You might also like
- Avoid Brittle Fracture in Pressure VesselsDocument7 pagesAvoid Brittle Fracture in Pressure VesselsSajal KulshresthaNo ratings yet
- Tank Explosion For WaterDocument5 pagesTank Explosion For WaterRobert MontoyaNo ratings yet
- Requirements for Internal Floating Roof InstallationDocument4 pagesRequirements for Internal Floating Roof InstallationAdilmar E. Natãny100% (1)
- Piping Design 5 PDFDocument9 pagesPiping Design 5 PDFSandra MArrugo100% (1)
- Essential Practices for Managing Chemical Reactivity HazardsFrom EverandEssential Practices for Managing Chemical Reactivity HazardsNo ratings yet
- Design of LNG Plant Facilities.: N.Bandyopadhyay - Consulting EngineerDocument6 pagesDesign of LNG Plant Facilities.: N.Bandyopadhyay - Consulting EngineerHoàng KakaNo ratings yet
- Fire ProtectionDocument120 pagesFire ProtectionTarik BenzinebNo ratings yet
- External Floating Roof Tank - WikipediaDocument2 pagesExternal Floating Roof Tank - WikipediaalphadingNo ratings yet
- Tanks PresentationDocument29 pagesTanks Presentationkrish585100% (1)
- Flare NetDocument2 pagesFlare NetPetrol SollyNo ratings yet
- Various Considerations in Equipment Layout in The Equipment and Plot PlanDocument12 pagesVarious Considerations in Equipment Layout in The Equipment and Plot PlanThiruvengadam100% (1)
- Introduction To Storage Tanks & Api650Document12 pagesIntroduction To Storage Tanks & Api650Dhakshina KNo ratings yet
- Liquid Petroleum Gas (LPG) - Pressured Storage - Location, Design, Capacity and InstallationDocument14 pagesLiquid Petroleum Gas (LPG) - Pressured Storage - Location, Design, Capacity and InstallationtrungjindoNo ratings yet
- Chapter One General Introduction: 1.1 Background StudyDocument32 pagesChapter One General Introduction: 1.1 Background StudyBassey ItaNo ratings yet
- What's A Screw Pump? Understanding The Unique Characteristics and Operating Principles of 1, 2 and 3 Screw PumpsDocument4 pagesWhat's A Screw Pump? Understanding The Unique Characteristics and Operating Principles of 1, 2 and 3 Screw PumpsTapas ChaudhuriNo ratings yet
- Flare SimDocument25 pagesFlare Simkkannan732153100% (1)
- GBS and LNG Tank Design for Adriatic LNG TerminalDocument29 pagesGBS and LNG Tank Design for Adriatic LNG TerminalthawdarNo ratings yet
- API 2000 venting standard for atmospheric and low pressure storage tanksDocument8 pagesAPI 2000 venting standard for atmospheric and low pressure storage tanksArun SankarNo ratings yet
- EPA Alert on Catastrophic Failures of Storage TanksDocument6 pagesEPA Alert on Catastrophic Failures of Storage Tanksdga51No ratings yet
- Techno-Economic Assessment About Propylene OxideDocument5 pagesTechno-Economic Assessment About Propylene OxideIntratec SolutionsNo ratings yet
- Fired HeatersDocument24 pagesFired HeatersCynthia Magali Márquez Ramírez100% (1)
- Equipment Design BasisDocument4 pagesEquipment Design BasisAnjani GantiNo ratings yet
- Process Isolation Guidelines - Refining, Hydrocarbons, Oil, and Gas - CheresourcesDocument5 pagesProcess Isolation Guidelines - Refining, Hydrocarbons, Oil, and Gas - Cheresourcesjayrolling dollazNo ratings yet
- FlareDocument10 pagesFlareAgus SuriptoNo ratings yet
- LNG Tank RolloverDocument7 pagesLNG Tank RolloverrendraprasetiyoNo ratings yet
- HSSE Alert - BP Refinery Explosion Incident - March 23rdDocument4 pagesHSSE Alert - BP Refinery Explosion Incident - March 23rdOsedebamen Irabor100% (1)
- CTS-TANK Gert Van MeijerenDocument38 pagesCTS-TANK Gert Van MeijerenA87_navjNo ratings yet
- Double Deck Floating Roof Tanks MaintenanceDocument4 pagesDouble Deck Floating Roof Tanks MaintenanceNavya MishraNo ratings yet
- Articles From HP Magazine-November 2021 EditionDocument14 pagesArticles From HP Magazine-November 2021 Editionvijayabaskaran Palanisamy100% (1)
- Liquid Storage Tanks Chapter 7 PDFDocument104 pagesLiquid Storage Tanks Chapter 7 PDFFabio MiguelNo ratings yet
- High-Performance Trays Getting The Best Capacity and EfficiencyDocument6 pagesHigh-Performance Trays Getting The Best Capacity and Efficiencyapply19842371No ratings yet
