You might also like
- Otala 1980 IcasspDocument2 pagesOtala 1980 Icasspgiordanobi859641No ratings yet
- Audibility of Transient Intermodulation Distortion in Audio SignalsDocument6 pagesAudibility of Transient Intermodulation Distortion in Audio Signalsgiordanobi859641No ratings yet
- The Theory of Transient Intermodulation Distortion: Too ItDocument7 pagesThe Theory of Transient Intermodulation Distortion: Too Itgiordanobi859641No ratings yet
- Michael Brecker - Common GroundDocument3 pagesMichael Brecker - Common Groundgiordanobi859641100% (1)
- Inverter Mitsubishi - Beginner CourseDocument73 pagesInverter Mitsubishi - Beginner Coursealbeerto100% (6)
- Distortion: Matti The Be in by of of ofDocument1 pageDistortion: Matti The Be in by of of ofgiordanobi859641No ratings yet
- TIM Square-Sine Inter Modulation MeasuringDocument8 pagesTIM Square-Sine Inter Modulation MeasuringGerardo Angel GentileNo ratings yet
- BlueBossa Gordon PDFDocument3 pagesBlueBossa Gordon PDFRoan JohnsonNo ratings yet
- An Audio Power Amplifier For Ultimate Quality Requirements: InvariantDocument7 pagesAn Audio Power Amplifier For Ultimate Quality Requirements: Invariantgiordanobi859641No ratings yet
- Transient Distortion in Transistorized Power Amplifiers: AudioDocument6 pagesTransient Distortion in Transistorized Power Amplifiers: Audiogiordanobi859641No ratings yet
- Infineon Igw40n65f5 Ds v02 01 enDocument15 pagesInfineon Igw40n65f5 Ds v02 01 engiordanobi859641No ratings yet
- EMC Filter Design With RB Common Mode ChokesDocument22 pagesEMC Filter Design With RB Common Mode Chokeskaem1189No ratings yet
- Herman Fernandez PE Book Exercise Index EnglishDocument33 pagesHerman Fernandez PE Book Exercise Index EnglishM. IslamNo ratings yet
- Tutorial IGBT Loss Calculation PDFDocument8 pagesTutorial IGBT Loss Calculation PDFgiordanobi859641No ratings yet
- Getting Started with Counterpoint and Understanding ReharmonizationDocument21 pagesGetting Started with Counterpoint and Understanding ReharmonizationChau Kin ChungNo ratings yet
- 001-91445 AN91445 Antenna Design and RF Layout GuidelinesDocument60 pages001-91445 AN91445 Antenna Design and RF Layout GuidelinesOussama VernalNo ratings yet
- Teach JazzDocument73 pagesTeach Jazz'Susanna Massetti100% (6)
- Tutorial IGBT Loss Calculation PDFDocument8 pagesTutorial IGBT Loss Calculation PDFgiordanobi859641No ratings yet
- MuseScore en PDFDocument240 pagesMuseScore en PDFMelissa WardNo ratings yet
- LTspiceGettingStartedGuide PDFDocument53 pagesLTspiceGettingStartedGuide PDFRichard ZerpaNo ratings yet
- 0083 LaunchPad PDFDocument176 pages0083 LaunchPad PDFEverton FreitasNo ratings yet
- Checklist For StudyDocument6 pagesChecklist For StudyLeonardo Pellegrim100% (1)
- First Steps With Embedded SystemsDocument228 pagesFirst Steps With Embedded SystemsAlex Granizo100% (1)
- Power DesignDocument6 pagesPower Designgiordanobi859641No ratings yet
- Altium VS Circuit Studio ComparisonDocument3 pagesAltium VS Circuit Studio Comparisongiordanobi859641No ratings yet
- Studio Sulle Campane TibetaneDocument21 pagesStudio Sulle Campane Tibetanegiordanobi859641No ratings yet
- Simulating Advanced 12nm CMOS TechnologiesDocument4 pagesSimulating Advanced 12nm CMOS Technologiesgiordanobi859641No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Bagh Bon BondukDocument105 pagesBagh Bon BondukAdnan RahmanNo ratings yet
