You might also like
- Acid Gas Sweetening Simulation SetupDocument16 pagesAcid Gas Sweetening Simulation Setupome solNo ratings yet
- AspenHYSYSRefiningV7 2 OpsDocument478 pagesAspenHYSYSRefiningV7 2 Opsnguyennha1211100% (1)
- ASPEN Hysys Steam Table TutorialDocument6 pagesASPEN Hysys Steam Table TutorialdeltaoperativNo ratings yet
- UniSim Design Tutorial 2Document63 pagesUniSim Design Tutorial 2solo66No ratings yet
- Pressure Safety Valves: Selection, Sizing & Design in 40 CharactersDocument19 pagesPressure Safety Valves: Selection, Sizing & Design in 40 CharactersAbdulAbdulNo ratings yet
- Natural Gas Processing Principles and Technology Part-II - DR YoungerDocument448 pagesNatural Gas Processing Principles and Technology Part-II - DR YoungerBakhtiyar Suleimenov100% (2)
- Enhanced NGL Recovery ProcessDocument5 pagesEnhanced NGL Recovery ProcessEdgar HuancaNo ratings yet
- Rules of Dynamic SimulationDocument1 pageRules of Dynamic SimulationImtihan KomahateeNo ratings yet
- PRO-II Thermodynamic Model SelectionDocument79 pagesPRO-II Thermodynamic Model Selectionchemsac2100% (1)
- Refrigeration & Liquefaction: J. G. Weisend IIDocument36 pagesRefrigeration & Liquefaction: J. G. Weisend IIsyafiqNo ratings yet
- 08 - Column Pressure ReliefDocument10 pages08 - Column Pressure ReliefjeedanNo ratings yet
- Water Dewpoint Calculation of Natural GasDocument5 pagesWater Dewpoint Calculation of Natural GasSrinivas BobbyNo ratings yet
- Gas Treating Technologies and ServicesDocument16 pagesGas Treating Technologies and Services13201940No ratings yet
- Air Cooler Design With Aspen EDR PDFDocument26 pagesAir Cooler Design With Aspen EDR PDFNicandroGonzales0% (1)
- Engineering 0016 General Process Design RequirementsDocument51 pagesEngineering 0016 General Process Design Requirementsmarin cristianNo ratings yet
- Size Depressurization and Relief Devices For Pressurized Segments Exposed To FireDocument8 pagesSize Depressurization and Relief Devices For Pressurized Segments Exposed To Fireromdhan88No ratings yet
- Reboiler Case StudyDocument6 pagesReboiler Case StudyamlhrdsNo ratings yet
- Conceptual Process Design Suite: TutorialsDocument111 pagesConceptual Process Design Suite: TutorialsDoccon PT SynergyNo ratings yet
- Flaresim Getting StartedDocument116 pagesFlaresim Getting Startedfiqry DarwansyahNo ratings yet
- Interview Questions For Chemical EngineeringDocument6 pagesInterview Questions For Chemical EngineeringNikunj PatelNo ratings yet
- Dynamic simulation of natural gas sweetening processDocument6 pagesDynamic simulation of natural gas sweetening processRebwar Nori JanNo ratings yet
- JEWEL T Hydrocarbon Dew Point ControlDocument2 pagesJEWEL T Hydrocarbon Dew Point ControljojeecaresNo ratings yet
- Gas Sweetening-Part 1: Comparison of Amines - Campbell Tip of The MonthDocument8 pagesGas Sweetening-Part 1: Comparison of Amines - Campbell Tip of The MonthAmit YadavNo ratings yet
- Risk Assessment of A Post-Combustion and Amine-Based CO2 Capture Ready ProcessDocument7 pagesRisk Assessment of A Post-Combustion and Amine-Based CO2 Capture Ready Processscm996No ratings yet
- Aspen Plus Lesson 1 PDFDocument12 pagesAspen Plus Lesson 1 PDFsamandondonNo ratings yet
- 08a PDFDocument36 pages08a PDFProcess EngineerNo ratings yet
- Jump Start - Multiple Valve Analysis in Aspen HYSYS and Aspen Plus - TempDocument16 pagesJump Start - Multiple Valve Analysis in Aspen HYSYS and Aspen Plus - TempphantanthanhNo ratings yet
- Basics of Reforming, Shapes and Carbon WSVDocument28 pagesBasics of Reforming, Shapes and Carbon WSVMuhammad NaeemNo ratings yet
- Tray Distillation ColumnsDocument27 pagesTray Distillation ColumnsRajeshkumar Elango0% (1)
- Getting Started Modeling Petroleum Processes PDFDocument106 pagesGetting Started Modeling Petroleum Processes PDFMygroup 5544No ratings yet
