You might also like
- Salt Free DyeingDocument18 pagesSalt Free DyeingSakthivel Jegarajan100% (1)
- Multifunctional Finishing of Cotton FabricDocument10 pagesMultifunctional Finishing of Cotton FabricJaime GomezNo ratings yet
- Inkjet Printing of Linen Fabrics Pretreated With Atmospheric Plasma and Various Print PastesDocument6 pagesInkjet Printing of Linen Fabrics Pretreated With Atmospheric Plasma and Various Print Pastesamin sarliNo ratings yet
- Eco-Friendly Dyeing of Viscose Fabric With Reactive DyesDocument13 pagesEco-Friendly Dyeing of Viscose Fabric With Reactive DyesIAEME PublicationNo ratings yet
- IJETR031342Document5 pagesIJETR031342erpublicationNo ratings yet
- Imran 2016Document7 pagesImran 2016Awais ImranNo ratings yet
- Dyes and Pigments: Mohammad Nazmul Karim, Muriel Rigout, Stephen G. Yeates, Chris CarrDocument7 pagesDyes and Pigments: Mohammad Nazmul Karim, Muriel Rigout, Stephen G. Yeates, Chris Carrjakariya nugrahaNo ratings yet
- Investigation of Performance Properties of Graphene Coated FabricsDocument6 pagesInvestigation of Performance Properties of Graphene Coated FabricsIjmret JournalNo ratings yet
- A Comparative Studies of Physio Chemical Properties of Linen Yarn Dyed Fabric Dyed With Reactive & Vat DyeDocument7 pagesA Comparative Studies of Physio Chemical Properties of Linen Yarn Dyed Fabric Dyed With Reactive & Vat DyeInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Polydadmac Treatment On Cotton For Improving Printing With Reactive Dye - 50783Document5 pagesPolydadmac Treatment On Cotton For Improving Printing With Reactive Dye - 50783dwidhaNo ratings yet
- A Single Stage Preparatory Process For Woven Cotton Fabric and Its OptimizationDocument13 pagesA Single Stage Preparatory Process For Woven Cotton Fabric and Its OptimizationMaria TitiNo ratings yet
- Effects of Printing With Different Thick PDFDocument6 pagesEffects of Printing With Different Thick PDFAbel AbrhamNo ratings yet
- Process Modification in The Scouring Process of Textile IndustryDocument7 pagesProcess Modification in The Scouring Process of Textile IndustryGizem D.No ratings yet
- Statistical Analysis of Expanded Graphite-Decorated Cobalt Ferrite As Adsorbent For Removal of Congo Red Dye Using Response Surface MethodologyDocument8 pagesStatistical Analysis of Expanded Graphite-Decorated Cobalt Ferrite As Adsorbent For Removal of Congo Red Dye Using Response Surface MethodologyBrahma Hakim Yuanda HutabaratNo ratings yet
- Reactive Dye Printing On Cotton With Natural and Synthetic Thickeners - 23 PDFDocument3 pagesReactive Dye Printing On Cotton With Natural and Synthetic Thickeners - 23 PDFHrishikesh DhawadshikarNo ratings yet
- InkJet Printing PDFDocument9 pagesInkJet Printing PDFNagaraj Goud IreniNo ratings yet
- Reduction Clearing of Simulated Disperse Dyed PLA Fabrics and Their Tensile PropertiesDocument7 pagesReduction Clearing of Simulated Disperse Dyed PLA Fabrics and Their Tensile PropertiesHammad JawaidNo ratings yet
- AATCCpaper 16Document7 pagesAATCCpaper 16Abhay SontakkeNo ratings yet
- 1 s2.0 S1877705814029592 MainDocument7 pages1 s2.0 S1877705814029592 MainFinoana niainaNo ratings yet
