You might also like
- UF1216 - Mantenimiento de sistemas auxiliares del motor de ciclo ottoFrom EverandUF1216 - Mantenimiento de sistemas auxiliares del motor de ciclo ottoRating: 4 out of 5 stars4/5 (4)
- Practicas 1 - 10 - Neumatica - Tma - SGJDDocument20 pagesPracticas 1 - 10 - Neumatica - Tma - SGJDalejandro100% (3)
- Guía Rápida de DriveDocument11 pagesGuía Rápida de DriveRoger YvánNo ratings yet
- Análisis de seguridad de trabajoDocument2 pagesAnálisis de seguridad de trabajojose cortesNo ratings yet
- Mando de cilindros neumáticosDocument13 pagesMando de cilindros neumáticosLuis Angel MV0% (1)
- Mezclado RaDocument13 pagesMezclado Rarufinius100% (2)
- Frenado DinamicoDocument14 pagesFrenado DinamicoLindbergh キラ Marquez0% (1)
- Bomba de ConcretoDocument16 pagesBomba de ConcretoAndres CordobaNo ratings yet
- Actividad Núcleo 3 Análisis y Mejoramiento de ProcesoDocument5 pagesActividad Núcleo 3 Análisis y Mejoramiento de Procesoabraham padillaNo ratings yet
- Codigos para Controlador FanucDocument58 pagesCodigos para Controlador FanucXLauritax TkNo ratings yet
- Secadores de Bandejas o CharolasDocument10 pagesSecadores de Bandejas o Charolasluiscova100% (1)
- RosetasDocument5 pagesRosetasEdDy LlanoNo ratings yet
- Sistema Comunicación Industrial Avanzada PLC TIADocument40 pagesSistema Comunicación Industrial Avanzada PLC TIADaniel CardenasNo ratings yet
- Ejercicio 1 CorregidoDocument3 pagesEjercicio 1 CorregidoAndresNo ratings yet
- Laboratorio N°5-NeumaticaDocument23 pagesLaboratorio N°5-NeumaticaRobinPintoNo ratings yet
- Sistema NeumáticoDocument4 pagesSistema NeumáticoAngie GonzalezNo ratings yet
- NeumaticaDocument3 pagesNeumaticaFreddy Soto RieraNo ratings yet
- Laboratorio 2Document10 pagesLaboratorio 2Johan Andres Pinzon CastilloNo ratings yet
- Informe Neumantica 1Document17 pagesInforme Neumantica 1CRISTIAN DANILO CORSO GARAYNo ratings yet
- TALLER No. 2Document7 pagesTALLER No. 2YERIXON HAMIR LUNA MELO100% (1)
- Tarea 1 (Tolva de Doble Compuerta) Controles Electrico IIDocument12 pagesTarea 1 (Tolva de Doble Compuerta) Controles Electrico IIOmar SantosNo ratings yet
- Informe 4 Mandos SecuencialesDocument10 pagesInforme 4 Mandos Secuencialesmarix120% (2)
- Ejercicio 13Document6 pagesEjercicio 13RobinPintoNo ratings yet
- Informe Actividad No 3Document7 pagesInforme Actividad No 3johana navarroNo ratings yet
- Neumatica IDocument3 pagesNeumatica IAnonymous OcP7gvQ7No ratings yet
- Practicas 8feb19Document15 pagesPracticas 8feb19William García Alcudia100% (1)
- Mando neumático directo de cilindroDocument9 pagesMando neumático directo de cilindroluis20101No ratings yet
- Automatismos Neumáticos 1 PDFDocument9 pagesAutomatismos Neumáticos 1 PDFjjoaquinNo ratings yet
- Practica 8Document7 pagesPractica 8Villoria AlbertoNo ratings yet
- Circuito neumático automático cilindrosDocument12 pagesCircuito neumático automático cilindrosKevin Alexander Ortega0% (1)
- Electroneumatica y PLCDocument12 pagesElectroneumatica y PLCAbimelet Criado VargasNo ratings yet
- Practica 9 NeumaticaDocument7 pagesPractica 9 Neumaticaadolfo alejandro gutierrez torresNo ratings yet
