You might also like
- La BibliaDocument1,663 pagesLa BibliaInspectores Calidad100% (4)
- Manual de Termofusión Tuberia HDPDocument92 pagesManual de Termofusión Tuberia HDPErick Yañez Portal83% (6)
- Memoria de Calculo - EstructurasDocument6 pagesMemoria de Calculo - EstructurasGeane Carlo Sanchez JaraNo ratings yet
- Manual Gruas MóvilesDocument49 pagesManual Gruas MóvilesCarlos Casas Osorio94% (17)
- Especificacion de PernosDocument4 pagesEspecificacion de PernosBenjamin Vasquez Cabrera100% (2)
- Planta de Concreto Eagle 2500Document2 pagesPlanta de Concreto Eagle 2500Percy Farfan Enciso100% (2)
- Material Mantenimiento Maquinas Minera Cerro VerdeDocument42 pagesMaterial Mantenimiento Maquinas Minera Cerro VerdeInspectores CalidadNo ratings yet
- Material Mantenimiento Maquinas Minera Cerro VerdeDocument42 pagesMaterial Mantenimiento Maquinas Minera Cerro VerdeInspectores CalidadNo ratings yet
- Curso Gestion Equipo Pesado TecsupDocument92 pagesCurso Gestion Equipo Pesado TecsupJoshua Dalton100% (2)
- Manual de Rendimiento 2000 CATERPILLARDocument1,095 pagesManual de Rendimiento 2000 CATERPILLARnonopimentel96% (25)
- Actividades en Casa Paw Patrol Compressed PDFDocument18 pagesActividades en Casa Paw Patrol Compressed PDFVeronica RojasNo ratings yet
- Aws D10.8-96 PDFDocument18 pagesAws D10.8-96 PDFhenry091289No ratings yet
- Fabricacion de Tanque CisternaDocument4 pagesFabricacion de Tanque CisternaElvis Mamani OsnayoNo ratings yet
- Microscopio de Luz Reflejada Partes Usos y ManejoDocument6 pagesMicroscopio de Luz Reflejada Partes Usos y ManejoRichard Común Perez100% (2)
- UTP 65 electrodo austenítico ferríticoDocument1 pageUTP 65 electrodo austenítico ferríticoEdwin HuescaNo ratings yet
- E1316 19 TraducidaDocument5 pagesE1316 19 TraducidaCarlos CañasNo ratings yet
- Acero AISI 4140Document10 pagesAcero AISI 4140Cesar GonzalezNo ratings yet
- SMAW Electrodo de recubrimiento básico CITODUR 350Document1 pageSMAW Electrodo de recubrimiento básico CITODUR 350Fernando Tapia SejasNo ratings yet
- Ficha Técnica Mobil SHC™ 630Document7 pagesFicha Técnica Mobil SHC™ 630Esteban ParedesNo ratings yet
- D375a-5 #06 Informe de Fisura en ChasisDocument10 pagesD375a-5 #06 Informe de Fisura en ChasisAnonymous tV1FhZqCNo ratings yet
- Ejercicios de SnellDocument16 pagesEjercicios de SnellAngelica Rivera100% (1)
- SIMBOLOGIAS MINERAS WWW - Mineriacapma.blogspotDocument32 pagesSIMBOLOGIAS MINERAS WWW - Mineriacapma.blogspotcesar_herrera_a80% (5)
- Catalogo Lobster Completo PDFDocument72 pagesCatalogo Lobster Completo PDFElsa Mercedes Angulo AvilaNo ratings yet
- Curso Tipos Clasificacion Tractores Cadena Caterpillar PDFDocument52 pagesCurso Tipos Clasificacion Tractores Cadena Caterpillar PDFAndresCorreaNo ratings yet
- Rayman 3Document18 pagesRayman 3jackNo ratings yet
- AceroinoxidableDocument6 pagesAceroinoxidablemarcelo antonio uculmana rosas100% (1)
- Procedimiento Repararacion - Fisura Tornamesa (GGD825 (Andina)Document8 pagesProcedimiento Repararacion - Fisura Tornamesa (GGD825 (Andina)Rodrigo CarizNo ratings yet
- Presentacion 04 DispersionDocument24 pagesPresentacion 04 DispersionAndres Jacob Sanchez JaraNo ratings yet
- Flextec 650Document36 pagesFlextec 650Alex GarciaNo ratings yet
- Tigfil 316lg5 PDFDocument1 pageTigfil 316lg5 PDFRenzo TuestasNo ratings yet
