You might also like
- Hydrotest Procedure For Piping SystemsDocument6 pagesHydrotest Procedure For Piping Systemscatherine100% (1)
- Pressure Testing StandardsDocument3 pagesPressure Testing StandardsAntonio DiabanzaNo ratings yet
- Temp Pipe WorksDocument18 pagesTemp Pipe WorksnestorNo ratings yet
- Hydrostatic Shell TestDocument5 pagesHydrostatic Shell TestsojeckNo ratings yet
- Welding Procedure SpecificationDocument2 pagesWelding Procedure SpecificationSAKDA MAPRADITKULNo ratings yet
- Hydo Test ProcedureDocument2 pagesHydo Test ProcedureAbdulMajidYousoffNo ratings yet
- Detect Leaks with Vacuum and Helium TechniquesDocument14 pagesDetect Leaks with Vacuum and Helium TechniquesSavij_ChouhanNo ratings yet
- Field Hydrotest Manual UndergroundDocument8 pagesField Hydrotest Manual UndergroundPhuoc PhuNo ratings yet
- Drill String InspectionsDocument13 pagesDrill String Inspectionsamin peyvandNo ratings yet
- Field Welding of Casing To WellheadsDocument2 pagesField Welding of Casing To Wellheadsabrar100% (2)
- JFE CasingDocument40 pagesJFE CasingezrawongNo ratings yet
- Thread Protector Testing - PTR-7.3.10-7-LCSG-FULL-PLASTIC-API-5-CT-PERFORMANCE-TEST-REPORTDocument38 pagesThread Protector Testing - PTR-7.3.10-7-LCSG-FULL-PLASTIC-API-5-CT-PERFORMANCE-TEST-REPORTInChy Rencarnation PoseidonNo ratings yet
- The Pressure Testing of DI CI and PVC Pipe - Upload - 27!10!16Document4 pagesThe Pressure Testing of DI CI and PVC Pipe - Upload - 27!10!16Rushan Lakdimuthu100% (1)
- API Spec 11D1 - Packers and Bridge PlugsDocument2 pagesAPI Spec 11D1 - Packers and Bridge Plugsali50% (2)
- Satyakiran Engineers Private Limited: API 6A 20th Edition, Question Paper (Master) - RING JOINT GASKETDocument4 pagesSatyakiran Engineers Private Limited: API 6A 20th Edition, Question Paper (Master) - RING JOINT GASKETMayank GuptaNo ratings yet
- Hot Tap Tool ManualDocument23 pagesHot Tap Tool ManualEliseo Porcel HuayraNo ratings yet
- Tests For Surface Wellheads and BOP Equipment Used in Operations On Land and Above Water LevelDocument6 pagesTests For Surface Wellheads and BOP Equipment Used in Operations On Land and Above Water Levelahmed121No ratings yet
- Bop TestDocument18 pagesBop Testjairaso2950No ratings yet
- Parveen: Technical ManualDocument16 pagesParveen: Technical ManualDEATH ASSASSIN GAMERNo ratings yet
- Intermediate Inspection CriteriaDocument2 pagesIntermediate Inspection CriteriaKaleem UllahNo ratings yet
- Pressure Safety ValveDocument11 pagesPressure Safety ValveamitpallathNo ratings yet
- Cameron Style Back Pressure Valve Replacement PartsDocument1 pageCameron Style Back Pressure Valve Replacement Partskaveh-bahiraeeNo ratings yet
- QPR0120 Leak Testing Proc.Document3 pagesQPR0120 Leak Testing Proc.ZackTeeKeatTeongNo ratings yet
- Introduction to Coiled Tubing (1-24Document24 pagesIntroduction to Coiled Tubing (1-24SallyCahyatiNo ratings yet
- Part 1 Introduction New PDFDocument12 pagesPart 1 Introduction New PDFRanim HishamNo ratings yet
- Artis 3Document3 pagesArtis 3Hans CohnNo ratings yet
- Air Leak TestDocument2 pagesAir Leak TestWaqas WaqasNo ratings yet
- Safety Alert: Failure of Fabricated Test Blind Flange For Hydrostatic TestingDocument5 pagesSafety Alert: Failure of Fabricated Test Blind Flange For Hydrostatic TestingvietnampetrochemicalNo ratings yet
- TESTINGDocument7 pagesTESTINGSoner Kulte100% (1)
- Testing StandardDocument7 pagesTesting StandardDiego Fernando Pedroza UribeNo ratings yet
- Almansoori Inspection Services: Travelling Block AssemblyDocument2 pagesAlmansoori Inspection Services: Travelling Block AssemblyRanjithNo ratings yet
