You might also like
- RL 396 17 StateDocument7 pagesRL 396 17 StateCharles JacobNo ratings yet
- 00 ContentsDocument56 pages00 ContentsCharles JacobNo ratings yet
- !indx PipDocument18 pages!indx PipCharles JacobNo ratings yet
- Use of N2 Gas For Purging in GTAW of SSDocument4 pagesUse of N2 Gas For Purging in GTAW of SSrondulf goNo ratings yet
- Weldingguide ENGDocument518 pagesWeldingguide ENGBoris Kozjan0% (1)
- THE ALL-NEW XL666 BrochureDocument15 pagesTHE ALL-NEW XL666 BrochureCharles JacobNo ratings yet
- Hare-Clarke Controversy Over Invention of Improved Gas BlowpipeDocument6 pagesHare-Clarke Controversy Over Invention of Improved Gas BlowpipeCharles JacobNo ratings yet
- ED57 Big Blue 400 Pro EnglsihDocument8 pagesED57 Big Blue 400 Pro EnglsihCharles JacobNo ratings yet
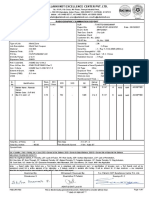
- Pallakki NDT Excellence Center Pvt. LTD.: Radiographic Examination ReportDocument1 pagePallakki NDT Excellence Center Pvt. LTD.: Radiographic Examination ReportCharles JacobNo ratings yet
- Henri Sainte-Claire DevilleDocument8 pagesHenri Sainte-Claire DevilleCharles JacobNo ratings yet
- About The Knowledge TestDocument4 pagesAbout The Knowledge TestCharles JacobNo ratings yet
- Lilawati or A Treatise On ArithmeticDocument233 pagesLilawati or A Treatise On Arithmeticsatish kumarNo ratings yet
- Question Paper and Answer Key: Mathematics (MA)Document25 pagesQuestion Paper and Answer Key: Mathematics (MA)Charles JacobNo ratings yet
- Team-BHP PDI Checklist PDFDocument3 pagesTeam-BHP PDI Checklist PDFCharles JacobNo ratings yet
- Pipe FitterDocument4 pagesPipe FitterVasanth SubbiahNo ratings yet
- 820 PDFDocument19 pages820 PDFCharles JacobNo ratings yet
- 2020 Price List: Certification ProgramsDocument2 pages2020 Price List: Certification ProgramsCharles JacobNo ratings yet
- Web Work PDFDocument39 pagesWeb Work PDFCharles JacobNo ratings yet
- Indian Railway Catering and Tourism Corportion Limited Retiring Room VOUCHER (IRCTCDocument2 pagesIndian Railway Catering and Tourism Corportion Limited Retiring Room VOUCHER (IRCTCCharles JacobNo ratings yet
- ASME B31.3 Interpretations No. 14: General Information BeenDocument10 pagesASME B31.3 Interpretations No. 14: General Information Beenchuck_sbNo ratings yet
- Quantitative AptitudeDocument2 pagesQuantitative AptitudeSivakumar MNo ratings yet
- Minimum Requirements For The Education, Examination and QualificationDocument34 pagesMinimum Requirements For The Education, Examination and QualificationАнтон ХруцкийNo ratings yet
- Metallurgical Engineering SyllabusDocument2 pagesMetallurgical Engineering Syllabusrahul44311gmailcomNo ratings yet
- ExhibitorList 2018Document68 pagesExhibitorList 2018Charles JacobNo ratings yet
- Indian Railway Catering and Tourism Corportion Limited Retiring Room VOUCHER (IRCTCDocument2 pagesIndian Railway Catering and Tourism Corportion Limited Retiring Room VOUCHER (IRCTCCharles JacobNo ratings yet
- Wit T 2008PVDocument6 pagesWit T 2008PVCharles JacobNo ratings yet
- Excon 2019 - Visitor RegistrationDocument2 pagesExcon 2019 - Visitor RegistrationCharles JacobNo ratings yet
- ISO Welder Qualification ExaminersDocument5 pagesISO Welder Qualification ExaminerskaelcorbettNo ratings yet
- Code of ConductDocument1 pageCode of Conductangeloflight179No ratings yet
- EnveloperyDocument11 pagesEnveloperyCharles JacobNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Tellurantimony in Romania: First Occurrences in EuropeDocument10 pagesTellurantimony in Romania: First Occurrences in EuropeTzontonelNo ratings yet