- Planchas Bimetalicas PRDDocument18 pagesPlanchas Bimetalicas PRDCharqNo ratings yet
- ANEXO 4-1 Especif - Téc.fab - MontDocument12 pagesANEXO 4-1 Especif - Téc.fab - MontAlex Dela CruzNo ratings yet
- Tabla de Resistencia de PernosDocument4 pagesTabla de Resistencia de PernosHUGONo ratings yet
- Ficha Técnica - Carbocast 31-FdDocument1 pageFicha Técnica - Carbocast 31-FdfomezaNo ratings yet
- Ficha Tecnica Exatub 81 Ni2Document1 pageFicha Tecnica Exatub 81 Ni2Ngro Quinapaxi GonzalezNo ratings yet
- MEMORIA de DISEÑO Carreta Diamante RecDocument20 pagesMEMORIA de DISEÑO Carreta Diamante RecElias Fausto Bustamante RodriguezNo ratings yet
- Procedimiento Izage - CPS - RevADocument42 pagesProcedimiento Izage - CPS - RevABelem A. MarinNo ratings yet
- Grupomavesa Marcas Pesados Hino Serie300 Dutro 816Document2 pagesGrupomavesa Marcas Pesados Hino Serie300 Dutro 816Ramiro Eduardo SuárezNo ratings yet
- Calidad y servicios en aceros especialesDocument32 pagesCalidad y servicios en aceros especialesAurelio Perez0% (1)
- Informe Tecnico Fabricacion de Cojinetes PDFDocument5 pagesInforme Tecnico Fabricacion de Cojinetes PDFIsabel Cabudiva Acuña100% (1)
- Normas Codigos y Especificaciones de SoldaduraDocument60 pagesNormas Codigos y Especificaciones de SoldaduraJose Puc Manzanilla100% (1)
- Acoples Hidraulicos Rapidos PDFDocument11 pagesAcoples Hidraulicos Rapidos PDFNéstor RaúlNo ratings yet
- Carta de Lubricacion Nissan NP300 FrontierDocument1 pageCarta de Lubricacion Nissan NP300 FrontierINFRAESTRUCTURA MTTONo ratings yet
- A - Ficha Tecnica Malla Electrosoldada - 2016 1 PDFDocument2 pagesA - Ficha Tecnica Malla Electrosoldada - 2016 1 PDFJohn NarvaezNo ratings yet
- Ficha Tecnica de Air Rock DrillDocument1 pageFicha Tecnica de Air Rock DrillP Leon JaramilloNo ratings yet
- Ficha Tecnica TK60 HRC Rev11691939Document3 pagesFicha Tecnica TK60 HRC Rev11691939RodrigoNo ratings yet
- Cilindros de acetileno y oxígeno para soldadura y oxicorteDocument2 pagesCilindros de acetileno y oxígeno para soldadura y oxicorteDeivy Andersson Jimenez FinoNo ratings yet
- Cómo Leer Los Códigos de Los NeumáticosDocument4 pagesCómo Leer Los Códigos de Los NeumáticosPoncho RmzNo ratings yet
- Catalogo Comercial Sullair 260Document2 pagesCatalogo Comercial Sullair 260Mauricio100% (1)
- Pauta Mantención XC740KDocument2 pagesPauta Mantención XC740KMatii Galdámez VerdejoNo ratings yet
- RX 250 Soldadora PDFDocument2 pagesRX 250 Soldadora PDFRefugio TorresNo ratings yet
- Manual de Servicio para Ventiladores de Servicio PesadoDocument81 pagesManual de Servicio para Ventiladores de Servicio PesadoSebastian LeivaNo ratings yet
- Analisis de Fractura de Un Muelle PDFDocument10 pagesAnalisis de Fractura de Un Muelle PDFJulio Callupe100% (1)
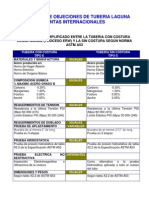
- Comparativo tubería ERW vs sin costura ASTM A53Document7 pagesComparativo tubería ERW vs sin costura ASTM A53valpe12No ratings yet
- Tubrod WSDocument1 pageTubrod WScamelod555No ratings yet
- Manual Toyota Land Cruiser Descripcion Nuevas CaracteristicasDocument2 pagesManual Toyota Land Cruiser Descripcion Nuevas CaracteristicasjoseNo ratings yet
- Ruedas para Rieles - Miguel AbadDocument13 pagesRuedas para Rieles - Miguel AbadbkstevensonNo ratings yet