- Pmi Procedure: Superflow Pumps Pvt. LTDDocument6 pagesPmi Procedure: Superflow Pumps Pvt. LTDashish tiwariNo ratings yet
- Well-Control-Manual-井控手册英文版 - 副本Document50 pagesWell-Control-Manual-井控手册英文版 - 副本OctopusNo ratings yet
- Connections (2018)Document41 pagesConnections (2018)Anang SakraniNo ratings yet
- 0310-HPT Hydrostatic Pressure Test Procedure RADocument6 pages0310-HPT Hydrostatic Pressure Test Procedure RARamakrisnanMeenakshiSundaramRamaNo ratings yet
- Welding Procedure SpecificationDocument2 pagesWelding Procedure SpecificationWaranya Musika100% (1)
- Intermediate Well Control Equipment InspectionDocument4 pagesIntermediate Well Control Equipment InspectionEdwin MP0% (1)
- Acoustic Emission Testing of Pressure Vessel - ASME Section V, ASNT - 24 Feb 2011Document84 pagesAcoustic Emission Testing of Pressure Vessel - ASME Section V, ASNT - 24 Feb 2011concord1103No ratings yet
- Tr-Cme-Hct-0566bfinal-2022 Drill Tech 9 5-8in Eq. 11542633Document4 pagesTr-Cme-Hct-0566bfinal-2022 Drill Tech 9 5-8in Eq. 11542633Tec ReynosaNo ratings yet
- Inspection Procedures On Ds 1Document2 pagesInspection Procedures On Ds 1Chaerul Anwar100% (1)
- Helium Leak TestDocument8 pagesHelium Leak TestHiren Panchal50% (2)
- XLC-S Connector - Product SheetDocument1 pageXLC-S Connector - Product SheetulasNo ratings yet
- 8.2.4 - JSL QMS QP 14 Hydrotest - ProcedureDocument5 pages8.2.4 - JSL QMS QP 14 Hydrotest - ProcedureGbenga MoboladeNo ratings yet
- Hydrostatic Test of Pandi WaterDocument7 pagesHydrostatic Test of Pandi WaterOscar C. GabinayNo ratings yet
- API Gate Valve - WKM Maintenance ManualDocument8 pagesAPI Gate Valve - WKM Maintenance ManualsambhajiNo ratings yet
- RSH C3P 00 PL PR 4121 D2Document29 pagesRSH C3P 00 PL PR 4121 D2shervinyNo ratings yet
- Drillpipe and Bottom Hole Assembly StandardsDocument2 pagesDrillpipe and Bottom Hole Assembly StandardsSasan Abbasi100% (1)
- TCPC Running Manual 2019 Rev BDocument10 pagesTCPC Running Manual 2019 Rev BGouldNo ratings yet
- Astm E1003 PDFDocument3 pagesAstm E1003 PDFJairo Wilches80% (5)
- Astm E515-00Document3 pagesAstm E515-00Jorge ToribioNo ratings yet
- Guidelines For Hydrostatic Leak TeatingDocument4 pagesGuidelines For Hydrostatic Leak TeatingClyde CoopperNo ratings yet
- Pressure Testing Fire Water LineDocument9 pagesPressure Testing Fire Water Linesharif339No ratings yet
- Pressure Test System To Demonstrate Integrity: by Anil Kumar SaxenaDocument47 pagesPressure Test System To Demonstrate Integrity: by Anil Kumar SaxenaThe Engineers EDGE, Coimbatore100% (3)
- Fsa PSJ 701 06 PDFDocument9 pagesFsa PSJ 701 06 PDFAshitava SenNo ratings yet
- Pressure Test - Hydrostatic and Pneumatic Test RequirementsDocument6 pagesPressure Test - Hydrostatic and Pneumatic Test RequirementslorenzoNo ratings yet
- HDPE Testing ProcedureDocument4 pagesHDPE Testing ProcedureaneezmhdNo ratings yet
- Leak Test PDFDocument48 pagesLeak Test PDFdaniel oliveira100% (1)
- Pneumatic Test - Write UpDocument7 pagesPneumatic Test - Write UpDilip0% (1)
- Piping Thickness Calculation (ASME B31.3)Document8 pagesPiping Thickness Calculation (ASME B31.3)got youfour onlinesomNo ratings yet
- D 1599 - 99 Rde1otkDocument3 pagesD 1599 - 99 Rde1otkquick_badNo ratings yet
- Rig DesginDocument25 pagesRig DesginImam PranadipaNo ratings yet
- Astm E1003 - 95 R00Document3 pagesAstm E1003 - 95 R00aan_09100% (1)
- Gita SarDocument17 pagesGita Sarkushal jaitwaniNo ratings yet
- Chronologies Indian History Information About Indian Coins - CurrencyDocument17 pagesChronologies Indian History Information About Indian Coins - Currencyaan_09No ratings yet
