You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- FraudDocument77 pagesFraudTan Siew Li100% (2)
- Global Supplier Quality Manual SummaryDocument23 pagesGlobal Supplier Quality Manual SummarydywonNo ratings yet
- FS2 Learning Experience 1Document11 pagesFS2 Learning Experience 1Jona May BastidaNo ratings yet
- Six Petals of Peace DiscussionDocument10 pagesSix Petals of Peace Discussionjofel delicana100% (2)
- Sustainable Domain Value Stream Mapping SDVSM Framework Appli - 2015 - Procedi PDFDocument6 pagesSustainable Domain Value Stream Mapping SDVSM Framework Appli - 2015 - Procedi PDFMohd TariqNo ratings yet
- The Impact of Goal Setting On Worker Performance - Empirical Ev - 2015 - Procedi PDFDocument6 pagesThe Impact of Goal Setting On Worker Performance - Empirical Ev - 2015 - Procedi PDFMohd TariqNo ratings yet
- 1Document26 pages1Mohd TariqNo ratings yet
- Sustainability Optimization in Manufacturing Enterprises 2015 Procedia CIRPDocument6 pagesSustainability Optimization in Manufacturing Enterprises 2015 Procedia CIRPMohd TariqNo ratings yet
- Substitution in A Hybrid Remanufacturing System - 2015 - Procedia CIRP PDFDocument6 pagesSubstitution in A Hybrid Remanufacturing System - 2015 - Procedia CIRP PDFMohd TariqNo ratings yet
- Resource Networks Decentralised Factory Operation Utilising - 2015 - Procedia PDFDocument6 pagesResource Networks Decentralised Factory Operation Utilising - 2015 - Procedia PDFMohd TariqNo ratings yet
- Set Based Design Method For Multi Objective Structural Design W - 2015 - Procedi PDFDocument6 pagesSet Based Design Method For Multi Objective Structural Design W - 2015 - Procedi PDFMohd TariqNo ratings yet
- Study of The Hydrogen Steam Turbine Composite Cycle - 2015 - Procedia CIRP PDFDocument5 pagesStudy of The Hydrogen Steam Turbine Composite Cycle - 2015 - Procedia CIRP PDFMohd TariqNo ratings yet
- Review of Existing Sustainability Assessment Methods For Mala - 2015 - Procedia PDFDocument6 pagesReview of Existing Sustainability Assessment Methods For Mala - 2015 - Procedia PDFMohd TariqNo ratings yet
- Standard Verification Test For Industrialised Building System - 2015 - Procedia PDFDocument6 pagesStandard Verification Test For Industrialised Building System - 2015 - Procedia PDFMohd TariqNo ratings yet
- Selection Criteria For Suitable Indicators For Value Creation S - 2015 - Procedi PDFDocument6 pagesSelection Criteria For Suitable Indicators For Value Creation S - 2015 - Procedi PDFMohd TariqNo ratings yet
- Siliconizing Process of Mild Steel Substrate by Using Tronoh Si - 2015 - Procedi PDFDocument6 pagesSiliconizing Process of Mild Steel Substrate by Using Tronoh Si - 2015 - Procedi PDFMohd TariqNo ratings yet
- Review of Discrete Continuous Models in Energy and Transpor - 2015 - Procedia CI PDFDocument6 pagesReview of Discrete Continuous Models in Energy and Transpor - 2015 - Procedia CI PDFMohd TariqNo ratings yet
- Resource Consumption Monitoring in Manufacturing Environme - 2015 - Procedia CIR PDFDocument6 pagesResource Consumption Monitoring in Manufacturing Environme - 2015 - Procedia CIR PDFMohd TariqNo ratings yet
- Quasi Linearization Approach For The Under Actuated Robots - 2015 - Procedia CIR PDFDocument6 pagesQuasi Linearization Approach For The Under Actuated Robots - 2015 - Procedia CIR PDFMohd TariqNo ratings yet
- Proposed Framework For End of Life Aircraft Recycling - 2015 - Procedia CIRP PDFDocument6 pagesProposed Framework For End of Life Aircraft Recycling - 2015 - Procedia CIRP PDFMohd TariqNo ratings yet
- Pattern Recognition On Remanufacturing Automotive Component As S - 2015 - Proced PDFDocument6 pagesPattern Recognition On Remanufacturing Automotive Component As S - 2015 - Proced PDFMohd TariqNo ratings yet
- Reduction of Post Kiln Rejections For Improving Sustainability - 2015 - Procedia PDFDocument6 pagesReduction of Post Kiln Rejections For Improving Sustainability - 2015 - Procedia PDFMohd TariqNo ratings yet
- 1 s2.0 S2212827114012219 MainDocument5 pages1 s2.0 S2212827114012219 MainRezkiTriNurrachmadNo ratings yet
- Product Remanufacturability Assessment and Implementation Bas - 2015 - Procedia PDFDocument6 pagesProduct Remanufacturability Assessment and Implementation Bas - 2015 - Procedia PDFMohd TariqNo ratings yet
- Proposed Framework For Assessing The Sustainability of Membr - 2015 - Procedia C PDFDocument5 pagesProposed Framework For Assessing The Sustainability of Membr - 2015 - Procedia C PDFMohd TariqNo ratings yet
