You might also like
- Robot Cell Design and ControlDocument30 pagesRobot Cell Design and Controlnandkishor joshi67% (3)
- Design of Robot-Centered CellDocument7 pagesDesign of Robot-Centered CellRachnaNo ratings yet
- Robot Cell DesignDocument18 pagesRobot Cell DesignShione T Mundawarara57% (7)
- Robotics Lab Manual FinalDocument39 pagesRobotics Lab Manual FinalSanthosh100% (4)
- Robot Cell DesignDocument25 pagesRobot Cell Designnandkishor joshi100% (1)
- 5th ModuleDocument23 pages5th ModuleJayasmita DasNo ratings yet
- MTech Robotics Lab Manual for Vaishnavi InstituteDocument26 pagesMTech Robotics Lab Manual for Vaishnavi InstituteAbhijeet Sahu100% (3)
- Leadthrough Programming and Motion InterpolationDocument18 pagesLeadthrough Programming and Motion Interpolationyashbhoyar60% (5)
- Robotics Fulll 2&16 Marks With AnswerDocument64 pagesRobotics Fulll 2&16 Marks With AnswerChandra SekarNo ratings yet
- 2 Marks Question & AnswerDocument9 pages2 Marks Question & AnswerShanmuga PriyaNo ratings yet
- Robotics - Machine Loading and UnloadingDocument24 pagesRobotics - Machine Loading and UnloadingKesavant Tkesavan0% (1)
- EE2023-Robotics and Automation PDFDocument13 pagesEE2023-Robotics and Automation PDFveerapandianNo ratings yet
- Robotics Interview Questions and AnswersDocument15 pagesRobotics Interview Questions and AnswersgopichandallakaNo ratings yet
- Detroit Type of AutomationDocument73 pagesDetroit Type of Automationvinay846458% (12)
- Solution Manual For Fundamentals of Mechatronics 1st Edition by JouanehDocument2 pagesSolution Manual For Fundamentals of Mechatronics 1st Edition by Jouaneha572913731100% (1)
- UNIT 4 MechatronicsDocument21 pagesUNIT 4 MechatronicsMuthuvel M100% (1)
- Robotics - Lecture Notes, Study Material and Important Questions, AnswersDocument7 pagesRobotics - Lecture Notes, Study Material and Important Questions, AnswersM.V. TV50% (2)
- Unit 1: 6 HRS: Introduction: Basic Concepts, Laws of Robotics, RobotDocument69 pagesUnit 1: 6 HRS: Introduction: Basic Concepts, Laws of Robotics, Robotvithal100% (1)
- 4 Robot Programming Methods ExplainedDocument2 pages4 Robot Programming Methods ExplainedSyedZameer100% (1)
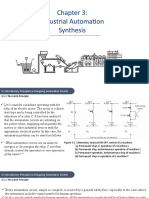
- Chapter3-Industrial Automation SynthesisDocument36 pagesChapter3-Industrial Automation SynthesisThuan HuynhNo ratings yet
- Power Point Presentation On Robotics and ApplicationsDocument27 pagesPower Point Presentation On Robotics and Applicationsdeepika_164100% (3)
- RObotics and Automation Question Bank AnDocument19 pagesRObotics and Automation Question Bank AnSharmila83No ratings yet
- Robot End EffectorDocument25 pagesRobot End EffectorRakeshSainiNo ratings yet
- ROBOTICS TITLEDocument10 pagesROBOTICS TITLEMansi PatelNo ratings yet
- Robot ConfigurationsDocument12 pagesRobot ConfigurationsNani Kumar100% (3)
- Project Report On Obstacle Avoiding RobotDocument8 pagesProject Report On Obstacle Avoiding RobotAmit Chakraborty50% (12)
- Two Marks Questions - Doc-MechatronicsDocument12 pagesTwo Marks Questions - Doc-MechatronicsNagammaieie88% (8)