- What Is The Static Pressure and The Total Pressure in Aspen Flarent?Document3 pagesWhat Is The Static Pressure and The Total Pressure in Aspen Flarent?snikraftar1406100% (1)
- Flare Systems-Conclusion Safety, Noise, and Emissions Elements Round Out FlaDocument10 pagesFlare Systems-Conclusion Safety, Noise, and Emissions Elements Round Out FlaJR RomanNo ratings yet
- Chemical Engineering 422 Simulation With Hysys: NotesDocument9 pagesChemical Engineering 422 Simulation With Hysys: NotesNoor Ul HaqNo ratings yet
- Unisim Tutorial - Methanol ProductionDocument77 pagesUnisim Tutorial - Methanol ProductionR-wah LarounetteNo ratings yet
- 1.3.9 Rating Heat ExchangerDocument18 pages1.3.9 Rating Heat ExchangerMelva NainggolanNo ratings yet
- De Ethanizer ColumnDocument24 pagesDe Ethanizer Columnrohit agrawalNo ratings yet
- UniSim design tutorial for methanol processDocument92 pagesUniSim design tutorial for methanol processsolo660% (1)
- DespresurizaciónDocument3 pagesDespresurizaciónmatrix69No ratings yet
- Article PSV Specific HeatDocument6 pagesArticle PSV Specific Heatprq123No ratings yet
- Case Histories of Amine Plant Equipment Corrosion Problems - Part 2Document4 pagesCase Histories of Amine Plant Equipment Corrosion Problems - Part 2jdgh1986No ratings yet
- Adv 8 1Document10 pagesAdv 8 1Micu Ionut BogdanNo ratings yet
- Controlled and Non-Controlled Type DepressuringDocument12 pagesControlled and Non-Controlled Type Depressuringgrimdorlf100% (1)
- Fluid Package EOSDocument12 pagesFluid Package EOSdani2611No ratings yet
- DynamicModel7 3 PDFDocument224 pagesDynamicModel7 3 PDFArcangelo Di TanoNo ratings yet
- Hot Oil System Control PhilosophyDocument3 pagesHot Oil System Control PhilosophyRiyadh SalehNo ratings yet
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationFrom EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNo ratings yet
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsFrom EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahNo ratings yet
- Natural Gas Processing from Midstream to DownstreamFrom EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirNo ratings yet
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Energy and Process Optimization for the Process IndustriesFrom EverandEnergy and Process Optimization for the Process IndustriesNo ratings yet
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7From EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No ratings yet
- Vapor-Liquid Equilibria Using Unifac: A Group-Contribution MethodFrom EverandVapor-Liquid Equilibria Using Unifac: A Group-Contribution MethodNo ratings yet
- Simple Dew Point Control HYSYS v10 - Rev2.2 PDFDocument41 pagesSimple Dew Point Control HYSYS v10 - Rev2.2 PDFlaura jaimesNo ratings yet
- Simple Dew Point Control in HYSYSDocument35 pagesSimple Dew Point Control in HYSYSdigeca100% (1)
- C 03 RefrigeratedGasPlantDocument20 pagesC 03 RefrigeratedGasPlantShariq KhanNo ratings yet
- Process Modelling and System Dynamic Project 1 Gas Processing SimulationDocument14 pagesProcess Modelling and System Dynamic Project 1 Gas Processing SimulationHusaini ZaidanNo ratings yet
- Bombas Sea MetricsDocument6 pagesBombas Sea MetricsJesusNo ratings yet
- Selection of Centrifugal Pumping EquipmentDocument11 pagesSelection of Centrifugal Pumping Equipmentshahzad32552372No ratings yet
- STD Assay PDFDocument27 pagesSTD Assay PDFJesusNo ratings yet
- StrainersDocument12 pagesStrainersbakhtyar21No ratings yet
- William HazensDocument1 pageWilliam HazensJesusNo ratings yet
- Devoe - Thermodynamics and Chemistry 2e (2012) - Small Page SizeDocument533 pagesDevoe - Thermodynamics and Chemistry 2e (2012) - Small Page SizeJordy Lam50% (2)