- MCR 3U5 CPT Part 2Document4 pagesMCR 3U5 CPT Part 2Ronit RoyanNo ratings yet
- CUP IBChemistry c06 It Rates of ReactionsDocument33 pagesCUP IBChemistry c06 It Rates of ReactionsAdnan ChowdhuryNo ratings yet
- $binder 1Document156 pages$binder 1fchem11No ratings yet
- WinspireDocument44 pagesWinspireBhanu PrakashNo ratings yet
- 06 - 3D Embankment ConsolidationDocument28 pages06 - 3D Embankment ConsolidationRaynaldo JodistiroNo ratings yet
- Rife Energy Medicine Cures DiseasesDocument5 pagesRife Energy Medicine Cures DiseasesOna OnićNo ratings yet
- Energy-Momentum Tensor For The Electromagnetic Field in A Dispersive MediumDocument17 pagesEnergy-Momentum Tensor For The Electromagnetic Field in A Dispersive MediumSamrat RoyNo ratings yet
- Induction MotorDocument27 pagesInduction MotorNandhini SaranathanNo ratings yet
- Advanced Higher Maths Exam 2015Document8 pagesAdvanced Higher Maths Exam 2015StephenMcINo ratings yet
- ZL - 205Document2 pagesZL - 205Fraz AhmadNo ratings yet
- Grade 12 English Test Review: Key Terms, Grammar, Reading ComprehensionDocument5 pagesGrade 12 English Test Review: Key Terms, Grammar, Reading ComprehensionLinh HuongNo ratings yet
- Storage and Flow of Powder: Mass Flow Funnel FlowDocument9 pagesStorage and Flow of Powder: Mass Flow Funnel FlowDuc HuynhNo ratings yet
- Magnetism and Electromagnetism - Electrical Multiple Choice Questions and AnswersDocument10 pagesMagnetism and Electromagnetism - Electrical Multiple Choice Questions and AnswersNagesh GillNo ratings yet
- Volumes by Cylindrical ShellsDocument7 pagesVolumes by Cylindrical Shellseomer1968No ratings yet
- Semiconductor: 1 PropertiesDocument9 pagesSemiconductor: 1 PropertiesGilberto ManhattanNo ratings yet
- II PUC Mock Paper 2 MathematicsDocument4 pagesII PUC Mock Paper 2 MathematicsPandit Katti NarahariNo ratings yet
- Jan Corné Olivier - Linear Systems and Signals (2019)Document304 pagesJan Corné Olivier - Linear Systems and Signals (2019)fawNo ratings yet
- Heat Transfer Types and EquationsDocument10 pagesHeat Transfer Types and EquationsRAVEENA RAVINo ratings yet
- Fire Security NGOAFRDocument5 pagesFire Security NGOAFRseeker05No ratings yet
- Smart MaterialsDocument48 pagesSmart Materialsmjrobust05No ratings yet
- Introduction To Random MatricesDocument508 pagesIntroduction To Random Matricesjorelex100% (1)
- AERODYNAMIC NOISE Worksheet InstructionsDocument6 pagesAERODYNAMIC NOISE Worksheet InstructionsMuhammad Adil KhanNo ratings yet
- Linear Programming: Presented by - Meenakshi TripathiDocument13 pagesLinear Programming: Presented by - Meenakshi TripathiRajendra PansareNo ratings yet
- CBSE Physics Lab Manual Part 6Document19 pagesCBSE Physics Lab Manual Part 6ArasuArunNo ratings yet
- Astm 1784Document4 pagesAstm 1784arifin rizalNo ratings yet
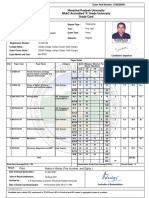
- Serial Number:1920110212668 Exam Roll Number Grade CardDocument2 pagesSerial Number:1920110212668 Exam Roll Number Grade Cardsimran vaidNo ratings yet
- Exponential Functions and Their Graphs PDFDocument2 pagesExponential Functions and Their Graphs PDFCarrieNo ratings yet
- 2-Gantry Girder Design For Total Dead Load of 175 TonsDocument11 pages2-Gantry Girder Design For Total Dead Load of 175 TonsHarnoor Singh AulakhNo ratings yet
- Finite Element Analysis of A Cracked Cantilever Beam: Research PaperDocument5 pagesFinite Element Analysis of A Cracked Cantilever Beam: Research PaperSanketNo ratings yet