You might also like
- Metric Fastener Dimensions and SpecificationsDocument1 pageMetric Fastener Dimensions and SpecificationsDerekNo ratings yet
- Iso 14581 CSK ScrewDocument1 pageIso 14581 CSK ScrewMitesh MakvanaNo ratings yet
- Iso 7093 PDFDocument9 pagesIso 7093 PDFMalcolmNo ratings yet
- Technical recommendations for threaded fittings and tapped holesDocument3 pagesTechnical recommendations for threaded fittings and tapped holesJai Bhandari0% (1)
- Din 13Document1 pageDin 13dedosimoesNo ratings yet
- Iso 7379Document2 pagesIso 7379Ahmed ElsafouryNo ratings yet
- Din Iso 965-1 PDFDocument25 pagesDin Iso 965-1 PDFbonnaventure100% (3)
- Iso 4042 PDFDocument25 pagesIso 4042 PDFAditya Pratap100% (6)
- Hexagon Socket Button Head Screw With Flange - IsO 7380-2Document9 pagesHexagon Socket Button Head Screw With Flange - IsO 7380-2Corneliu VilcuNo ratings yet
- Din en 1663-EnDocument9 pagesDin en 1663-EnThiago GoncalvesNo ratings yet
- Din 929 - 01-00Document5 pagesDin 929 - 01-00qualidade1fameqNo ratings yet
- Din 50942-96Document13 pagesDin 50942-96RONALD100% (2)
- N67F CM-ZN-2 - 5001.110.016 - NormDocument22 pagesN67F CM-ZN-2 - 5001.110.016 - Normgokul100% (1)
- ISO 2341-1986 en 22341-1992 Clevis Pins With HeadDocument6 pagesISO 2341-1986 en 22341-1992 Clevis Pins With HeadMaurícioAndrade100% (2)
- DEXT 085 DIN 928 Porca Solda QuadradaDocument10 pagesDEXT 085 DIN 928 Porca Solda Quadradatestesada100% (2)
- Iso 4029Document9 pagesIso 4029ellisforheroesNo ratings yet
- Din 8062-3 2009 PDFDocument10 pagesDin 8062-3 2009 PDFkoalaboi33% (3)
- Engineered Coating SDocument2 pagesEngineered Coating SHo Bach100% (1)
- Ford Worldwide Fastener Standard: Printed Copies Are UncontrolledDocument7 pagesFord Worldwide Fastener Standard: Printed Copies Are Uncontrolledferhat aydoganNo ratings yet
- Din 7500 enDocument10 pagesDin 7500 enCălin Bălăiţă100% (1)
- Fasteners DIN en ISO StandardsDocument32 pagesFasteners DIN en ISO StandardsNo NameNo ratings yet
- Din en Iso 7089 2000-11Document8 pagesDin en Iso 7089 2000-11REKHANo ratings yet
- Worldwide Fastener Standard: Printed Copies Are UncontrolledDocument2 pagesWorldwide Fastener Standard: Printed Copies Are UncontrolledRasatja Yongskulrote100% (1)
- Asme B18.2.2-2015Document39 pagesAsme B18.2.2-2015DmitriyNo ratings yet
- Din 13-51Document1 pageDin 13-51anks_raNo ratings yet
- Din 13-1Document4 pagesDin 13-1Sankha Dasgupta100% (3)
- WX 100Document17 pagesWX 100anon_967426204100% (1)
- DIN 128 en PDFDocument3 pagesDIN 128 en PDFDaniel PuiaNo ratings yet
- 247 DIN EN 13858 Engl PDFDocument15 pages247 DIN EN 13858 Engl PDFAlejo Leal100% (4)
- Din 928 en PDFDocument1 pageDin 928 en PDFroyroverNo ratings yet
- ISO 228 - Pipe Threads Where Pressure-Tight Joints Are Not Made On The ThreadsDocument4 pagesISO 228 - Pipe Threads Where Pressure-Tight Joints Are Not Made On The ThreadsjesusNo ratings yet
- WX100 Fastener Finish Speecification PDFDocument16 pagesWX100 Fastener Finish Speecification PDFJulion2009No ratings yet
- Din 434Document1 pageDin 434RaduZapciroiuNo ratings yet
- Iso 3302 1 2014Document9 pagesIso 3302 1 2014Sandhya SinghNo ratings yet
- Ford Fastener Standard for WashersDocument17 pagesFord Fastener Standard for WashersRico MalibiranNo ratings yet