- Biomass Gasification AK RajvanshiDocument21 pagesBiomass Gasification AK RajvanshiBharat AggarwalNo ratings yet
- ABB Cabinet B HP Auxiliary-T ProtectionDocument91 pagesABB Cabinet B HP Auxiliary-T ProtectionJonasNo ratings yet
- Delhi Public School, Gandhinagar SYLLABUS - 2019-20 Class - IxDocument12 pagesDelhi Public School, Gandhinagar SYLLABUS - 2019-20 Class - IxAman MultaniNo ratings yet
- Primary Series Circuit Cables: Compliance With StandardsDocument4 pagesPrimary Series Circuit Cables: Compliance With StandardsMena Balan SerbuNo ratings yet
- Design of DomesDocument7 pagesDesign of DomesGandhi HammoudNo ratings yet
- Lie Derivative ExplanationDocument21 pagesLie Derivative ExplanationNacho Izquierdo PérezNo ratings yet
- Ieee STD c37.06.1 - Guide For High-Voltage Circuit BreakersDocument12 pagesIeee STD c37.06.1 - Guide For High-Voltage Circuit Breakerstatacps100% (2)
- As 1289.6.1.3-1998 Methods of Testing Soils For Engineering Purposes Soil Strength and Consolidation TestsDocument2 pagesAs 1289.6.1.3-1998 Methods of Testing Soils For Engineering Purposes Soil Strength and Consolidation TestsSAI Global - APACNo ratings yet
- Separation Techniques and Factors in Chemical ProcessesDocument20 pagesSeparation Techniques and Factors in Chemical ProcessesmynurulNo ratings yet
- Offshore SummaryDocument15 pagesOffshore SummaryanastasiosNo ratings yet
- ECBC Compliance MethodsDocument21 pagesECBC Compliance MethodsKakoli100% (2)
- Adjusting and Maintaining DC GeneratorsDocument10 pagesAdjusting and Maintaining DC GeneratorssandyNo ratings yet
- Welding ProcedureDocument8 pagesWelding ProcedurerohsingNo ratings yet
- Week 1 Assignments - CE 2110 - Summer 12Document17 pagesWeek 1 Assignments - CE 2110 - Summer 12James KwanNo ratings yet
- Increments in x and y coordinatesDocument11 pagesIncrements in x and y coordinatesJoy Christie LanciolaNo ratings yet
- 2 Chapter Experimental Techniques in Chemistry Short Questions With Answers PDFDocument11 pages2 Chapter Experimental Techniques in Chemistry Short Questions With Answers PDFAnonymous JAJWp33w2100% (2)
- Flight Safety Newsletter-Jan07 PDFDocument4 pagesFlight Safety Newsletter-Jan07 PDFTun Wai100% (1)
- MYKSavemixSP111 PDFDocument2 pagesMYKSavemixSP111 PDFRanaware NandkishorNo ratings yet
- Molino de Rodillos Buhler PDFDocument8 pagesMolino de Rodillos Buhler PDFniltonrendon8120No ratings yet
- Thermoplastics at Work: Comprehensive Review of Municipal PVC Pipe ProductsDocument6 pagesThermoplastics at Work: Comprehensive Review of Municipal PVC Pipe Productsvmi_dudeNo ratings yet
- Project Report Mech-VibDocument19 pagesProject Report Mech-VibbabugaruNo ratings yet
- Great Circle Sailing Notes PDFDocument88 pagesGreat Circle Sailing Notes PDFAsdNo ratings yet
- T6818DP04 PDFDocument5 pagesT6818DP04 PDFwaleed ayeshNo ratings yet
- Mathematics - 2Document5 pagesMathematics - 2Bharat & CompanyNo ratings yet
- Flocculation Dewatering ProcessDocument5 pagesFlocculation Dewatering ProcessRuth LimboNo ratings yet
- OK Guidelines For Instrumentation of Large DamsDocument198 pagesOK Guidelines For Instrumentation of Large DamsTharina Nursalika Adhyati0% (1)
- UT PCN NotesDocument113 pagesUT PCN NotesThiru Raja95% (19)
- Introduction To PlasmonicsDocument256 pagesIntroduction To Plasmonicsms853732No ratings yet
- Statics: Vector Mechanics For EngineersDocument39 pagesStatics: Vector Mechanics For EngineersVijay KumarNo ratings yet