- Catalogo SACK 2019Document72 pagesCatalogo SACK 2019cpezoarochaNo ratings yet
- Sustentacion de Aceros Aisi 410Document29 pagesSustentacion de Aceros Aisi 410Peter CabreraNo ratings yet
- 2.1 Sumaterm 3917Document4 pages2.1 Sumaterm 3917Mariela Tabata Calizaya ChipanaNo ratings yet
- Norm AsDocument15 pagesNorm AsmilenkooNo ratings yet
- Secador RotadiscosDocument1 pageSecador RotadiscosMavilNo ratings yet
- Pesos AngulosDocument41 pagesPesos AngulosDavid Rene MartinezNo ratings yet
- Cálculo del juego final de un rodamiento 22326CCKC2/W33Document2 pagesCálculo del juego final de un rodamiento 22326CCKC2/W33raot7surNo ratings yet
- NDT - Caso Piñón 2021Document3 pagesNDT - Caso Piñón 2021riquy82456100% (1)
- Jet Zinc Primer 910Document2 pagesJet Zinc Primer 910HDiazNo ratings yet
- Cálculo estructural de tecle de 1 tonDocument7 pagesCálculo estructural de tecle de 1 tongerman larsson garrido liñanNo ratings yet
- Marcas resistencia pernos aceroDocument5 pagesMarcas resistencia pernos aceroMarco BacianNo ratings yet
- Corte Hardox PDFDocument4 pagesCorte Hardox PDFPedro LeosNo ratings yet
- Corte de Placa AntidesgasteDocument4 pagesCorte de Placa Antidesgastecristobal_tl2277No ratings yet
- Aleación 17-4PH especificacionesDocument4 pagesAleación 17-4PH especificacionesGuillermo GutierrezNo ratings yet
- Aplicacion de Los Diferentes AcerosDocument17 pagesAplicacion de Los Diferentes AcerosRoger HernandezNo ratings yet
- Hacha BorradorDocument18 pagesHacha BorradorJosé Mollo ValdezNo ratings yet
- Norma Sanitarias PDFDocument50 pagesNorma Sanitarias PDFAlex PuicanNo ratings yet
- Tech Uddeholm Nimax ESR ESDocument8 pagesTech Uddeholm Nimax ESR ESiocephNo ratings yet
- Condiciones AlmacenamientoDocument11 pagesCondiciones Almacenamientotigrito1307No ratings yet
- Ensayos Destructivos de MaterialesDocument16 pagesEnsayos Destructivos de MaterialesInspectores CalidadNo ratings yet
- Resumen Ingenieriìa Fabricacioìn PDFDocument50 pagesResumen Ingenieriìa Fabricacioìn PDFRafael Briones FernándezNo ratings yet
- Abaco Nomograma Hansen WilliamsDocument10 pagesAbaco Nomograma Hansen WilliamsBrener Roca YauriNo ratings yet
- Polietileno 02Document10 pagesPolietileno 02Inspectores CalidadNo ratings yet
- Polietileno 05Document10 pagesPolietileno 05Inspectores CalidadNo ratings yet
- 6 PDFDocument10 pages6 PDFElias Jacobo Argomedo VillalobosNo ratings yet
- Polietileno 01Document9 pagesPolietileno 01Inspectores CalidadNo ratings yet
- Polietileno 10Document4 pagesPolietileno 10Inspectores CalidadNo ratings yet
- Polietileno 03Document10 pagesPolietileno 03Inspectores CalidadNo ratings yet
- Polietileno 04Document9 pagesPolietileno 04Inspectores CalidadNo ratings yet
- Manual de Producción de Frio Por Compresion A Gas NaturalDocument44 pagesManual de Producción de Frio Por Compresion A Gas NaturalYesely Pradel100% (1)
- Beneficiese de La Escuela Del Ministerio Teocratico PDFDocument293 pagesBeneficiese de La Escuela Del Ministerio Teocratico PDFJovi Griego100% (1)
- Deshidratacion de CrudoDocument37 pagesDeshidratacion de CrudoInoval RondonNo ratings yet
- Historia de EspañaDocument161 pagesHistoria de EspañaInspectores CalidadNo ratings yet
- Material Mineria Oil Gas ArgentinaDocument7 pagesMaterial Mineria Oil Gas ArgentinaInspectores CalidadNo ratings yet