- Din 8140-1Document5 pagesDin 8140-1main46prairieNo ratings yet
- Foreword: ISO 7044:2012 (En) Prevailing Torque Type All-Metal Hexagon Nuts With Flange, Style 2 - Product Grades A and BDocument4 pagesForeword: ISO 7044:2012 (En) Prevailing Torque Type All-Metal Hexagon Nuts With Flange, Style 2 - Product Grades A and BMarcelo KleinNo ratings yet
- DIN ISO Equivalent FastenersDocument12 pagesDIN ISO Equivalent FastenersGunnie PandherNo ratings yet
- Din & IsoDocument94 pagesDin & IsoZeinHarisHasibuan100% (5)
- ISO-10664Document10 pagesISO-10664leandrobsousaNo ratings yet
- Din 439Document1 pageDin 439Oleh SmolovyiNo ratings yet
- DIN125ADocument1 pageDIN125AManoj PatilNo ratings yet
- Din-En Iso 3506-1 1998 PDFDocument24 pagesDin-En Iso 3506-1 1998 PDFPaco100% (2)
- DIN 82-1973-Eng-Knurls PDFDocument4 pagesDIN 82-1973-Eng-Knurls PDFmrccrmmrc100% (2)
- BMI Division ... : Iso Metric Screw ThreadsDocument10 pagesBMI Division ... : Iso Metric Screw ThreadsAbdul Qadir TambeNo ratings yet
- Cross Recessed Cheese Head Screws: UDC 621 882 215.3.091 2 July 1986Document5 pagesCross Recessed Cheese Head Screws: UDC 621 882 215.3.091 2 July 1986Charmaine DrafkeNo ratings yet
- DIN13Document1 pageDIN13Mesut ÜnalNo ratings yet
- Iso 7040Document1 pageIso 7040serzo75No ratings yet
- Knurling Profiles DIN 82Document3 pagesKnurling Profiles DIN 82mirzasinanovic100% (1)
- Screw, IsO 14583, PAN, Metric, TorxDocument1 pageScrew, IsO 14583, PAN, Metric, TorxDerekNo ratings yet
- Metric Fastener Specifications for ISO 14583 Pan Six-Lobe Machine ScrewsDocument1 pageMetric Fastener Specifications for ISO 14583 Pan Six-Lobe Machine ScrewsDerekNo ratings yet
- Section 10 Useful Information: General Information - Stainless Steel FastenersDocument1 pageSection 10 Useful Information: General Information - Stainless Steel FastenersMiguel QueirosNo ratings yet
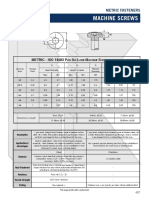
- MetmachthreadDocument3 pagesMetmachthreadPatrick - Assist. Técnica - CetemNo ratings yet
- Screw, ISO 7380, Six Lobe, Metic, TorxDocument1 pageScrew, ISO 7380, Six Lobe, Metic, TorxDerekNo ratings yet
- Metric DIN 934 Hexagon Nuts: Visit Our For Product AvailabilityDocument4 pagesMetric DIN 934 Hexagon Nuts: Visit Our For Product AvailabilityThiago CurvoNo ratings yet
- Machine Screws: DIN 965 & ISO 7045 TorxDocument1 pageMachine Screws: DIN 965 & ISO 7045 TorxDerekNo ratings yet
- DIN 929 Hexagon Weld Nut Technical Specifications and DimensionsDocument4 pagesDIN 929 Hexagon Weld Nut Technical Specifications and DimensionsDobrica PetrovicNo ratings yet
- Metric Socket Set ScrewsDocument2 pagesMetric Socket Set ScrewsvvvvvvNo ratings yet
- Thread Geometry - Metric CoarseDocument4 pagesThread Geometry - Metric CoarseMociran FlorinNo ratings yet
- Metric Fasteners: Metric - Iso 7045 P P E T SemsDocument1 pageMetric Fasteners: Metric - Iso 7045 P P E T SemsAdriana PérezNo ratings yet
- Screw Flat Head, TorxDocument1 pageScrew Flat Head, TorxDerekNo ratings yet
- Technical Standards Board Standard: Rev. MAY1999Document39 pagesTechnical Standards Board Standard: Rev. MAY1999wilian_coelho3309No ratings yet
- Screw, IsO 14583, PAN, Metric, TorxDocument1 pageScrew, IsO 14583, PAN, Metric, TorxDerekNo ratings yet
