assignment - DBMStheblueartboxNo ratings yet
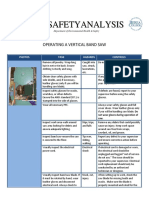
- Operating a Vertical Band Saw SafelyDocument3 pagesOperating a Vertical Band Saw SafelyDian Rahma Putra0% (1)
- Tower in The IceDocument12 pagesTower in The IceJamesRuth100% (3)
- Bondhur Mami PDFDocument8 pagesBondhur Mami PDFHrishikesh RayNo ratings yet
- Skeeter MonologueDocument1 pageSkeeter MonologueAlyshia100% (2)
- A Free Pattern by Courtney Kelley From Kelbourne WoolensDocument2 pagesA Free Pattern by Courtney Kelley From Kelbourne WoolensAnonymous eJwegq6No ratings yet
- Manual Book KeboDocument42 pagesManual Book KeboUlwan FianiNo ratings yet