- Practica 4Document5 pagesPractica 4Sofia MartinezNo ratings yet
- UT - 2 - Desarrollo de Sistemas Neumáticos e HidráulicosDocument64 pagesUT - 2 - Desarrollo de Sistemas Neumáticos e HidráulicosfilipiousNo ratings yet
- Guia Práctica Número 1Document8 pagesGuia Práctica Número 1Santi SarangoNo ratings yet
- ScanDocument10 pagesScanluis piscoyaNo ratings yet
- Agustín Xiaodong de La Torre Franco - Ejercicio 10 Neumatica BásicaDocument3 pagesAgustín Xiaodong de La Torre Franco - Ejercicio 10 Neumatica Básicaagustin.xiaodong.delatorre.francoNo ratings yet
- Manual UsuarioDocument39 pagesManual UsuarioDaniel Antonio BenitezNo ratings yet
- 2008 Chevrolet Optra TransmisionDocument13 pages2008 Chevrolet Optra TransmisionAaronNo ratings yet
- Entregable 01 de NeumaticaDocument10 pagesEntregable 01 de NeumaticaDayana Jara MorenoNo ratings yet
- Taller Neumatica 2Document5 pagesTaller Neumatica 2RICARDO ANTONIO MARTINEZ SANTANANo ratings yet
- Guia de Neumatica (2022)Document13 pagesGuia de Neumatica (2022)Genesis GironNo ratings yet
- Informe de Laboratorio 2Document24 pagesInforme de Laboratorio 2KATHERINE ALEJANDRA ARANGO BUITRAGONo ratings yet
- Quince Na 10Document29 pagesQuince Na 10MiguelNo ratings yet
- Unisold 750 Manual en SpanishDocument23 pagesUnisold 750 Manual en SpanishMartinez JonathanNo ratings yet
- Informe EmpacadoraDocument18 pagesInforme EmpacadoraGeorge PerezNo ratings yet
- Practicas 1 - 10 - Neumatica - Tma - SGJD PDFDocument20 pagesPracticas 1 - 10 - Neumatica - Tma - SGJD PDFalejandro0% (1)
- Manual de Practicas Neumatica Nivel BasicoDocument9 pagesManual de Practicas Neumatica Nivel BasicoIng David Flores HernándezNo ratings yet
- Ciclo Combinado Secuencial de Tres CilindrosDocument5 pagesCiclo Combinado Secuencial de Tres CilindrosAndree De la CruzNo ratings yet
- LAB 2 Rojas y QuispeDocument9 pagesLAB 2 Rojas y QuispeMaycol Manuel Rojas VenturaNo ratings yet
- 11informe electroneumaticaCCCDocument11 pages11informe electroneumaticaCCCamas852No ratings yet
- Práctica 7Document8 pagesPráctica 7Alejandro RayaNo ratings yet
- Practica 5 NeumaticaDocument6 pagesPractica 5 NeumaticaFernandaMartínezVázquezNo ratings yet
- Practica de Reconocimiento Del Módulo de Trabajo-FusionadoDocument4 pagesPractica de Reconocimiento Del Módulo de Trabajo-Fusionadofreddyx20012345No ratings yet
- Ejemplos de Análisis y Síntesis de Problemas de NeumáticaDocument4 pagesEjemplos de Análisis y Síntesis de Problemas de NeumáticaAlvaro Villalba TorresNo ratings yet
- Labo 2 ImprimirDocument7 pagesLabo 2 ImprimirjhonpaquitaNo ratings yet
- Manual Operadora Máquina Seccionadora de CabezasDocument8 pagesManual Operadora Máquina Seccionadora de CabezasCarlos Del Castillo AyoraNo ratings yet
- PSA. Resumen 1 EvalDocument6 pagesPSA. Resumen 1 EvallacuentaparaelserverrpNo ratings yet
- Heras Coraisaca Practica 4Document8 pagesHeras Coraisaca Practica 4Luis Mario Heras LoayzaNo ratings yet
- Práctica3 GonzálezGonzálezDocument5 pagesPráctica3 GonzálezGonzálezMario GonzalezNo ratings yet
