You might also like
- Rote Estudiantes Emprender Febrero 2023Document2 pagesRote Estudiantes Emprender Febrero 2023estefania cabreraNo ratings yet
- Autorizacion Consulta en Centrales de RiesgoDocument1 pageAutorizacion Consulta en Centrales de Riesgoestefania cabreraNo ratings yet
- Seguimiento de PracticaDocument2 pagesSeguimiento de Practicaestefania cabreraNo ratings yet
- Listado para Practicas - Ese TuquerresDocument1 pageListado para Practicas - Ese Tuquerresestefania cabreraNo ratings yet
- ESCOLME Contaduria PublicaDocument2 pagesESCOLME Contaduria Publicaestefania cabreraNo ratings yet
- Farmacología y Toxicología Abril 8 de 2019 PDFDocument18 pagesFarmacología y Toxicología Abril 8 de 2019 PDFestefania cabreraNo ratings yet
- TESEODocument3 pagesTESEOestefania cabreraNo ratings yet
- Oficio Pastoral InfantilDocument2 pagesOficio Pastoral Infantilestefania cabreraNo ratings yet
- Acta de GradoDocument1 pageActa de Gradoestefania cabrera0% (1)
- Farmacología y Toxicología Abril 1 de 2019 PDFDocument15 pagesFarmacología y Toxicología Abril 1 de 2019 PDFestefania cabreraNo ratings yet
- Paz y SalvoDocument1 pagePaz y Salvoestefania cabreraNo ratings yet
- CECAR Ficha Licenciatura Pedagogía InfantilDocument2 pagesCECAR Ficha Licenciatura Pedagogía Infantilestefania cabreraNo ratings yet
- Actividad 9Document6 pagesActividad 9estefania cabreraNo ratings yet
- GUÍA de APRENDIZAJE 3. Fundamentos de Toxicología I y IIDocument5 pagesGUÍA de APRENDIZAJE 3. Fundamentos de Toxicología I y IIestefania cabreraNo ratings yet
- Farmacología y Toxicología Marzo 11 de 2019 PDFDocument22 pagesFarmacología y Toxicología Marzo 11 de 2019 PDFestefania cabreraNo ratings yet
- ReciboPago EFECTY 1032561729Document1 pageReciboPago EFECTY 1032561729enrique de la hoNo ratings yet
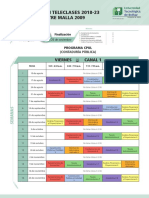
- Programacion Cohortes 2018 Viernes Canal 1 VII 2009Document1 pageProgramacion Cohortes 2018 Viernes Canal 1 VII 2009estefania cabreraNo ratings yet
- ComteDocument11 pagesComtejosep TrujilloNo ratings yet
- Hoja de VidaDocument1 pageHoja de Vidaestefania cabreraNo ratings yet
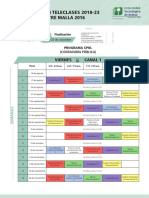
- Programacion Cohortes 2018 Viernes Canal 1 VII 2016Document1 pageProgramacion Cohortes 2018 Viernes Canal 1 VII 2016estefania cabreraNo ratings yet
- Martes Cohorte 2018-II PRO Canal 2Document1 pageMartes Cohorte 2018-II PRO Canal 2estefania cabreraNo ratings yet
- Horarios Regencia 2018-02Document6 pagesHorarios Regencia 2018-02estefania cabreraNo ratings yet
- Horarios Seguridad y Salud 2018-02Document9 pagesHorarios Seguridad y Salud 2018-02estefania cabreraNo ratings yet
- Horarios Regencia 2018-02Document6 pagesHorarios Regencia 2018-02estefania cabreraNo ratings yet
- Plan de TrabajoDocument3 pagesPlan de Trabajoestefania cabreraNo ratings yet
- Plan de Asesoria de PlantaDocument4 pagesPlan de Asesoria de Plantaestefania cabreraNo ratings yet
- Tabla Com - ASESOR 2017-2 PDFDocument1 pageTabla Com - ASESOR 2017-2 PDFestefania cabreraNo ratings yet
- Evidencias de Actividad 2Document2 pagesEvidencias de Actividad 2estefania cabreraNo ratings yet
- Planilla AsistenciaDocument4 pagesPlanilla Asistenciaestefania cabreraNo ratings yet