- API-MPMS-Petroleum Measurement PDFDocument22 pagesAPI-MPMS-Petroleum Measurement PDFMS100% (1)
- EPC Execution of Borealis Ethane Tank Project TGE enDocument20 pagesEPC Execution of Borealis Ethane Tank Project TGE enLEENo ratings yet
- Storage Tank Design and TypesDocument28 pagesStorage Tank Design and TypesHariq HannNo ratings yet
- Aerial Bunch CableDocument2 pagesAerial Bunch CablePrashant Jha100% (1)
- Tankfarm Area DesignDocument10 pagesTankfarm Area DesignPrasanna kumar subudhi100% (1)
- Atmospheric TanksDocument10 pagesAtmospheric Tankssriman1234No ratings yet
- Vent Sizing Applications For Reactive SystemsDocument10 pagesVent Sizing Applications For Reactive SystemsAritraDalalNo ratings yet
- On The Design of Thermal BreathingDocument6 pagesOn The Design of Thermal BreathingLizbeth Fiallos AvilaNo ratings yet
- Design Atmospheric Storage Tanks to Prevent AccidentsDocument6 pagesDesign Atmospheric Storage Tanks to Prevent AccidentsRicardo Bec100% (1)
- Replace Gas-Assisted Glycol Pumps with Electric for Efficiency and EmissionsDocument11 pagesReplace Gas-Assisted Glycol Pumps with Electric for Efficiency and EmissionsAmji ShahNo ratings yet
- Emergency Vents For Storage TankDocument54 pagesEmergency Vents For Storage TankMubarik Ali100% (1)
- STORAGE TANKS FOR REFINERIESDocument10 pagesSTORAGE TANKS FOR REFINERIESSiddharth Sridhar100% (1)
- Storage Tank FiresDocument13 pagesStorage Tank Firesbalavengu100% (1)
- 2015 References Terminals EDocument59 pages2015 References Terminals EAllyson JohnsonNo ratings yet
- 7.2.24 - Breather ValvesDocument28 pages7.2.24 - Breather Valvessav33No ratings yet
- Emergency Vents For Storage Tank PDFDocument6 pagesEmergency Vents For Storage Tank PDFRomner CordovaNo ratings yet
- Data Sheet Bomba Centrifuga AguaDocument2 pagesData Sheet Bomba Centrifuga AguaJosueNo ratings yet
- Atmospheric Storage Tank Types and Design FeaturesDocument112 pagesAtmospheric Storage Tank Types and Design FeaturesS Balamuthu Manickam100% (1)
- GTL Process Design and Economic AnalysisDocument41 pagesGTL Process Design and Economic AnalysisthuythukopaiNo ratings yet
- Technical Aspect of Storage Tank LossDocument9 pagesTechnical Aspect of Storage Tank LossAnuj GuptaNo ratings yet
- ASTM E2775 11 Guided Waves PDFDocument11 pagesASTM E2775 11 Guided Waves PDFjeswinNo ratings yet
- Heating and Cooling Generation and Distribution Systems: Central Vs Decentralized SystemsDocument15 pagesHeating and Cooling Generation and Distribution Systems: Central Vs Decentralized SystemsRakesh RanjanNo ratings yet
- Tank ComponentsDocument4 pagesTank ComponentssafwanNo ratings yet
- Vapor Release Triggers California Blaze: IL Fire District Protects Local EconomyDocument40 pagesVapor Release Triggers California Blaze: IL Fire District Protects Local EconomyManish ChandaniNo ratings yet
- LNG Tank Design Analysis with LUSASDocument7 pagesLNG Tank Design Analysis with LUSASMelvin MagbanuaNo ratings yet
- 2015 Orooji Pardis Lessons Learned From Decommissioning of A Liqud Ammonia Storage TankDocument19 pages2015 Orooji Pardis Lessons Learned From Decommissioning of A Liqud Ammonia Storage TankAdnan AliNo ratings yet
- Design and Analysis of Above-Ground Full Containment LNG Storage TanksDocument6 pagesDesign and Analysis of Above-Ground Full Containment LNG Storage TanksrodrigoperezsimoneNo ratings yet
- Acetone MSDSDocument9 pagesAcetone MSDSCeline TheeNo ratings yet
- Presentation Michael HackingDocument29 pagesPresentation Michael HackingpoupoularyNo ratings yet
- Vess FireDocument21 pagesVess FirecsNo ratings yet
- Hot High Pressure SeparatorDocument2 pagesHot High Pressure SeparatorKhai NguyenNo ratings yet
- Proceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988From EverandProceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988R. G. ScurlockNo ratings yet
- Handbook of Thermal Conductivity, Volume 3: Organic Compounds C8 to C28From EverandHandbook of Thermal Conductivity, Volume 3: Organic Compounds C8 to C28No ratings yet