- Chapter 2 - Robot KinematicsDocument35 pagesChapter 2 - Robot KinematicsShitnu SuwanNo ratings yet
- Classification of NCDocument9 pagesClassification of NCAmarnadh60% (5)
- Work Volume of RobotDocument4 pagesWork Volume of RobotSyedZameer100% (4)
- Lecture Notes On CNCDocument125 pagesLecture Notes On CNCniteen_mulmule48580% (5)
- UNIT 1 MechatronicsDocument15 pagesUNIT 1 MechatronicsMuthuvel M82% (17)
- ME8791 Mechatronics 01 - by WWW - Learnengineering.inDocument125 pagesME8791 Mechatronics 01 - by WWW - Learnengineering.inLAKKANABOINA LAKSHMANARAONo ratings yet
- Chapter 7 Robot and Other Motion Control SystemsDocument15 pagesChapter 7 Robot and Other Motion Control SystemsMohith SNo ratings yet
- MCQ Robotics Fundamentals TestDocument5 pagesMCQ Robotics Fundamentals TestNel Sweetie0% (1)
- Robotic SensorsDocument30 pagesRobotic Sensorsmanoj50% (4)
- Final Project Report PDFDocument83 pagesFinal Project Report PDFDigvijayNo ratings yet
- Self Healing Robots - Seminar ReportDocument33 pagesSelf Healing Robots - Seminar ReportVishnu Ravindran60% (10)
- Prash - ROBOTIC VISIONDocument38 pagesPrash - ROBOTIC VISIONpreethu02100% (1)
- Design and Implementation of a Low-Cost SCARA RobotDocument52 pagesDesign and Implementation of a Low-Cost SCARA RobotMustafaMir100% (2)
- Robotics 2markDocument14 pagesRobotics 2markisirajudeen17No ratings yet
- Unit I Fundamentals of Robot PDFDocument12 pagesUnit I Fundamentals of Robot PDFAkash Prasanth100% (1)
- UNIT 3 MechatronicsDocument38 pagesUNIT 3 MechatronicsMuthuvel M67% (6)
- IV BTech I Semester CAD/CAM Exam QuestionsDocument4 pagesIV BTech I Semester CAD/CAM Exam QuestionsMD KHALEELNo ratings yet
- PLC Railways Accident Avoiding SystemDocument4 pagesPLC Railways Accident Avoiding SystemNivedhan Gandhi100% (2)
- PLC Operated Cutting MachineDocument9 pagesPLC Operated Cutting MachineIJRASETPublicationsNo ratings yet
- Robotics Fulll 2 16 Marks With AnswerDocument57 pagesRobotics Fulll 2 16 Marks With AnswerSiva RamanNo ratings yet
- MT6603 DMS Unt 3 PDFDocument39 pagesMT6603 DMS Unt 3 PDFKarthi KeyanNo ratings yet
- rOBOTICS NOTESDocument14 pagesrOBOTICS NOTESdsathiya100% (4)
- Industrial Robotic Arm Report SummaryDocument19 pagesIndustrial Robotic Arm Report SummaryKshitij BandarNo ratings yet
- Line Follower Robot ProjectDocument45 pagesLine Follower Robot ProjectJeffery YipNo ratings yet
- An Introduction To Robotic ManipulatorsDocument29 pagesAn Introduction To Robotic ManipulatorsAyush_Rai_2506No ratings yet
- Major Synopsis On Hydraulic ArmDocument7 pagesMajor Synopsis On Hydraulic ArmPrashant Balhara0% (2)
- PLC & Scada Lab Manual (Part-1)Document33 pagesPLC & Scada Lab Manual (Part-1)Pavan Deshpande70% (10)
- Unit 1 INTRODUCTION TO MECHATRONICS SYSTEM DESIGNDocument8 pagesUnit 1 INTRODUCTION TO MECHATRONICS SYSTEM DESIGN9740177035100% (1)
- Chapter 7 Numerical Control and Industrial RoboticsDocument53 pagesChapter 7 Numerical Control and Industrial RoboticsYousab CreatorNo ratings yet
- Robot CellDocument14 pagesRobot CellAthiraNo ratings yet