- Cap 05Document36 pagesCap 05MarcosNo ratings yet
- Material Comparacion Cuchillas MotoniveladorasDocument20 pagesMaterial Comparacion Cuchillas MotoniveladorasInspectores CalidadNo ratings yet
- El papel del trabajo en la transformación del mono en hombreDocument93 pagesEl papel del trabajo en la transformación del mono en hombreOscar Mendoza100% (1)
- Material Inspeccion Seguridad Mantenimiento Camion 777 797 CaterpillarDocument1 pageMaterial Inspeccion Seguridad Mantenimiento Camion 777 797 CaterpillarRobinho Robson da Souda0% (1)
- Historia y Evolución de La Impresora Emi2Document17 pagesHistoria y Evolución de La Impresora Emi2Natalia RomeroNo ratings yet
- Nivelacion Compuesta Circuito Abierto - Victor Melo VildozoDocument15 pagesNivelacion Compuesta Circuito Abierto - Victor Melo VildozoAnonymous db1OuoO0% (1)
- OpacosDocument12 pagesOpacosDeyvi QuispeNo ratings yet
- Laboratorios y Equipos para Iluminacion - Pedro Nel RomeroDocument26 pagesLaboratorios y Equipos para Iluminacion - Pedro Nel RomeroCUCUTOCHE8No ratings yet
- Marca LeicaDocument46 pagesMarca LeicaSoLis EdyzOnNo ratings yet
- Base de Proyección de Cuerpos Opacos Colegio AméricaDocument13 pagesBase de Proyección de Cuerpos Opacos Colegio AméricaReybel Velázquez EscamillaNo ratings yet
- Web 36 26 de Mayo Verificacion Ftir, Ing. Claudia Hernández AmbrosioDocument204 pagesWeb 36 26 de Mayo Verificacion Ftir, Ing. Claudia Hernández AmbrosioANAY NALLELY LAPONNo ratings yet
- Partículas MAgnéticasDocument11 pagesPartículas MAgnéticaspelusogarciaNo ratings yet
- Visores Tuffmaster WP96 Easy-Change protección visión 2mmDocument3 pagesVisores Tuffmaster WP96 Easy-Change protección visión 2mmFlores S. Angel DemianNo ratings yet
- El MicroscopioDocument9 pagesEl MicroscopioMaribel Velez RiveraNo ratings yet
- Muebles VintageDocument84 pagesMuebles Vintagesusy_rajuNo ratings yet
- MicroscopioDocument8 pagesMicroscopioGerson LopezNo ratings yet
- Cap17 18Document1 pageCap17 18Alondra GallardoNo ratings yet
- Degradación Fotocatalítica Abs TesisDocument333 pagesDegradación Fotocatalítica Abs TesisJesús RiberaNo ratings yet
- Modelos de color RGB, CMYK y HSBDocument12 pagesModelos de color RGB, CMYK y HSBFernanda SuarezNo ratings yet
- Prueba Del Libro La Familia Guacatela 4 BasicoDocument5 pagesPrueba Del Libro La Familia Guacatela 4 BasicoKari SaavedraNo ratings yet
- Driver y VectoresDocument4 pagesDriver y VectoresAlejandro Martin CantoralNo ratings yet
- Doc1 Polarización (Ondas) LuzDocument24 pagesDoc1 Polarización (Ondas) LuzPedro Casas BuenoNo ratings yet
- Manual de Construcción de Aro Magnetico PDFDocument20 pagesManual de Construcción de Aro Magnetico PDFSergio RomanoNo ratings yet
- Sensores de Desplazamiento LinealDocument6 pagesSensores de Desplazamiento LinealIsmael Criollo ArevaloNo ratings yet
- El Galvanometro PDFDocument2 pagesEl Galvanometro PDFFreddy0% (1)
- Catalogo Telinject 2015Document18 pagesCatalogo Telinject 2015David OrtizNo ratings yet
- Métodos de fabricación de circuitos impresosDocument9 pagesMétodos de fabricación de circuitos impresosGussy BedollitaNo ratings yet
- Metrologia, Conceptualizacion y Practica.Document25 pagesMetrologia, Conceptualizacion y Practica.Jorge ArevaloNo ratings yet