- Guardar DocumentosDocument1 pageGuardar Documentosestefania cabreraNo ratings yet
- Via Continua - Union de Rieles Por SoldaduraDocument22 pagesVia Continua - Union de Rieles Por SoldaduraAlvaro CamposNo ratings yet
- Evaluación de Ciencias BásicasDocument351 pagesEvaluación de Ciencias BásicasChristian PucaNo ratings yet
- Cotizar Materiales Cerco PerimetricoDocument4 pagesCotizar Materiales Cerco PerimetricoBeel HerreraNo ratings yet
- Esquema Del Juicio de Alimentos 1Document11 pagesEsquema Del Juicio de Alimentos 1robertho romeroNo ratings yet
- Informe - Visita TecnicaDocument8 pagesInforme - Visita TecnicaYorgy Cruz100% (1)
- Qué Son Las Razones Financieras y para Qué SirvenDocument28 pagesQué Son Las Razones Financieras y para Qué SirvenCristhian AriasNo ratings yet
- Aux Práctica N°1 Mat1102DDocument2 pagesAux Práctica N°1 Mat1102DWENDY PRISCILA CAZÓN CALLPANo ratings yet
- TemasDocument20 pagesTemasMaería Aroca BustosNo ratings yet
- Comité Científico MonográficoDocument10 pagesComité Científico MonográficomarchelaavitiaNo ratings yet
- BudínDocument3 pagesBudínJavier Rodríguez MéndezNo ratings yet
- Oxido NitricoDocument7 pagesOxido NitricoFarmaFMNo ratings yet
- Analisis Organizacional Empresa Nutriorganicos LtdaDocument20 pagesAnalisis Organizacional Empresa Nutriorganicos LtdaNelson Jose Rincon BarbaNo ratings yet
- Campo de velocidad de un flujo laminar en una tuberíaDocument95 pagesCampo de velocidad de un flujo laminar en una tuberíaLuisSantiagoCabanillasCerdanNo ratings yet
- Plan 25Document7 pagesPlan 25merly lucilaNo ratings yet
- Documento Sin TítuloDocument2 pagesDocumento Sin TítuloLeidy Marcela Leal LoaizaNo ratings yet
- Preguntas Dinamizadora Teorias de Comercios Internacional Unidad 3Document8 pagesPreguntas Dinamizadora Teorias de Comercios Internacional Unidad 3leticia MariaNo ratings yet
- AconcaguaDocument10 pagesAconcaguaPamela MélanyNo ratings yet
- CAPITULO 34 Antiinflamatorios, Antipiréticos y AnalgésicosDocument42 pagesCAPITULO 34 Antiinflamatorios, Antipiréticos y AnalgésicoswendypardoramirezNo ratings yet
- Distribuciones Continuas de Carga PDFDocument17 pagesDistribuciones Continuas de Carga PDFJuan ENo ratings yet
- SilabocontaDocument5 pagesSilabocontaAldrynOscarAparcanaOrellanaNo ratings yet
- Res Exenta-34273Document4 pagesRes Exenta-34273ANDRENo ratings yet
- LCap 7 - Conexiones SoldadasDocument38 pagesLCap 7 - Conexiones SoldadasJesus Alberto MariñoNo ratings yet
- Directrices Módulo Comunicaciones y StakeholdersDocument24 pagesDirectrices Módulo Comunicaciones y StakeholdersJosé Miguel Gómez BaltaNo ratings yet
- Tak TimeDocument6 pagesTak TimeEvelin F Gallardo G. GalgNo ratings yet
- AritméticaDocument26 pagesAritméticaluis palacios manriqueNo ratings yet
- Planeacion 08 de Agosto MartesDocument7 pagesPlaneacion 08 de Agosto Martesyudis kodinaNo ratings yet
- PRQ 3219 Tema 8 PDFDocument9 pagesPRQ 3219 Tema 8 PDFAle SuaznabarNo ratings yet
- Guia Grado 7Document5 pagesGuia Grado 7blanca isabel tapieroNo ratings yet
- SEM 14 - COM 5TO - El Articulo de OpiniónDocument2 pagesSEM 14 - COM 5TO - El Articulo de OpiniónIE. JOSE MARIA ARGUEDASNo ratings yet
- Estudiantes CrucigramaDocument16 pagesEstudiantes Crucigramaapi-327304311No ratings yet