- High-Efficiency Weld Robots Reduce Collision and Waiting TimeDocument8 pagesHigh-Efficiency Weld Robots Reduce Collision and Waiting Timejose rosasNo ratings yet
- Literature Review UpdateDocument14 pagesLiterature Review Updatetlili mohamed aliNo ratings yet
- CH 1-OverviewDocument58 pagesCH 1-OverviewMohamed AbdullahiNo ratings yet
- Canoe/Canalyzer Activation & Installation: Version 15 Sp3 EnglishDocument78 pagesCanoe/Canalyzer Activation & Installation: Version 15 Sp3 EnglishabhishekNo ratings yet
- 07 Formula SAEWEBDocument38 pages07 Formula SAEWEBKushal LokeshNo ratings yet
- Important manual for electronic shifting systemDocument18 pagesImportant manual for electronic shifting systemabhishekNo ratings yet
- Wave Quick ReferenceDocument63 pagesWave Quick ReferenceabhishekNo ratings yet
- 07 Formula SAEWEBDocument38 pages07 Formula SAEWEBKushal LokeshNo ratings yet
- Calculation of The Tail-Pipe Noise of Exhaust Systems With WaveDocument9 pagesCalculation of The Tail-Pipe Noise of Exhaust Systems With WaveabhishekNo ratings yet
- Impact Attenuator CalculationsDocument3 pagesImpact Attenuator CalculationsabhishekNo ratings yet
- Mark Claywell, Donald Horkheimer and Garrett StockburgerDocument23 pagesMark Claywell, Donald Horkheimer and Garrett StockburgerabhishekNo ratings yet
- Duke 390 Repair Manual (Full Version - 204pages) PDFDocument204 pagesDuke 390 Repair Manual (Full Version - 204pages) PDFEliteproto85100% (5)
- ODU Formula SAE Midterm F12 FinalDocument63 pagesODU Formula SAE Midterm F12 FinalabhishekNo ratings yet
- Synopsis 7th Sem FormatDocument3 pagesSynopsis 7th Sem FormatabhishekNo ratings yet
- Kinematic Analysis of Stanford ArmDocument31 pagesKinematic Analysis of Stanford ArmabhishekNo ratings yet
- Wire EDM PDFDocument5 pagesWire EDM PDFabhishekNo ratings yet
- Water Jet MachiningDocument4 pagesWater Jet MachiningabhishekNo ratings yet
- 1 s2.0 S2211812814000200 MainDocument7 pages1 s2.0 S2211812814000200 MainAbhishek VermaNo ratings yet
- Wire EDMDocument5 pagesWire EDMabhishekNo ratings yet
- Automotive EnginesDocument38 pagesAutomotive EnginesWinaponNo ratings yet
- History Class6 TN BoardDocument53 pagesHistory Class6 TN BoardPragun JhaNo ratings yet
- Getting StarteDocument24 pagesGetting StarteshimulipeNo ratings yet
- Abaqus Interaction TutorialDocument13 pagesAbaqus Interaction TutorialhasibNo ratings yet
- What Is AbaqusDocument41 pagesWhat Is AbaqusmshambooliNo ratings yet
- Swatchh Bharat AbhiyanDocument13 pagesSwatchh Bharat AbhiyanHRISHI SHARMANo ratings yet
- Antennas Since Hertz and MarconiDocument7 pagesAntennas Since Hertz and MarconiTaiwo Ayodeji100% (1)
- Crew Served WeaponsDocument11 pagesCrew Served WeaponsKyle Fagin100% (1)
- Air Arms S400 EXPDocument3 pagesAir Arms S400 EXPapi-3695814No ratings yet
- Garlic Benefits - Can Garlic Lower Your Cholesterol?Document4 pagesGarlic Benefits - Can Garlic Lower Your Cholesterol?Jipson VargheseNo ratings yet
- 07 Raction KineticsDocument43 pages07 Raction KineticsestefanoveiraNo ratings yet