- Informe Vi ElectroneumaticaDocument18 pagesInforme Vi ElectroneumaticaRogerLujerioAguilarNo ratings yet
- Reporte Práctica 4 Equipo 5Document20 pagesReporte Práctica 4 Equipo 5Oscar LopezNo ratings yet
- Práctica 4 Distribuidor Vertical de LadrillosDocument6 pagesPráctica 4 Distribuidor Vertical de LadrillosJuanCruzZamoraNo ratings yet
- Diseño de Un Sistema Neumático Por Método SistemáticoDocument7 pagesDiseño de Un Sistema Neumático Por Método SistemáticoANGIE DANIELA AYALA NUÑEZNo ratings yet
- Sistemas neumáticos: elementos, estructura y generación de aire comprimidoDocument34 pagesSistemas neumáticos: elementos, estructura y generación de aire comprimidoDvsergio97No ratings yet
- Problemario Myo 2023Document4 pagesProblemario Myo 2023Diego JosNo ratings yet
- Informe Practica 1Document5 pagesInforme Practica 1ANTONY ARIEL UQUILLAS PARRANo ratings yet
- 3 Uso de La Valvula Selectora de CircuitoDocument9 pages3 Uso de La Valvula Selectora de CircuitoAlberto RoblesNo ratings yet
- Equipetrol Manual VMP IntegralDocument13 pagesEquipetrol Manual VMP Integraladolf07No ratings yet
- SoftwareProsp ESDocument8 pagesSoftwareProsp ESEdDy LlanoNo ratings yet
- Cuadricula RanaDocument1 pageCuadricula RanaEdDy Llano75% (4)
- Concept Turn 60Document4 pagesConcept Turn 60EdDy LlanoNo ratings yet
- Fuentes de EnergíaDocument2 pagesFuentes de EnergíaEdDy LlanoNo ratings yet
- Diseño y Evaluacion PerfilDocument12 pagesDiseño y Evaluacion PerfilEdDy LlanoNo ratings yet
- Ecuación en DiferenciaDocument5 pagesEcuación en DiferenciaEdDy LlanoNo ratings yet
- Clasificaicion de RobotsDocument7 pagesClasificaicion de RobotsEdDy LlanoNo ratings yet
- Caratula AutoDocument1 pageCaratula AutoEdDy LlanoNo ratings yet
- Ecuación en DiferenciaDocument5 pagesEcuación en DiferenciaEdDy LlanoNo ratings yet
- Openlab Configuración Automática SpaDocument9 pagesOpenlab Configuración Automática SpaEdDy LlanoNo ratings yet
- Solución de Ecuaciones en DiferenciaDocument2 pagesSolución de Ecuaciones en DiferenciaEdDy LlanoNo ratings yet
- Características de Las Empresas FamiliaresDocument7 pagesCaracterísticas de Las Empresas FamiliaresVaNe ChIki PrezIosaNo ratings yet
- Programacion PLCDocument9 pagesProgramacion PLCEdDy LlanoNo ratings yet
- Energia GeotermicaDocument8 pagesEnergia GeotermicaEdDy LlanoNo ratings yet
- Normas Formulación Proye - GraduaciónDocument18 pagesNormas Formulación Proye - GraduaciónRicardo Fernandez PalloNo ratings yet
- Filtros CIRCUITOSDocument4 pagesFiltros CIRCUITOSEdDy LlanoNo ratings yet
- Consulta de FrenadosDocument10 pagesConsulta de FrenadosEdDy LlanoNo ratings yet
- Coordenadas CilindricasDocument8 pagesCoordenadas CilindricasEdDy LlanoNo ratings yet
- FotoacopladorDocument6 pagesFotoacopladorRUBENNo ratings yet
- Ejercicios MatlabDocument13 pagesEjercicios MatlabEdDy Llano0% (1)
- GrafcetDocument19 pagesGrafcetAndrés MercadoNo ratings yet
- Ecuacion Con LabviewDocument2 pagesEcuacion Con LabviewEdDy LlanoNo ratings yet
- EngranajeRectoDocument5 pagesEngranajeRectoEdDy Llano100% (1)
- El Contactor ElectromagnéticoDocument22 pagesEl Contactor ElectromagnéticoEdDy LlanoNo ratings yet
