You might also like
- Visual Inspection of Tanks & Pressure VesselsDocument29 pagesVisual Inspection of Tanks & Pressure VesselsShahul Hameed Razik100% (5)
- Onshore Regeneration Gas Subcooler Internal Inspection ProcedureDocument16 pagesOnshore Regeneration Gas Subcooler Internal Inspection Procedurekptl6185No ratings yet
- Visual Inspection Report FormDocument8 pagesVisual Inspection Report FormfriyantoNo ratings yet
- Tank Inspection Report Template (28april2004)Document37 pagesTank Inspection Report Template (28april2004)Madjid OUCHENE100% (1)
- Pressure Relieving Device Inspection ProcedureDocument2 pagesPressure Relieving Device Inspection Procedurecamasa2011No ratings yet
- UT Procedure For Thickness Measurement Rev 07Document8 pagesUT Procedure For Thickness Measurement Rev 07Kuppan SrinivasanNo ratings yet
- Inspection of Unfired Pressure VesselsDocument35 pagesInspection of Unfired Pressure Vesselstbmari100% (7)
- Piping Inspection: TPI ServicesDocument3 pagesPiping Inspection: TPI ServicesAnkit KumarNo ratings yet
- Weld Fit-Up Inspection Employee TrainingDocument10 pagesWeld Fit-Up Inspection Employee Trainingcosmicbunny100% (22)
- Wtm-058 Ut Procedure Aws d1.5 (2010)Document9 pagesWtm-058 Ut Procedure Aws d1.5 (2010)Wisüttisäk Peäröön0% (1)
- Inspection Techniques for Boiler TubesDocument41 pagesInspection Techniques for Boiler Tubespstechnical_43312697100% (2)
- Surface Preparation & Painting Procedure: List of ContentDocument20 pagesSurface Preparation & Painting Procedure: List of Contentsherviny50% (4)
- 07 Sec VIII-D1-NDE (Rev 1) PDFDocument32 pages07 Sec VIII-D1-NDE (Rev 1) PDFnguyenvanphu197776% (17)
- API 510 External Inspection ChecklistDocument3 pagesAPI 510 External Inspection ChecklistMetallurgist007100% (3)
- Vacume Box Test ProcedureDocument5 pagesVacume Box Test ProcedureFarhan Sheikh100% (3)
- Report of Storage TankDocument44 pagesReport of Storage TankAMALENDU PAUL100% (1)
- Form Report Lrut (Repaired)Document7 pagesForm Report Lrut (Repaired)cozmoanandkNo ratings yet
- API653 - Guidelines - 653 Certification - ExamDocument11 pagesAPI653 - Guidelines - 653 Certification - ExamirfanlarikhotmailcomNo ratings yet
- Holiday Tester Voltage Setting CalculationDocument4 pagesHoliday Tester Voltage Setting Calculationjojeecares100% (1)
- Owner-User Pressure Equipment Integrity ManagementDocument43 pagesOwner-User Pressure Equipment Integrity ManagementInspection EngineerNo ratings yet
- Piping Exam SpecDocument176 pagesPiping Exam Speclaz_kNo ratings yet
- Visual Examination ProcedureDocument10 pagesVisual Examination Proceduresantanurini50% (2)
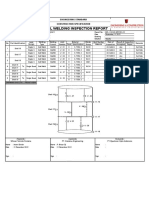
- Visual Welding Inspection ReportDocument17 pagesVisual Welding Inspection ReportAlif Rahmat Febrianto0% (1)
- Pressure Vessel Dimension InspectionDocument12 pagesPressure Vessel Dimension Inspectionalokbdas100% (3)
- Hardness Generic ProcedureDocument9 pagesHardness Generic ProcedureAbdullah AnsariNo ratings yet
- 4) WQT Certificate For (SPT-02) (4''x8.56)Document1 page4) WQT Certificate For (SPT-02) (4''x8.56)JithuJohnNo ratings yet
- Magnetic Flux Leakage MFL Inspection LimitationsDocument30 pagesMagnetic Flux Leakage MFL Inspection LimitationsWigand Junior100% (2)
- Weld Visual ExaminationDocument11 pagesWeld Visual ExaminationAnonymous hBBam1n100% (3)
- Welding Consumable Control Procedure 1Document9 pagesWelding Consumable Control Procedure 1eklavyak076757100% (4)
- ITP - PipingDocument7 pagesITP - PipingRiaz Rasool100% (2)
- Visual Inspection ProcedureDocument8 pagesVisual Inspection ProcedureTouil Houssem100% (2)
- Non-Destructive Testing Procedure SummaryDocument17 pagesNon-Destructive Testing Procedure SummaryFerdie WakeUp FromAdversity100% (2)