- Preparation of Activated Carbon From Date Seeds and Evaluation of It Application A Review PaperDocument7 pagesPreparation of Activated Carbon From Date Seeds and Evaluation of It Application A Review PaperMD RashidNo ratings yet
- 3 - 01 - 11 Salt FreeDocument4 pages3 - 01 - 11 Salt FreeAaria Jayaraj AnishNo ratings yet
- Experimentation and Optimization of Sugar Cane Bagasse (SCB) Dust Reinforced Epoxy Based CompositeDocument10 pagesExperimentation and Optimization of Sugar Cane Bagasse (SCB) Dust Reinforced Epoxy Based CompositeIJAMTESNo ratings yet
- Shin2015Document9 pagesShin2015Riston SinagaNo ratings yet
- Inkjet Printing Effects of Pigment Inks On Silk Fabrics Surface-Modified With O PlasmaDocument7 pagesInkjet Printing Effects of Pigment Inks On Silk Fabrics Surface-Modified With O Plasmaamin sarliNo ratings yet
- Factors Affecting The Functional-And Comfort-Related Properties of Reactive Dyed Cotton KnitsDocument16 pagesFactors Affecting The Functional-And Comfort-Related Properties of Reactive Dyed Cotton KnitsTamer Farouk KhalifaNo ratings yet
- Smart Breathable Fabric: N S. S, M J A K. ADocument17 pagesSmart Breathable Fabric: N S. S, M J A K. AhawNo ratings yet
- 19.05.22 Master Thesis Graphene Group Presentation ValeriuDocument26 pages19.05.22 Master Thesis Graphene Group Presentation ValeriuErickCartman069No ratings yet
- Effects of Peroxide and Gamma Radiation PDFDocument10 pagesEffects of Peroxide and Gamma Radiation PDFFocuNo ratings yet
- ONE BATH and Two BathDocument11 pagesONE BATH and Two Bathwman6914No ratings yet
- 06 - 05 - 10 Characteristics of Knitted Fabrics After Enzyme TreatmentDocument10 pages06 - 05 - 10 Characteristics of Knitted Fabrics After Enzyme Treatmentleosun halariNo ratings yet
- Effects of Warp-Weft Density Variation & Fabric Porosity of Cotton Fabrics On Their Colour in Reactive DyeingDocument5 pagesEffects of Warp-Weft Density Variation & Fabric Porosity of Cotton Fabrics On Their Colour in Reactive DyeingRezaul Karim TutulNo ratings yet
- Enhancing Textile Ink-Jet Printing With Chitosan: Cwmyuen, Skaku, Cwkan AndpsrchoiDocument4 pagesEnhancing Textile Ink-Jet Printing With Chitosan: Cwmyuen, Skaku, Cwkan Andpsrchoiamin sarliNo ratings yet
- Dyeing of Cotton Fabric With Pigment ColourDocument15 pagesDyeing of Cotton Fabric With Pigment ColourHemant SinglaNo ratings yet
- Jurnal Kertas Dari Pelepah PisangDocument11 pagesJurnal Kertas Dari Pelepah PisangYogi IrawanNo ratings yet
- Artigo Isap FinalDocument8 pagesArtigo Isap FinalJorge Luiz Oliveira Lucas JuniorNo ratings yet
- Preparation of Electrospun Affinity Membrane and Cross Flow System For Dynamic Removal of Anionic Dye From Colored WastewaterDocument13 pagesPreparation of Electrospun Affinity Membrane and Cross Flow System For Dynamic Removal of Anionic Dye From Colored WastewaterManu SharmaNo ratings yet
- Cat IonizerDocument6 pagesCat IonizerAnonymous 5HRD46hNo ratings yet
- Surfaces and Interfaces: SciencedirectDocument9 pagesSurfaces and Interfaces: SciencedirectygNo ratings yet
- Salt and Alkali Free Reactive Dyeing On Cotton Fabric (Part-2) - Textile LearnerDocument15 pagesSalt and Alkali Free Reactive Dyeing On Cotton Fabric (Part-2) - Textile LearnerAnas ZidaneNo ratings yet
- Efficiency of Plasma Onto Denim Faded GarmentsDocument7 pagesEfficiency of Plasma Onto Denim Faded GarmentsijsretNo ratings yet