- Metric Fastener Specifications for ISO 14583 Pan Six-Lobe Machine ScrewsDocument1 pageMetric Fastener Specifications for ISO 14583 Pan Six-Lobe Machine ScrewsDerekNo ratings yet
- Machine Screws: DIN 965 & ISO 7045 TorxDocument1 pageMachine Screws: DIN 965 & ISO 7045 TorxDerekNo ratings yet
- CableDocument296 pagesCablevinaybabaNo ratings yet
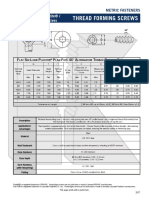
- Screw, Thread Forming Plastics, Metric, Torx PDFDocument1 pageScrew, Thread Forming Plastics, Metric, Torx PDFDerekNo ratings yet
- Screw, Thread Forming Plastics, Metric, Torx PDFDocument1 pageScrew, Thread Forming Plastics, Metric, Torx PDFDerekNo ratings yet
- Metric Pin Dimensional StandardsDocument1 pageMetric Pin Dimensional StandardsDerekNo ratings yet
- DIN 7500 - Trilobular Thread Rolling ScrewsDocument3 pagesDIN 7500 - Trilobular Thread Rolling ScrewsDerek100% (1)
- 6935 2011Document13 pages6935 2011Tufan Ünal100% (4)
- Screw, ISO 10664-2014, Truss Head, Flat Head, 6-Lobe, TorxDocument1 pageScrew, ISO 10664-2014, Truss Head, Flat Head, 6-Lobe, TorxDerekNo ratings yet
- Screw, ISO 7380, Six Lobe, Metic, TorxDocument1 pageScrew, ISO 7380, Six Lobe, Metic, TorxDerekNo ratings yet
- ANSI-AGMA 2004-B89-1995 Gear Materials and Heat Treatment ManualDocument79 pagesANSI-AGMA 2004-B89-1995 Gear Materials and Heat Treatment ManualSantosh Shankarappa100% (4)
- Ariens, Snow Blower, 921018 - Deluxe 30 Platinum PDFDocument44 pagesAriens, Snow Blower, 921018 - Deluxe 30 Platinum PDFDerekNo ratings yet
- Design Guide - O-Ring, Quad-Ring, ERIKSDocument13 pagesDesign Guide - O-Ring, Quad-Ring, ERIKSDerekNo ratings yet
- AGMA6011-I03 - Specification For High Speed Helical Gear UnitsDocument58 pagesAGMA6011-I03 - Specification For High Speed Helical Gear UnitsConradodaMatta67% (3)
- Document Guide - 21-Tips To Clear Requirements DocumentationDocument13 pagesDocument Guide - 21-Tips To Clear Requirements DocumentationDerekNo ratings yet
- Design Guide - O-Ring, Quad-Ring, TrelleborgDocument32 pagesDesign Guide - O-Ring, Quad-Ring, TrelleborgDerekNo ratings yet
- ASME Y14.6-2001 (R2007), Screw Thread RepresentationDocument27 pagesASME Y14.6-2001 (R2007), Screw Thread RepresentationDerekNo ratings yet
- Design Guide - Stepper Motor Linear Actuators 101Document16 pagesDesign Guide - Stepper Motor Linear Actuators 101DerekNo ratings yet
- Design Guide, Spring, Pin, Coiled, SPIROLDocument24 pagesDesign Guide, Spring, Pin, Coiled, SPIROLDerekNo ratings yet
- CRP600-00 Benchtop PRO Assembly Instructions v2014Q2 1Document13 pagesCRP600-00 Benchtop PRO Assembly Instructions v2014Q2 1DerekNo ratings yet
- Parker Fluid Power Seal Design Guide 5370Document300 pagesParker Fluid Power Seal Design Guide 5370edwardsheridan0% (1)
- A Lesson in Profile Tolerancing For Complex Parts, MDDIDocument4 pagesA Lesson in Profile Tolerancing For Complex Parts, MDDIDerekNo ratings yet
- AGMA - ANSI 1006-A97 Tooth Proportions For Pastic Gears PDFDocument56 pagesAGMA - ANSI 1006-A97 Tooth Proportions For Pastic Gears PDFDerekNo ratings yet
- Screw, Thread Forming Plastics, Metric, TorxDocument1 pageScrew, Thread Forming Plastics, Metric, TorxDerekNo ratings yet
- Flux-Cored Arc WeldingDocument4 pagesFlux-Cored Arc WeldingCarlos BustamanteNo ratings yet