- Ultrasonic ProcedureDocument31 pagesUltrasonic ProcedureChristopher Jones100% (1)
- Occidental Oil and Gas pressure vessel inspectionDocument17 pagesOccidental Oil and Gas pressure vessel inspectionedwinsazzzNo ratings yet
- Inspection Personnel ExamDocument9 pagesInspection Personnel ExamRafael_YevgenyNo ratings yet
- Sample NTD Inspection ReportDocument127 pagesSample NTD Inspection ReportGeorge NicolaidesNo ratings yet
- Ultrasonic Testing Report For PipingDocument54 pagesUltrasonic Testing Report For Pipingeldobie3No ratings yet
- API 1169 training exam prepDocument4 pagesAPI 1169 training exam prepMadjid OUCHENE50% (2)
- Pressure Vessel Inspection Procedure Rev.2Document24 pagesPressure Vessel Inspection Procedure Rev.2Ariq Fauzan100% (7)
- NDT AppreciationDocument172 pagesNDT AppreciationSatheenaThiruvenkadam100% (1)
- AWS - Practical Reference Guide For Visual Inspection of Pressure Vessel and Pressure PipingDocument32 pagesAWS - Practical Reference Guide For Visual Inspection of Pressure Vessel and Pressure PipingAndres Gerena Cortes100% (1)
- Inspection of Unfired Pressure Vessel Std-128Document34 pagesInspection of Unfired Pressure Vessel Std-128dyke_engg100% (1)
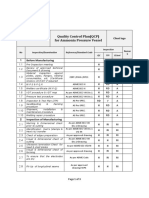
- Quality Control Plan (QCP) For Ammonia Pressure Vessel: Before ManufacturingDocument3 pagesQuality Control Plan (QCP) For Ammonia Pressure Vessel: Before ManufacturingFaisal Awad100% (1)
- Magnetic Particle Examination Procedure: International Inspection Services LTDDocument12 pagesMagnetic Particle Examination Procedure: International Inspection Services LTDsantanurini100% (1)
- Vessel Inspection PDFDocument18 pagesVessel Inspection PDFAhmed Imtiaz Rao100% (1)
- Visual Inspection ProcedureDocument3 pagesVisual Inspection ProcedureMohamed Tarek Hamam100% (1)
- Pt-001 Rev 0 Liquid Penetrant Testing ProcedureDocument7 pagesPt-001 Rev 0 Liquid Penetrant Testing ProcedureBen Buys100% (5)
- Hydrotesting of PipelineDocument14 pagesHydrotesting of PipelineJWC Sales & Services :100% (1)
- Mock Report PDFDocument22 pagesMock Report PDFArslan ZafarNo ratings yet
- Tsks-001844-00-Csa-Pl-0000-F07-00 - Concrete Structures and Foundations Itp Rev.0 - 10-08-2021Document4 pagesTsks-001844-00-Csa-Pl-0000-F07-00 - Concrete Structures and Foundations Itp Rev.0 - 10-08-2021tiote moussaNo ratings yet
- 2 - 26071-V1F-C-062-03-00251 - 004 - Transportation Saddle Detail Drawing For ...Document1 page2 - 26071-V1F-C-062-03-00251 - 004 - Transportation Saddle Detail Drawing For ...AlvinBurhaniNo ratings yet
- Inspection Test Plan: 1 QA/QC Document Submission & ApprovalDocument1 pageInspection Test Plan: 1 QA/QC Document Submission & Approvalmohd as shahiddin jafri100% (2)
- Material Inspection Request Submittal Log Sheet: DATA DATE Monday, May 27, 2019Document32 pagesMaterial Inspection Request Submittal Log Sheet: DATA DATE Monday, May 27, 2019burereyNo ratings yet
- ITP Transformer Testing and CommissioningDocument1 pageITP Transformer Testing and CommissioningguspriyNo ratings yet
- ITP FormatDocument11 pagesITP FormatAzuwan MohamadNo ratings yet
- ITP For Injection Work of Basement Walls: King Abdullah Financial District (KAFD) Cluster J1Document10 pagesITP For Injection Work of Basement Walls: King Abdullah Financial District (KAFD) Cluster J1amirskbkbkNo ratings yet
- Struture Design Jetty LontarDocument12 pagesStruture Design Jetty LontarSardimalAmir100% (2)
- Document No. 10 Liste Des Organismes de Controle de Tiers Decrit Selon QCP 34199P01 QCP 34199P01Document19 pagesDocument No. 10 Liste Des Organismes de Controle de Tiers Decrit Selon QCP 34199P01 QCP 34199P01Azee TitouNo ratings yet
- Ksccs Gen Exe AP 99 Pip RPT 0001 0Document173 pagesKsccs Gen Exe AP 99 Pip RPT 0001 0Ahmad AqilNo ratings yet