- Sizing Shell and Tube Heat ExchangerDocument17 pagesSizing Shell and Tube Heat ExchangerCallum Biggs100% (3)
- AspenPIPESYSV7 3 TutorialDocument64 pagesAspenPIPESYSV7 3 Tutorialjimbob8888No ratings yet
- Gama Bombas de Calor Waterkotte 2012 EDocument8 pagesGama Bombas de Calor Waterkotte 2012 ELuis Campos GonzalezNo ratings yet
- Soal Nomor 18Document2 pagesSoal Nomor 18Mawaddah Nur TambakNo ratings yet
- City Multi DataBook Indoor Units MEES19K057Document64 pagesCity Multi DataBook Indoor Units MEES19K057Rafael GomesNo ratings yet
- Tekmar Thermostat 557 p9335 03Document2 pagesTekmar Thermostat 557 p9335 03api-221502147No ratings yet
- Automotive Air Conditioning ThesisDocument8 pagesAutomotive Air Conditioning Thesiscindyturnertorrance100% (2)
- Piping General Arrangement Cooling Tower Water System AreaDocument1 pagePiping General Arrangement Cooling Tower Water System AreaajmainNo ratings yet
- 160.67-PR1 - Advances in Steam Cooling ASHRAEDocument4 pages160.67-PR1 - Advances in Steam Cooling ASHRAEGustavo Oliveira SilvaNo ratings yet
- Completion in Airconditioning and Ventilation System: DBT 44°CDocument6 pagesCompletion in Airconditioning and Ventilation System: DBT 44°CJay Mark CayonteNo ratings yet
- Research Paper On Magnetic Refrigeration Sourabh SInghDocument9 pagesResearch Paper On Magnetic Refrigeration Sourabh SInghersourabh75% (4)
- Training COMMERCIAL REFRIGERATION Cold Controls PDFDocument4 pagesTraining COMMERCIAL REFRIGERATION Cold Controls PDFFranco TadayNo ratings yet
- Alhaji Massoud Juma - Thermo AssignmentDocument12 pagesAlhaji Massoud Juma - Thermo AssignmentAlhaj MassoudNo ratings yet
- 38P Condensing Units - 60Hz: 38P 18K-24K 38P 36K-60KDocument20 pages38P Condensing Units - 60Hz: 38P 18K-24K 38P 36K-60KYousefNo ratings yet
- Danfoss 2020 Refrigerantes Actuales y FuturoDocument24 pagesDanfoss 2020 Refrigerantes Actuales y FuturoArturo VelascoNo ratings yet
- 1.fcu Schedule (Basement-1 & 2)Document2 pages1.fcu Schedule (Basement-1 & 2)shahid asgharNo ratings yet
- Spesifikasi Teknis SiroDocument5 pagesSpesifikasi Teknis SiroIPIN Hi. PAYONo ratings yet
- Vapor Power Cycle Lecture 3Document14 pagesVapor Power Cycle Lecture 3Zain Ul AbideenNo ratings yet
- Chiller Plant Design GuideDocument24 pagesChiller Plant Design GuideNeal JohnsonNo ratings yet
- M Air-Cooled Chiller - Scroll TCIDocument20 pagesM Air-Cooled Chiller - Scroll TCIstetams.cervantesNo ratings yet
- 5.2 CLIVET Air Cooled Inv-Screw ChillerDocument17 pages5.2 CLIVET Air Cooled Inv-Screw Chillerremigius yudhiNo ratings yet
- Boiler Lit-Up PDFDocument2 pagesBoiler Lit-Up PDFHoncho Abhi Sinha100% (1)
- TE5 TE55 Expansion ValveDocument24 pagesTE5 TE55 Expansion ValveIvan KurniadiNo ratings yet
- Defrosting Industrial Refrigeration Evaporators Reindl Jekel August 2009Document13 pagesDefrosting Industrial Refrigeration Evaporators Reindl Jekel August 2009RASHEED YUSUFNo ratings yet
- 2020 Full Catalogue - HitachiDocument221 pages2020 Full Catalogue - HitachiIsmael Perez100% (1)
- Homework: Chapter 11 Refrigeration CyclesDocument1 pageHomework: Chapter 11 Refrigeration CyclesanikfaisalNo ratings yet
- Horizontal Type Chilled Water Fan Coil UnitDocument35 pagesHorizontal Type Chilled Water Fan Coil UnitTuấn NguyễnNo ratings yet
- SB Multiv S Arun038gss4!11!15Document2 pagesSB Multiv S Arun038gss4!11!15Anonymous 73gEYyEtLNo ratings yet
- Ceiling Mounted Duct Type FXMQ20-140PVE 50/60HzDocument65 pagesCeiling Mounted Duct Type FXMQ20-140PVE 50/60HzTi TiNo ratings yet
- York VRF Units ChinaDocument37 pagesYork VRF Units ChinaDANISH100% (2)
- TM Screw Compressor Fluid Archive EDocument581 pagesTM Screw Compressor Fluid Archive EOliver FrereNo ratings yet
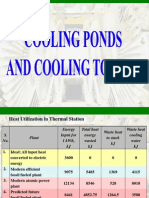
- Cooling Ponds and Cooling TowersDocument31 pagesCooling Ponds and Cooling Towersphanendra2No ratings yet