- Chemical and mechanical properties of 19MnVS6 steelDocument3 pagesChemical and mechanical properties of 19MnVS6 steelTeodor EzaruNo ratings yet
- Welding GuideDocument48 pagesWelding Guideedu_canete100% (2)
- FORMER BUDGET TERMINAL FUEL HYDRANT INSPECTIONDocument2 pagesFORMER BUDGET TERMINAL FUEL HYDRANT INSPECTIONmohd as shahiddin jafri100% (1)
- Gas Liquid Separator V 2001 DatasheetDocument1 pageGas Liquid Separator V 2001 DatasheetMathias OnosemuodeNo ratings yet
- Basics of the Kraft Pulping and Recovery ProcessDocument50 pagesBasics of the Kraft Pulping and Recovery ProcessTri PutriNo ratings yet
- Common Injection Moulding Defects, Causes, andDocument5 pagesCommon Injection Moulding Defects, Causes, andsharuziNo ratings yet
- Eni Functional Spec for Protective Coatings & Hot Dip GalvanisingDocument108 pagesEni Functional Spec for Protective Coatings & Hot Dip GalvanisingMaffone NumerounoNo ratings yet
- Fisa Tehnica Weldox 700Document2 pagesFisa Tehnica Weldox 700Daniel CringusNo ratings yet
- Press Working Operations GuideDocument2 pagesPress Working Operations GuideJermane Delos SantosNo ratings yet
- QQ P 416 - FDocument18 pagesQQ P 416 - Fkabardey46No ratings yet
- 5th Sem. / Mechanical Engg. (F.T.) Subject: Workshop Technology - III (F.T.)Document2 pages5th Sem. / Mechanical Engg. (F.T.) Subject: Workshop Technology - III (F.T.)Neat & Clean ReviewNo ratings yet
- Tank Lining Chart 1-26-10Document2 pagesTank Lining Chart 1-26-10Guatemalan1979No ratings yet
- p955 963Document9 pagesp955 963albertokochNo ratings yet
- Industrial PharmacyDocument9 pagesIndustrial PharmacyMr nobodyNo ratings yet
- Interplate 317: Zinc Silicate Shop PrimerDocument4 pagesInterplate 317: Zinc Silicate Shop PrimerMohamed NouzerNo ratings yet
- Epoweld 48173 58173 TDSDocument2 pagesEpoweld 48173 58173 TDSTom HookNo ratings yet
- Example BHA Tally Directional Drilling 12.25 SectionDocument2 pagesExample BHA Tally Directional Drilling 12.25 Sectionfauzanhaq1602100% (1)
- Platinum Metals Review, 32Document2 pagesPlatinum Metals Review, 32Rafael Ricardo Celin ManceraNo ratings yet
- Shiva Packaging Industry.. - Copy123Document10 pagesShiva Packaging Industry.. - Copy123Pradeep KumarNo ratings yet
- Design Standards: SAE J534Document2 pagesDesign Standards: SAE J534alucard3750% (1)
- 4b. Uniline Unirail Datasheet - USDocument36 pages4b. Uniline Unirail Datasheet - USJHON ESTEBAN TILANO REOMERONo ratings yet
- 02 ConsumablesDocument38 pages02 ConsumablesWeldingSupply.com.au100% (1)
- Diamond and CBN WheelsDocument22 pagesDiamond and CBN WheelsM. AguiarNo ratings yet
- B. Training MatrixDocument5 pagesB. Training MatrixwidiNo ratings yet
- ASME 2023 BPVC Key ChangesDocument32 pagesASME 2023 BPVC Key ChangesBonnie Fajrie Amril90% (10)
- BASF industrial+Metal+CoatingsDocument12 pagesBASF industrial+Metal+CoatingsMaria Eugenia CiveiraNo ratings yet
- Fy1800a-H FX Cruiser Ho Repair Kit 1 PDFDocument2 pagesFy1800a-H FX Cruiser Ho Repair Kit 1 PDFKADA KADDANo ratings yet
- Site Handbook - Repair To ConcreteDocument24 pagesSite Handbook - Repair To Concretemalcolm_gingell100% (1)
- ASME Bronze Flange Sizes and Specs for 150 and 300 lb ClassesDocument6 pagesASME Bronze Flange Sizes and Specs for 150 and 300 lb ClassesKarim ShamsNo ratings yet