- House Designs, QHC, 1950Document50 pagesHouse Designs, QHC, 1950House Histories100% (8)
- Gauss Contest: Grade 8Document4 pagesGauss Contest: Grade 8peter100% (1)
- Nickel-Metal Hydride Battery Safety Data SheetDocument8 pagesNickel-Metal Hydride Battery Safety Data SheetYeong WheeNo ratings yet
- Update On The Management of Acute Pancreatitis.52Document7 pagesUpdate On The Management of Acute Pancreatitis.52Sebastian DeMarinoNo ratings yet
- Coleman Product PageDocument10 pagesColeman Product Pagecarlozz_96No ratings yet
- مقدمةDocument5 pagesمقدمةMahmoud MadanyNo ratings yet
- Panasonic 2012 PDP Troubleshooting Guide ST50 ST Series (TM)Document39 pagesPanasonic 2012 PDP Troubleshooting Guide ST50 ST Series (TM)Gordon Elder100% (5)
- Current Relays Under Current CSG140Document2 pagesCurrent Relays Under Current CSG140Abdul BasitNo ratings yet
- JK Paper Q4FY11 Earnings Call TranscriptDocument10 pagesJK Paper Q4FY11 Earnings Call TranscriptkallllllooooNo ratings yet
- Stability Calculation of Embedded Bolts For Drop Arm Arrangement For ACC Location Inside TunnelDocument7 pagesStability Calculation of Embedded Bolts For Drop Arm Arrangement For ACC Location Inside TunnelSamwailNo ratings yet
- Elevator Traction Machine CatalogDocument24 pagesElevator Traction Machine CatalogRafif100% (1)
- Liquid Out, Temperature 25.5 °C Tube: M/gs P / WDocument7 pagesLiquid Out, Temperature 25.5 °C Tube: M/gs P / WGianra RadityaNo ratings yet
- O2 Orthodontic Lab Catalog PDFDocument20 pagesO2 Orthodontic Lab Catalog PDFplayer osamaNo ratings yet
- Basic First AidDocument31 pagesBasic First AidMark Anthony MaquilingNo ratings yet
- 1"a Study On Employee Retention in Amara Raja Power Systems LTDDocument81 pages1"a Study On Employee Retention in Amara Raja Power Systems LTDJerome Samuel100% (1)
- 07.03.09 Chest Physiotherapy PDFDocument9 pages07.03.09 Chest Physiotherapy PDFRakesh KumarNo ratings yet
- Monster of The Week Tome of Mysteries PlaybooksDocument10 pagesMonster of The Week Tome of Mysteries PlaybooksHyperLanceite XNo ratings yet
- Chapter 10 AP GP PDFDocument3 pagesChapter 10 AP GP PDFGeorge ChooNo ratings yet
- Quaternary Protoberberine Alkaloids (Must Read)Document26 pagesQuaternary Protoberberine Alkaloids (Must Read)Akshay AgnihotriNo ratings yet
- Indian Patents. 232467 - THE SYNERGISTIC MINERAL MIXTURE FOR INCREASING MILK YIELD IN CATTLEDocument9 pagesIndian Patents. 232467 - THE SYNERGISTIC MINERAL MIXTURE FOR INCREASING MILK YIELD IN CATTLEHemlata LodhaNo ratings yet
- Descripcion Unidad 9, Dos CiudadesDocument13 pagesDescripcion Unidad 9, Dos CiudadesGabriela ValderramaNo ratings yet
- Project Binder 2Document23 pagesProject Binder 2Singh DhirendraNo ratings yet
- VT6050 VT6010 QuickGuide ENDocument19 pagesVT6050 VT6010 QuickGuide ENPriyank KumarNo ratings yet
- Lyceum of The Philippines University Cavite Potential of Peanut Hulls As An Alternative Material On Making Biodegradable PlasticDocument13 pagesLyceum of The Philippines University Cavite Potential of Peanut Hulls As An Alternative Material On Making Biodegradable PlasticJayr Mercado0% (1)