- Study Nanocomposites by AFM TechniqueDocument43 pagesStudy Nanocomposites by AFM TechniqueHong Nguyen 눈 꽃No ratings yet
- MATERIALDocument260 pagesMATERIALVERMADEENNo ratings yet
- The Influence of Pigment Volume Concentration (PVC)Document6 pagesThe Influence of Pigment Volume Concentration (PVC)chemsiton100% (1)
- 2008 - A Membrane-Based Co-Treatment Strategy For The Recovery of Print - and Beck-Dyeing Textile EffluentsDocument8 pages2008 - A Membrane-Based Co-Treatment Strategy For The Recovery of Print - and Beck-Dyeing Textile EffluentsClaudio CastroNo ratings yet
- Coloration Technology - 2009 - Clark - Modified 2 4 Difluoro 5 Chloro Pyrimidine Dyes and Their Application in Ink JetDocument7 pagesColoration Technology - 2009 - Clark - Modified 2 4 Difluoro 5 Chloro Pyrimidine Dyes and Their Application in Ink JetGhatas AwadNo ratings yet
- Micromachines 11 00104Document14 pagesMicromachines 11 00104Gorkem GorkemNo ratings yet
- 14.isca RJCS 2012 171Document11 pages14.isca RJCS 2012 171Ahmad SamerNo ratings yet
- Foundations of Textiles II Lab Manual 2022Document19 pagesFoundations of Textiles II Lab Manual 2022viovio7012No ratings yet
- Diffusion of Plasticizer in A Solid Propellant Based On Hydroxyl Terminated PolybutadieneDocument5 pagesDiffusion of Plasticizer in A Solid Propellant Based On Hydroxyl Terminated PolybutadieneJohnny Di SantoNo ratings yet
- Laser Surface Preparation For Adhesive Bonding of Aerospace Structural CompositesDocument8 pagesLaser Surface Preparation For Adhesive Bonding of Aerospace Structural CompositesManojmsvssc KaravoorNo ratings yet
- Experimental Evaluation and Simulation of Volumetric Shrinkage and Warpage On Polymeric Composite Reinforced With Short Natural FibersDocument7 pagesExperimental Evaluation and Simulation of Volumetric Shrinkage and Warpage On Polymeric Composite Reinforced With Short Natural FibersClynoesNo ratings yet
- 18-Recycling of Fly Ash For Development of Value Added ProductsDocument9 pages18-Recycling of Fly Ash For Development of Value Added ProductsAli SherNo ratings yet
- Advanced Approach For Trichromy FormulatDocument9 pagesAdvanced Approach For Trichromy FormulatSajjad Haider ShiraziNo ratings yet
- Verma 2018Document8 pagesVerma 2018Tri Muhammad EkoNo ratings yet
- Effect of Parafin Wax On MixingDocument11 pagesEffect of Parafin Wax On MixingHriday BhowmikNo ratings yet
- Coatings 13 01129Document11 pagesCoatings 13 01129shivangi saxenaNo ratings yet
- Paper 1Document9 pagesPaper 1Jǝ Ǝʌan M CNo ratings yet
- Thermodynamic and Kinetic Parameters of Polyester Dyeing With Disperse Blue 56 Using Bio-Based Auxiliaries and Co-Solvent MicroemulsionDocument14 pagesThermodynamic and Kinetic Parameters of Polyester Dyeing With Disperse Blue 56 Using Bio-Based Auxiliaries and Co-Solvent MicroemulsionAmi SaNo ratings yet
- Handbook of Renewable Materials for Coloration and FinishingFrom EverandHandbook of Renewable Materials for Coloration and FinishingMohd YusufNo ratings yet
- Catalyzation of Alkaline Hydrolysis of Polyester by Oxidizing Agents For Surface ModificationDocument21 pagesCatalyzation of Alkaline Hydrolysis of Polyester by Oxidizing Agents For Surface ModificationKushagradhi DebnathNo ratings yet
