You might also like
- Consideración de Las Disposiciones Legales Y Reglamentarias en La Auditoría de Estados FinancierosDocument7 pagesConsideración de Las Disposiciones Legales Y Reglamentarias en La Auditoría de Estados FinancierosAlexander Chávez BancesNo ratings yet
- TUBERÍASDocument17 pagesTUBERÍASAlexander Chávez BancesNo ratings yet
- ÁNGULOSDocument6 pagesÁNGULOSAlexander Chávez BancesNo ratings yet
- Postes Del NorteDocument6 pagesPostes Del NorteAlexander Chávez BancesNo ratings yet
- Visita Técnica A HidrandinaDocument14 pagesVisita Técnica A HidrandinaAlexander Chávez BancesNo ratings yet
- Universidad Nacional de TrujilloDocument39 pagesUniversidad Nacional de TrujilloAlexander Chávez BancesNo ratings yet
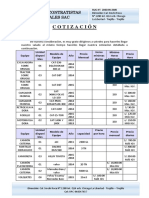
- Cotizacion Maquinaria 1Document2 pagesCotizacion Maquinaria 1Alexander Chávez BancesNo ratings yet
- Visita Técnica A Postes Del NorteDocument20 pagesVisita Técnica A Postes Del NorteAlexander Chávez BancesNo ratings yet
- Proyecto de FísicaDocument8 pagesProyecto de FísicaAlexander Chávez BancesNo ratings yet
- Solucionario Acoplen Aquí 1 1Document11 pagesSolucionario Acoplen Aquí 1 1Alexander Chávez BancesNo ratings yet
- Concepcion Del UniversoDocument9 pagesConcepcion Del UniversoAlexander Chávez BancesNo ratings yet
- Economía Durante El Primer Gobierno de FujimoriDocument18 pagesEconomía Durante El Primer Gobierno de FujimoriAlexander Chávez BancesNo ratings yet
- Economía Durante El Primer Gobierno de FujimoriDocument18 pagesEconomía Durante El Primer Gobierno de FujimoriAlexander Chávez BancesNo ratings yet
- Economia InternacionalDocument10 pagesEconomia InternacionalAlexander Chávez BancesNo ratings yet
- Palacios Gil, Fabrizio - CIRCULO DE VIENADocument11 pagesPalacios Gil, Fabrizio - CIRCULO DE VIENAAlexander Chávez BancesNo ratings yet
- Resumen-Alexander Chávez BancesDocument5 pagesResumen-Alexander Chávez BancesAlexander Chávez BancesNo ratings yet
- Alarcón, Dolly - El RacionalismoDocument20 pagesAlarcón, Dolly - El RacionalismoAlexander Chávez BancesNo ratings yet
- Aguirre Lennin - Revolución FrancesaDocument11 pagesAguirre Lennin - Revolución FrancesaAlexander Chávez BancesNo ratings yet
- Circulo de VienaDocument8 pagesCirculo de VienaAlexander Chávez BancesNo ratings yet
- La Ciencia y La FilosofiaDocument8 pagesLa Ciencia y La FilosofiaAlexander Chávez BancesNo ratings yet
- Hardware y SoftwareDocument21 pagesHardware y SoftwareAlexander Chávez BancesNo ratings yet
- Tecnologia DestructivaDocument7 pagesTecnologia DestructivaAlexander Chávez BancesNo ratings yet
- Gomez, Rosa - Grecia Clásica-Periodo PresocraticoDocument16 pagesGomez, Rosa - Grecia Clásica-Periodo PresocraticoAlexander Chávez BancesNo ratings yet
- Teoria Geocentrica y HeliocentricaDocument10 pagesTeoria Geocentrica y HeliocentricaAlexander Chávez Bances100% (1)
- Karl PopperDocument15 pagesKarl PopperAlexander Chávez BancesNo ratings yet
- Alfaro, Brenda - TEORIADocument4 pagesAlfaro, Brenda - TEORIAAlexander Chávez BancesNo ratings yet
- Gomez, Rosa - Grecia Clásica-Periodo PresocraticoDocument16 pagesGomez, Rosa - Grecia Clásica-Periodo PresocraticoAlexander Chávez BancesNo ratings yet
- Alarcón, Dolly - El RacionalismoDocument20 pagesAlarcón, Dolly - El RacionalismoAlexander Chávez BancesNo ratings yet
- Aguirre Lennin - Revolución FrancesaDocument11 pagesAguirre Lennin - Revolución FrancesaAlexander Chávez BancesNo ratings yet