- Brahmi Primer Dec 08Document6 pagesBrahmi Primer Dec 08aan_09No ratings yet
- Chronologies Indian History Information About Indian Coins - CurrencyDocument17 pagesChronologies Indian History Information About Indian Coins - Currencyaan_09No ratings yet
- KZ HolidaysDocument1 pageKZ Holidaysaan_09No ratings yet
- Hydraulic Breaker PDFDocument69 pagesHydraulic Breaker PDFRofie Tritho100% (1)
- Saep 1624Document25 pagesSaep 1624Anonymous 4IpmN7OnNo ratings yet
- Impact of Networks Sectorization On Water Pressure Transient in Pipelines - Case Study of Casablanca City, MoroccoDocument20 pagesImpact of Networks Sectorization On Water Pressure Transient in Pipelines - Case Study of Casablanca City, MoroccoBadreddine EssaidiNo ratings yet
- The Pershing Rocket MotorDocument4 pagesThe Pershing Rocket MotorEd Palmer100% (1)
- Section 27 - Ranarex GravitometerDocument20 pagesSection 27 - Ranarex GravitometerhammamiNo ratings yet
- Ham-Let Astava Line of ManifoldsDocument24 pagesHam-Let Astava Line of ManifoldsjcestupinanNo ratings yet
- AIRCRAFT SYSTEMS LAB MANUALDocument28 pagesAIRCRAFT SYSTEMS LAB MANUALKalpit Kaurase100% (1)
- All Systems - ALCO LocoDocument56 pagesAll Systems - ALCO Locochandu mohamedNo ratings yet
- Kubota v3307Document36 pagesKubota v3307Jose Maria Castro Pazos33% (3)
- SM Esie16 02bDocument114 pagesSM Esie16 02bTomás ArrebolaNo ratings yet
- TA2 424D Backhoe Loader RXADocument34 pagesTA2 424D Backhoe Loader RXAahmad adelNo ratings yet
- IbisTechManual1Document42 pagesIbisTechManual1sasabarnicNo ratings yet
- Uponor Montazni Manual EN FIN PDFDocument72 pagesUponor Montazni Manual EN FIN PDFAmar BayasgalanNo ratings yet
- Caterpillar 247, 257, 267, 277 and 287 MultiTerrain Loaders Service Manual PDFDocument156 pagesCaterpillar 247, 257, 267, 277 and 287 MultiTerrain Loaders Service Manual PDFAmy67% (6)
- Unidad de Giro (Orbitrol)Document15 pagesUnidad de Giro (Orbitrol)Francisco CortezNo ratings yet
- DOT Guide 31 Requal Cylinders Revised 5-17-04Document4 pagesDOT Guide 31 Requal Cylinders Revised 5-17-04ariazzzhNo ratings yet
- PT and Fittings Exam 4Document7 pagesPT and Fittings Exam 4Panitan MungsongNo ratings yet
- 514 614 L28 32H Fuel Oil SystemDocument30 pages514 614 L28 32H Fuel Oil SystemFlo MarineNo ratings yet
- Maintenance Autoclave ScheduleDocument2 pagesMaintenance Autoclave Scheduleamanuel waleluNo ratings yet
- FFS 0217 2015 Franklin Fueling Systems Price ListDocument208 pagesFFS 0217 2015 Franklin Fueling Systems Price ListpogisimpatikoNo ratings yet
- Town Gas PRS Quantitative Risk AssessmentDocument81 pagesTown Gas PRS Quantitative Risk AssessmentDavid ColeNo ratings yet
- Store Management GuideDocument85 pagesStore Management GuideDinesh Mudaliar100% (3)
- Cofferdams Uwsh Manual Training & OperationsDocument18 pagesCofferdams Uwsh Manual Training & OperationsBudi SatrioNo ratings yet
- M200-10 (Strainers) PDFDocument16 pagesM200-10 (Strainers) PDFLazzarus Az GunawanNo ratings yet
- MXT ManualDocument40 pagesMXT ManualManuel Hernández OrozNo ratings yet
- SWMS Piling Works RKDocument22 pagesSWMS Piling Works RKrakeshkhanna78100% (3)
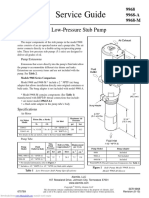
- Service Guide: Low-Pressure Stub PumpDocument10 pagesService Guide: Low-Pressure Stub PumpGer DclNo ratings yet
- Nesl Training ManualDocument91 pagesNesl Training ManualSOUMYA DEEP CHATTERJEENo ratings yet
- 3 - Running The CompletionDocument58 pages3 - Running The CompletionDavide BoreanezeNo ratings yet
- Actuador BaumannDocument16 pagesActuador Baumannnora alicia rangelNo ratings yet