- UNIQEMA HypermerPolymericSurfactantsDocument2 pagesUNIQEMA HypermerPolymericSurfactantsKushagradhi DebnathNo ratings yet
- Barco Projection SystemDocument7 pagesBarco Projection SystemKushagradhi DebnathNo ratings yet
- The Impact of 'Zero' Coming Into Fashion: Zero Liquid Discharge Uptake and Socio-Technical Transitions in TirupurDocument23 pagesThe Impact of 'Zero' Coming Into Fashion: Zero Liquid Discharge Uptake and Socio-Technical Transitions in TirupurKushagradhi DebnathNo ratings yet
- British BS 5867 Part 2 Type B and C PDFDocument1 pageBritish BS 5867 Part 2 Type B and C PDFKushagradhi Debnath100% (1)
- ISO 105-E01:2013 Textiles - Tests For Colour Fastness - Part E01: Colour Fastness To WaterDocument1 pageISO 105-E01:2013 Textiles - Tests For Colour Fastness - Part E01: Colour Fastness To WaterKushagradhi DebnathNo ratings yet
- Hydrosulfite Types: Technical InformationDocument8 pagesHydrosulfite Types: Technical InformationKushagradhi DebnathNo ratings yet
- Taiwan K.K. Corp: Technical Data SheetDocument2 pagesTaiwan K.K. Corp: Technical Data SheetKushagradhi DebnathNo ratings yet
- The+Sequestering+Properties+of+Copolymer+Containing+Acrylic+Acid+Derivatives 최민배 (공개)Document1 pageThe+Sequestering+Properties+of+Copolymer+Containing+Acrylic+Acid+Derivatives 최민배 (공개)Kushagradhi DebnathNo ratings yet
- Chemours Capstone For Textiles K25183-1Document1 pageChemours Capstone For Textiles K25183-1Kushagradhi DebnathNo ratings yet
- Synthesis and Application of Cationic SoDocument5 pagesSynthesis and Application of Cationic SoKushagradhi DebnathNo ratings yet
- No Vo GADocument2 pagesNo Vo GAlongthNo ratings yet
- Calculation of Dyeing Recipe Calculation For Dyeing LabDocument3 pagesCalculation of Dyeing Recipe Calculation For Dyeing LabKushagradhi DebnathNo ratings yet
- GOTS 3.0-4.0 Positive List 1Document8 pagesGOTS 3.0-4.0 Positive List 1Kushagradhi DebnathNo ratings yet
- Evaluation of DetergentsDocument14 pagesEvaluation of DetergentsKushagradhi DebnathNo ratings yet
- Basosoft N-Ap: Technical InformationDocument7 pagesBasosoft N-Ap: Technical InformationKushagradhi DebnathNo ratings yet
- Process Chemicals ViswaatDocument6 pagesProcess Chemicals ViswaatKushagradhi DebnathNo ratings yet
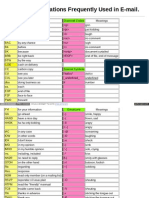
- A List of Abbreviations Frequently Used in E-Mail.: ItalicsDocument3 pagesA List of Abbreviations Frequently Used in E-Mail.: ItalicsKushagradhi DebnathNo ratings yet
- Problems and Aspects of Natural DyesDocument8 pagesProblems and Aspects of Natural DyesKushagradhi Debnath100% (1)
- HeiQ Product Range 2014-03-25Document37 pagesHeiQ Product Range 2014-03-25Kushagradhi Debnath100% (1)
- Phosphate EstersDocument4 pagesPhosphate EstersKushagradhi DebnathNo ratings yet
- Dwarkesh Enterprise: Properties of GREEN, VIOLET & BLUE PigmentsDocument1 pageDwarkesh Enterprise: Properties of GREEN, VIOLET & BLUE PigmentsKushagradhi DebnathNo ratings yet
- Project Title: Hotel Management Software Project: PurposeDocument3 pagesProject Title: Hotel Management Software Project: PurposesuryaNo ratings yet
- Gate Ee 1991Document7 pagesGate Ee 1991Bhavani Chandra UniqueNo ratings yet
- Key Features Boilermaker Proven, Legendary ReliabilityDocument2 pagesKey Features Boilermaker Proven, Legendary ReliabilityManuel Cantoral CortazarNo ratings yet