- ControlIndusDocument11 pagesControlIndusEdDy LlanoNo ratings yet
- Seguridad Informática y RedesDocument6 pagesSeguridad Informática y RedesEpictetoGabineteDeAtenciónPsicológicaNo ratings yet
- 2017 Manual OfflineDocument15 pages2017 Manual OfflinePedro SaitNo ratings yet
- Windows FormDocument49 pagesWindows FormYessenia AntunezNo ratings yet
- AUTOMATION STUDIO Guía de Inicio Rápido - Neumática (Estándar JIC) - ESDocument9 pagesAUTOMATION STUDIO Guía de Inicio Rápido - Neumática (Estándar JIC) - ESJulio MezaNo ratings yet
- Trazabilidad-Justo A TiempoDocument31 pagesTrazabilidad-Justo A TiempoSergio Gutiérrez Di FilippoNo ratings yet
- Situación de Las Empresas en Colombia y El Papel Que Desempeñan Los Administradores de Empresas en El País.Document13 pagesSituación de Las Empresas en Colombia y El Papel Que Desempeñan Los Administradores de Empresas en El País.NataliaPerezNo ratings yet
- PB U1 L4 Describir Pseudocodigo PDFDocument17 pagesPB U1 L4 Describir Pseudocodigo PDFDavid MartinezNo ratings yet
- Actividad Grupal Fase 3Document2 pagesActividad Grupal Fase 3Cristhian ArenasNo ratings yet
- Módulo ProyectosDocument5 pagesMódulo ProyectosAydee Lizeth Mamani DonaireNo ratings yet
- Libro SociosferaDocument227 pagesLibro SociosferafedreNo ratings yet
- Cabase Expoagro - Smartag LORAWANDocument25 pagesCabase Expoagro - Smartag LORAWANWilliamssoftnet ApzNo ratings yet
- Mapa Conceptual de Microsoft WordDocument8 pagesMapa Conceptual de Microsoft WordYasmani TrejoNo ratings yet
- Respuesta Foro 2 Innovar o MorirDocument3 pagesRespuesta Foro 2 Innovar o Morirlicettez100% (1)
- Centrífugas, Secadores-Enfriadores para La Industria en Hispano AméricaDocument6 pagesCentrífugas, Secadores-Enfriadores para La Industria en Hispano AméricaRafael León TomásNo ratings yet
- Interoperabilidad SintácticaDocument2 pagesInteroperabilidad SintácticajennifermolinNo ratings yet
- Electricidad Basica Exposicion PDFDocument25 pagesElectricidad Basica Exposicion PDFEdwin CañonNo ratings yet
- Caso 5 - Zilkha FinalDocument20 pagesCaso 5 - Zilkha FinalIván Calderón0% (1)
- Guia de Aplicación DV7 - Direccionalidad de Sags PDFDocument1 pageGuia de Aplicación DV7 - Direccionalidad de Sags PDFJhon Sanchez ChNo ratings yet
- Informe mensual de gestión ambiental y SST de obra de construcciónDocument26 pagesInforme mensual de gestión ambiental y SST de obra de construcciónjuan gustavoNo ratings yet
- Láminas Road Map de TI Q1 2022Document1 pageLáminas Road Map de TI Q1 2022FRANKLIN ARGENIS DAVILA CASTRONo ratings yet
- Actividad 4 Word.Document3 pagesActividad 4 Word.Rangel RojasNo ratings yet
- A - H.SSO - PTS.003 - Montaje y Desmontaje de Cañerias y EstructurasDocument10 pagesA - H.SSO - PTS.003 - Montaje y Desmontaje de Cañerias y EstructurasJorge AlvearNo ratings yet
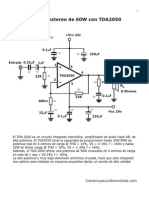
- Amplificador 60w Con Tda2050Document8 pagesAmplificador 60w Con Tda2050david100% (1)
- 2a Parte Apuntes Tendencias de La Administración.Document28 pages2a Parte Apuntes Tendencias de La Administración.Guadalupe CortesNo ratings yet