- Performance Evaluation of Chemically Modified Crude Jatropha Oil - 2015 - Proced PDFDocument5 pagesPerformance Evaluation of Chemically Modified Crude Jatropha Oil - 2015 - Proced PDFMohd TariqNo ratings yet
- Performance Investigation of Transcritical Carbon Dioxide Re - 2015 - Procedia C PDFDocument4 pagesPerformance Investigation of Transcritical Carbon Dioxide Re - 2015 - Procedia C PDFMohd TariqNo ratings yet
- Production of Sustainable Energy by Carbon Nanotube Platinum Catalyst in MFCDocument4 pagesProduction of Sustainable Energy by Carbon Nanotube Platinum Catalyst in MFCEr Mohammad ImranNo ratings yet
- Process For Advanced Management and Technologies of Aircraf - 2015 - Procedia CI PDFDocument6 pagesProcess For Advanced Management and Technologies of Aircraf - 2015 - Procedia CI PDFMohd TariqNo ratings yet
- Predictive Modeling For Power Consumption in Machining Using A - 2015 - Procedia PDFDocument5 pagesPredictive Modeling For Power Consumption in Machining Using A - 2015 - Procedia PDFMohd TariqNo ratings yet
- Production Layout Optimization For Small and Medium Scale Fo - 2015 - Procedia C PDFDocument5 pagesProduction Layout Optimization For Small and Medium Scale Fo - 2015 - Procedia C PDFMohd TariqNo ratings yet
- Open Production Chances For Social Sustainability in Manuf - 2015 - Procedia CI PDFDocument6 pagesOpen Production Chances For Social Sustainability in Manuf - 2015 - Procedia CI PDFMohd TariqNo ratings yet
- New Interpretation Module For Open Architecture Control Base - 2015 - Procedia C PDFDocument6 pagesNew Interpretation Module For Open Architecture Control Base - 2015 - Procedia C PDFMohd TariqNo ratings yet
- Multi Criteria Simulation Model For Lead Times Costs and CO2 E - 2015 - Procedi PDFDocument6 pagesMulti Criteria Simulation Model For Lead Times Costs and CO2 E - 2015 - Procedi PDFMohd TariqNo ratings yet
- The Forum Gazette Vol. 2 No. 23 December 5-19, 1987Document16 pagesThe Forum Gazette Vol. 2 No. 23 December 5-19, 1987SikhDigitalLibraryNo ratings yet
- PAASCU Lesson PlanDocument2 pagesPAASCU Lesson PlanAnonymous On831wJKlsNo ratings yet
- Solar Presentation – University of Texas Chem. EngineeringDocument67 pagesSolar Presentation – University of Texas Chem. EngineeringMardi RahardjoNo ratings yet
- CERTIFICATE - Guest Speaker and ParentsDocument4 pagesCERTIFICATE - Guest Speaker and ParentsSheryll Eliezer S.PantanosaNo ratings yet
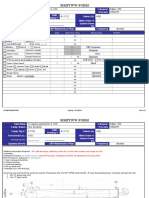
- Simptww S-1105Document3 pagesSimptww S-1105Vijay RajaindranNo ratings yet
- Elliptic FunctionsDocument66 pagesElliptic FunctionsNshuti Rene FabriceNo ratings yet
- Arcmap and PythonDocument29 pagesArcmap and PythonMiguel AngelNo ratings yet
- Cover Letter IkhwanDocument2 pagesCover Letter IkhwanIkhwan MazlanNo ratings yet
- SS2 8113 0200 16Document16 pagesSS2 8113 0200 16hidayatNo ratings yet
- Product Manual: Control Cabinet M2001Document288 pagesProduct Manual: Control Cabinet M2001openid_6qpqEYklNo ratings yet
- The Gnomes of Zavandor VODocument8 pagesThe Gnomes of Zavandor VOElias GreemNo ratings yet
- Cincinnati LaserNst PDFDocument204 pagesCincinnati LaserNst PDFedrf sswedNo ratings yet
- AReviewof Environmental Impactof Azo Dyes International PublicationDocument18 pagesAReviewof Environmental Impactof Azo Dyes International PublicationPvd CoatingNo ratings yet
- Zeng 2020Document11 pagesZeng 2020Inácio RibeiroNo ratings yet
- 2nd YearDocument5 pages2nd YearAnbalagan GNo ratings yet
- ESSAYSDocument5 pagesESSAYSDGM RegistrarNo ratings yet
- Virtuoso 2011Document424 pagesVirtuoso 2011rraaccNo ratings yet
- IC 4060 Design NoteDocument2 pagesIC 4060 Design Notemano012No ratings yet
- De Minimis and Fringe BenefitsDocument14 pagesDe Minimis and Fringe BenefitsCza PeñaNo ratings yet
- Vol 013Document470 pagesVol 013Ajay YadavNo ratings yet
- Transportation ProblemDocument12 pagesTransportation ProblemSourav SahaNo ratings yet
- Final DSL Under Wire - FinalDocument44 pagesFinal DSL Under Wire - Finalelect trsNo ratings yet
- Komoiboros Inggoris-KadazandusunDocument140 pagesKomoiboros Inggoris-KadazandusunJ Alex Gintang33% (6)
- Dyson Case StudyDocument4 pagesDyson Case Studyolga100% (3)
- License Key Windows 8Document7 pagesLicense Key Windows 8Juned FahriNo ratings yet
- Hydrocarbon LawDocument48 pagesHydrocarbon LawParavicoNo ratings yet