- Advanced Techniques in Power System Protective Relaying PDFDocument332 pagesAdvanced Techniques in Power System Protective Relaying PDFshashikant yadavNo ratings yet
- EN 61000 3-2 GuideDocument19 pagesEN 61000 3-2 Guideyunus emre KılınçNo ratings yet
- Speaker Bio - : Anupam Shil Is Working With STP Limited As SBU HeadDocument38 pagesSpeaker Bio - : Anupam Shil Is Working With STP Limited As SBU HeadRainakNo ratings yet
- Toshiba 42pw33q - S Ch. Pw33 SchematicsDocument18 pagesToshiba 42pw33q - S Ch. Pw33 SchematicstodorloncarskiNo ratings yet
- SAX Brochure - Web ReadyDocument4 pagesSAX Brochure - Web ReadyEng-Ahmad Abo-AledousNo ratings yet
- IMDSDocument13 pagesIMDSJohn OoNo ratings yet
- Citrix Xenserver ® 6.0.2 Emergency Network Reset: Published Wednesday, 29 February 2012 1.0 EditionDocument6 pagesCitrix Xenserver ® 6.0.2 Emergency Network Reset: Published Wednesday, 29 February 2012 1.0 EditionJuan CarlosNo ratings yet
- 101.S-4501 Steamer Cyclone Cleaning ProcedureDocument6 pages101.S-4501 Steamer Cyclone Cleaning ProcedureTRONGKIMNo ratings yet
- AY 2015-16cvbbnjDocument245 pagesAY 2015-16cvbbnjSyed Abdul AzizNo ratings yet
- Griet DSP ProgramsDocument14 pagesGriet DSP ProgramsJaipaul CheernamNo ratings yet
- Practical Considerations For The Use of A Howland Current SourceDocument4 pagesPractical Considerations For The Use of A Howland Current SourceRamiShaabannnnNo ratings yet
- PDFDocument255 pagesPDFwrite2arshad_mNo ratings yet
- Precision r5500 Service Manual en UsDocument104 pagesPrecision r5500 Service Manual en UsJonDyson32No ratings yet
- 2015 VGP Checklist - Rev0Document9 pages2015 VGP Checklist - Rev0Takis RappasNo ratings yet
- Oracle Exadata Technical Series: Smart ScanDocument59 pagesOracle Exadata Technical Series: Smart ScanVishnusivathej PotukanumaNo ratings yet
- Powerware 5110 UPS User's ManualDocument14 pagesPowerware 5110 UPS User's ManualjulbfuNo ratings yet
- 9.16. Prepare A Plot of Work Per Pound Mole Versus The Pressue Ratio PDocument6 pages9.16. Prepare A Plot of Work Per Pound Mole Versus The Pressue Ratio PttussenoNo ratings yet
- Banda Hoja de DatosDocument1 pageBanda Hoja de DatosSergio Guevara MenaNo ratings yet
- Uponor Dop Klett CPR 20 Ic 251 V 001Document3 pagesUponor Dop Klett CPR 20 Ic 251 V 001jamppajoo2No ratings yet
- CSC 263Document108 pagesCSC 263osecaloNo ratings yet
- Basic Electronics - AC - DC PDFDocument20 pagesBasic Electronics - AC - DC PDFRowena ResurreccionNo ratings yet
- Home,: A Solace To Which A Journey Is Never Too Long..Document25 pagesHome,: A Solace To Which A Journey Is Never Too Long..Duvonto RealtyNo ratings yet
- ThaiREC Checklist-Barge Inspection Questionnaire GasDocument18 pagesThaiREC Checklist-Barge Inspection Questionnaire Gasเปีย วันชัย สวนทอง100% (1)
- Pre - Use Inspection Qualification: Date: Equipment Welding Machine Serial Number Model: LocationDocument3 pagesPre - Use Inspection Qualification: Date: Equipment Welding Machine Serial Number Model: LocationEugenio Jr. MatesNo ratings yet
- Know It BrochureDocument8 pagesKnow It BrochureSonali SinhaNo ratings yet
- M S 1 1 - M S E 1 1: Hydraulic MotorsDocument36 pagesM S 1 1 - M S E 1 1: Hydraulic MotorsmehmetNo ratings yet
- Data SheetDocument2 pagesData SheetAsalamEilujNo ratings yet