- 6.111 DigLab Lab2ReportDocument44 pages6.111 DigLab Lab2ReportAli AhmadNo ratings yet
- (Discrete Mathematics and Its Applications (Boca Raton. Print) ) Gerbner, Dániel - PatDocument352 pages(Discrete Mathematics and Its Applications (Boca Raton. Print) ) Gerbner, Dániel - PatOmar Perez Veloz100% (1)
- BIOL 4430 Syllabus Curr Bauzon S13v1Document5 pagesBIOL 4430 Syllabus Curr Bauzon S13v1Angela ReyesNo ratings yet
- LS-DYNA Manual Vol2Document18 pagesLS-DYNA Manual Vol2Mahmud Sharif SazidyNo ratings yet
- Why We Learn English Essay, English Composition Writing On Why We Learn English, Sample and Example EssaysDocument10 pagesWhy We Learn English Essay, English Composition Writing On Why We Learn English, Sample and Example EssaysGeena TingNo ratings yet
- Week 1 2 EstimationDocument71 pagesWeek 1 2 EstimationGerad TeoNo ratings yet
- Standard Equations of Motion For Submarine Simulation: Graul R. LhgenDocument42 pagesStandard Equations of Motion For Submarine Simulation: Graul R. LhgenVamsi GuptaNo ratings yet
- Cisco Network Services Orchestrator (NSO) Operations (NSO200) v2.0Document3 pagesCisco Network Services Orchestrator (NSO) Operations (NSO200) v2.0parthieeeNo ratings yet
- Board of Education Meeting Observation ReportDocument3 pagesBoard of Education Meeting Observation ReportBidita RahmanNo ratings yet
- THE AND: Fixed Stars Constellations AstrologyDocument258 pagesTHE AND: Fixed Stars Constellations AstrologyВукашин Б Васић100% (1)
- Microsoft PowerPoint 2010 TutorialDocument10 pagesMicrosoft PowerPoint 2010 Tutorialchronos65340% (1)
- For The Sidereal Zodiac - Kenneth BowserDocument3 pagesFor The Sidereal Zodiac - Kenneth BowserGuilherme Alves PereiraNo ratings yet
- Plagiarism: Giving Credit Where Credit Is DueDocument16 pagesPlagiarism: Giving Credit Where Credit Is DueAshish GuptaNo ratings yet
- 125 25 AnalysisDocument8 pages125 25 AnalysismahakNo ratings yet
- Circular Central Tech Fest For WebDocument2 pagesCircular Central Tech Fest For WebDax ShuklaNo ratings yet
- Legal Theory - Young Chapter 1: Displacing The Distributive Paradigm & Chapter 2: Five Faces of OppressionDocument5 pagesLegal Theory - Young Chapter 1: Displacing The Distributive Paradigm & Chapter 2: Five Faces of OppressionJlyne TrlsNo ratings yet
- Opera Rus MandrivaDocument118 pagesOpera Rus Mandrivaapi-3837985No ratings yet
- NCUK BrochureDocument8 pagesNCUK BrochureDulguun EnkhtaivanNo ratings yet
- Aral2019 Program PortraitDocument8 pagesAral2019 Program PortraitAldrich ONo ratings yet
- Absences Add Up:: How School Attendance Influences Student SuccessDocument16 pagesAbsences Add Up:: How School Attendance Influences Student SuccessMJSwayNo ratings yet
- Farinelli, Franco (1) - 2000. Friedrich Ratzel and The Nature of (Political) Geography. Political GeogDocument13 pagesFarinelli, Franco (1) - 2000. Friedrich Ratzel and The Nature of (Political) Geography. Political GeogDan CortesNo ratings yet
- Reverse EngineeringDocument16 pagesReverse Engineeringapi-376811856No ratings yet
- Costco Cover Letter ExamplesDocument6 pagesCostco Cover Letter Examplesxwxxoyvhf100% (1)
- Bevel Gear DRAWING PDFDocument1 pageBevel Gear DRAWING PDFADITYA MOTLANo ratings yet
- Mental Math Magic 6212 Practice Problems, Tips, and Hacks To Help You Calculate FasterDocument465 pagesMental Math Magic 6212 Practice Problems, Tips, and Hacks To Help You Calculate FasterKindman KindmanNo ratings yet
- Foucauldian Discourse AnalysisDocument6 pagesFoucauldian Discourse AnalysisJuan Carlos ValenciaNo ratings yet
- Ethics in Public Administration - Eng.Document6 pagesEthics in Public Administration - Eng.antcbeNo ratings yet
- Cost of FasdDocument12 pagesCost of FasdMary Harber-IlesNo ratings yet
- Math 221 AssignmentsDocument25 pagesMath 221 AssignmentsSiddhant SharmaNo ratings yet