- Objetivos y disciplinas de la ergonomíaDocument4 pagesObjetivos y disciplinas de la ergonomíaMariaFernandaGonzalezNo ratings yet
- NORMASDocument59 pagesNORMASJose Luis Pinto ReyesNo ratings yet
- CCE. Unidad 2.2a - 1s2020Document13 pagesCCE. Unidad 2.2a - 1s2020Juan Flores SanchezNo ratings yet
- Ingeniería de Mantenimiento: Mg. Ing. Adelmo A. Ramos MartínezDocument15 pagesIngeniería de Mantenimiento: Mg. Ing. Adelmo A. Ramos MartínezALARCON MAURICIO JORGE SEBASTIANNo ratings yet
- LIBRO - INGEMAN - APROXIMACIÓN A LA CONFIABILIDAD - Aplicaciones Practicas PDFDocument404 pagesLIBRO - INGEMAN - APROXIMACIÓN A LA CONFIABILIDAD - Aplicaciones Practicas PDFFreeLatinBird100% (2)
- AustraliaDocument71 pagesAustraliaMayke OchoaNo ratings yet
- ExtraterrestresDocument2 pagesExtraterrestresJohuany Q saezNo ratings yet
- 2361im 20151 ING DE MATERIALES MODELO DE EXAMEN DE LA UNADocument6 pages2361im 20151 ING DE MATERIALES MODELO DE EXAMEN DE LA UNAvincent leeNo ratings yet
- Diapositivas Unidad #2 - Clase 6 - 7Document21 pagesDiapositivas Unidad #2 - Clase 6 - 7Ceci SaavedraNo ratings yet
- Resumen Eje Cera BNDocument49 pagesResumen Eje Cera BNsermucomNo ratings yet
- Manual de Practicas de ATPDraw PDFDocument12 pagesManual de Practicas de ATPDraw PDFMarco C. PumaNo ratings yet
- Guerrero Isuiza Linda Susan y Córdova Calle Julio César - TesisDocument174 pagesGuerrero Isuiza Linda Susan y Córdova Calle Julio César - Tesisjhonatan fasanando tenazoaNo ratings yet
- Ingeniería Sismica de EstructurasDocument5 pagesIngeniería Sismica de EstructurasAlvaro Torrez OssioNo ratings yet
- Transformadores Secos Encapsulados ResinaDocument8 pagesTransformadores Secos Encapsulados ResinaROLANDO CFNo ratings yet
- Diseño de Mezcla - 210 - Cemento Tipo VDocument5 pagesDiseño de Mezcla - 210 - Cemento Tipo VOscarNo ratings yet
- Estudio Del Sector - Adecuaciones Locativas Piso 6Document44 pagesEstudio Del Sector - Adecuaciones Locativas Piso 6Francisco MezaNo ratings yet
- CARATULADocument1 pageCARATULAshanks_teragui_7No ratings yet
- Planos XochitepecDocument41 pagesPlanos Xochitepectania hernandez100% (1)
- Análisis de adherencia en morteros para repelloDocument179 pagesAnálisis de adherencia en morteros para repelloMario Martinez CarranzaNo ratings yet
- Guía - Aprendizaje - Costos y Presupuestos - Semana N°10 - 2021-IDocument11 pagesGuía - Aprendizaje - Costos y Presupuestos - Semana N°10 - 2021-IAnthony Fernandez HerreraNo ratings yet
- NMX B 072 1986Document11 pagesNMX B 072 1986evelazNo ratings yet
- Cuaderno Del ProfesorDocument34 pagesCuaderno Del Profesorkiko2007No ratings yet
- Curso Diseno y Confeccion de Muebles en Melamina G 11DIC21Document8 pagesCurso Diseno y Confeccion de Muebles en Melamina G 11DIC21AmeiouNo ratings yet
- Cuadrillas-construcción-mano-obraDocument19 pagesCuadrillas-construcción-mano-obraaderjmcNo ratings yet
- 100000G47T CalculoparalaTomadeDecisionesDocument4 pages100000G47T CalculoparalaTomadeDecisionesHector Aliaga TantavilcaNo ratings yet
- Informe Validar Material OriginalDocument12 pagesInforme Validar Material OriginalMario TiconaNo ratings yet
- Portafolio de Ingenieria Del SoftwareDocument16 pagesPortafolio de Ingenieria Del SoftwareDavid SampedroNo ratings yet
- Rehabilitación de pavimentos en ArequipaDocument11 pagesRehabilitación de pavimentos en ArequipaRenzo Gonzalo Gonzalo100% (1)
- 01 TPPolarizacion2022Document4 pages01 TPPolarizacion2022SoydebocahastalamuerteNo ratings yet
- Expedientes Tecnicos-UcvDocument66 pagesExpedientes Tecnicos-UcvMarcOz Quiñones LojaNo ratings yet