- Temas Importantes de Riesgo PDFDocument12 pagesTemas Importantes de Riesgo PDFIlze Lorena Priego AhumadaNo ratings yet
- Al Good Alternative To Steel For Fixed-Roof Tanks-Oil & Gas JournalDocument13 pagesAl Good Alternative To Steel For Fixed-Roof Tanks-Oil & Gas Journalkasimshaikh100% (1)
- Valve TypesDocument5 pagesValve TypesdarnamaNo ratings yet
- Al Good Alternative To Steel For Fixed-Roof Tanks-Oil & Gas JournalDocument13 pagesAl Good Alternative To Steel For Fixed-Roof Tanks-Oil & Gas Journalkasimshaikh100% (1)
- Hidden Considerations For Aluminum IFR DesignDocument5 pagesHidden Considerations For Aluminum IFR DesignAqeel BismaNo ratings yet
- Aluminum A Good Alternative To Steel For Fixed-Roof Tanks - Oil & Gas JournalDocument8 pagesAluminum A Good Alternative To Steel For Fixed-Roof Tanks - Oil & Gas JournalIlze Lorena Priego AhumadaNo ratings yet
- Measurement and Simulation of Grounding Resistance With Two and Four Mesh GridsDocument6 pagesMeasurement and Simulation of Grounding Resistance With Two and Four Mesh GridscphcricriNo ratings yet
- +5 Volt, Serial Input, Dual 12-Bit DAC AD8522Document8 pages+5 Volt, Serial Input, Dual 12-Bit DAC AD8522Zoran ConstantinescuNo ratings yet
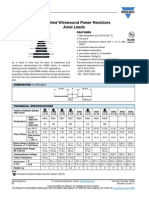
- Vishay Sfernice: FeaturesDocument4 pagesVishay Sfernice: FeaturesAnonymous onIfGeuU0No ratings yet
- Gutor TechnologyDocument2 pagesGutor TechnologyFELIXDEJNo ratings yet
- Ground Penetrating Radar - Shawna Jones, Meghan McGinn, Nicholas RiordanDocument19 pagesGround Penetrating Radar - Shawna Jones, Meghan McGinn, Nicholas RiordanRafael Manfrin MendesNo ratings yet
- Sb70491atosh9 PDFDocument1 pageSb70491atosh9 PDFCarlosNo ratings yet
- Instruction Manual GPX 4800-5000 (4901-0096-2) PDFDocument51 pagesInstruction Manual GPX 4800-5000 (4901-0096-2) PDFOmer AhmedNo ratings yet
- GE Lighting Systems X209 High Mast Fixture Series Spec Sheet 2-83Document4 pagesGE Lighting Systems X209 High Mast Fixture Series Spec Sheet 2-83Alan Masters100% (1)
- PQube 3 Instruction Manual - Revision 1.9Document103 pagesPQube 3 Instruction Manual - Revision 1.9John LadinoNo ratings yet
- Injector Wiring - SpeeduinoDocument3 pagesInjector Wiring - SpeeduinoCristián QuirozNo ratings yet
- Grounding System AnalysisDocument6 pagesGrounding System AnalysisEditor IJTSRDNo ratings yet
- Display codes and indications guideDocument11 pagesDisplay codes and indications guideBurhan Jamal KattanNo ratings yet
- DB842H35E-SY: Directed Dipole AntennaDocument2 pagesDB842H35E-SY: Directed Dipole AntennaИван ФиличевNo ratings yet
- Vacuum Circuit-Breaker: Instruction ManualDocument32 pagesVacuum Circuit-Breaker: Instruction ManualVinay GuptaNo ratings yet
- TOA Ev20rDocument24 pagesTOA Ev20rCheco PachecoNo ratings yet
- Pramac Product Catalogue Provides Details on Generators and Power EquipmentDocument56 pagesPramac Product Catalogue Provides Details on Generators and Power Equipmentxp234100% (1)
- High Quality 18W Audio Amplifier CircuitDocument3 pagesHigh Quality 18W Audio Amplifier CircuitBraian ChayleNo ratings yet
- Safety and Statutory Information: Ar300 Series RouterDocument20 pagesSafety and Statutory Information: Ar300 Series RouterDavide SestiNo ratings yet
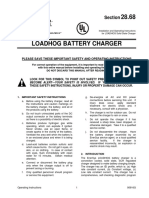
- 7.-Exide Model LH1 Load HogDocument10 pages7.-Exide Model LH1 Load HogLuis Alberto Rivas GarciaNo ratings yet
- Cadweld JointsDocument56 pagesCadweld Jointsgadgil_vikrantNo ratings yet
- CONSOLA MOTOR Stryker CROSSFIREDocument48 pagesCONSOLA MOTOR Stryker CROSSFIREJose M SNo ratings yet
- T Rec K.26 200804 I!!pdf eDocument8 pagesT Rec K.26 200804 I!!pdf ejmrs7322No ratings yet
- Speed Control of 2-Pole DC Motor Using PWM PROTEUS VSM 7.9 & AVR STUDIO (SOFTWARE)Document4 pagesSpeed Control of 2-Pole DC Motor Using PWM PROTEUS VSM 7.9 & AVR STUDIO (SOFTWARE)IJSTENo ratings yet
- Vibrating Wire Strain GaugeDocument2 pagesVibrating Wire Strain GaugejilofeNo ratings yet
- M18 Chiwf34 402C1 PDFDocument1 pageM18 Chiwf34 402C1 PDFxakerNo ratings yet
- SKEM 3742 Electro Hydraulic LabsheetDocument6 pagesSKEM 3742 Electro Hydraulic Labsheetcikgu_relaNo ratings yet